定量給料機的原理及常見故障分析
2020-03-19 06:12:54張倍
中國金屬通報 2020年24期
關鍵詞:信號
張 倍
(北方銅業(yè)股份有限公司垣曲冶煉廠,山西 垣曲 043700)
1 定量給料機使用情況簡介
北方銅業(yè)垣曲冶煉廠底吹爐給料系統(tǒng)采用了承德天衡定量給料機系統(tǒng)。定量給料機集給料機皮帶秤為一體,采用雙閉環(huán)控制,抗干擾能力強,可以按用戶要求遠程控制。垣曲冶煉廠底吹爐給料系統(tǒng)共安裝了2 臺定量給料機,是整個冶煉生產(chǎn)的關鍵設備,其計量精度,設備故障率等都直接影響生產(chǎn)的穩(wěn)定運行,是全廠的卡脖子設備[1]。
2 定量給料機的控制原理
定量給料機由秤體,稱重傳感器,速度傳感器,變頻器,控制線路,控制儀表,手動控制器等組成。
單位長度的載荷值Q(kg/m):定量給料機啟動后,電機帶動皮帶運行,同時給料機給料,物料從料倉出料口隨著皮帶的轉(zhuǎn)動被均勻地分布在皮帶上而緩慢地出料,物料的重量通過皮帶及稱重框架傳遞到荷重傳感器上,將此重量信號轉(zhuǎn)換為電信號傳入微控系統(tǒng)。
瞬時速度V(m/s):同一時刻由速度傳感器檢測皮帶速度,速度傳感器發(fā)出與皮帶速度成比例的脈沖信號,經(jīng)轉(zhuǎn)換后變?yōu)閿?shù)字信號送到控制儀表。
瞬時流量值I(t/h):Q 和V 同時送至控制儀表中,經(jīng)過系統(tǒng)處理單位轉(zhuǎn)換由I=3.6×Q×V 得到瞬時流量值。
給定流量值P:由DCS 或儀表控制柜設定需要的流量值P。
控制原理,定量給料機啟動后,Q 和V 同時送入控制儀表計算得到瞬時流量值I,把設定流量P 和實際流量I 進行比較,經(jīng)過PI 控制調(diào)節(jié)后,輸出結(jié)果送到變頻器,通過變頻器控制交流電機的轉(zhuǎn)速,從而精確控制給料速率,改變皮帶速度V 值,使得I 與P 一致,達到定量給料的目的[2,3]。
在垣曲冶煉廠,定量給料機主要通過DCS 進行遠程控制。當需要啟動定量給料機時,由DCS 系統(tǒng)發(fā)出啟動信號,運行信號和實際流量信號送入DCS 系統(tǒng),由DCS 系統(tǒng)對給料量進行累積運算。當給料機停轉(zhuǎn)時,反饋停止信號給DCS 系統(tǒng),并停止計量。在設備檢修或有需要時,可以通過現(xiàn)場的手動控制器切換進入手動模式,在手動模式下,給料機通過手動控制器上的電位器旋鈕直接控制電機轉(zhuǎn)速,達到恒速運行。
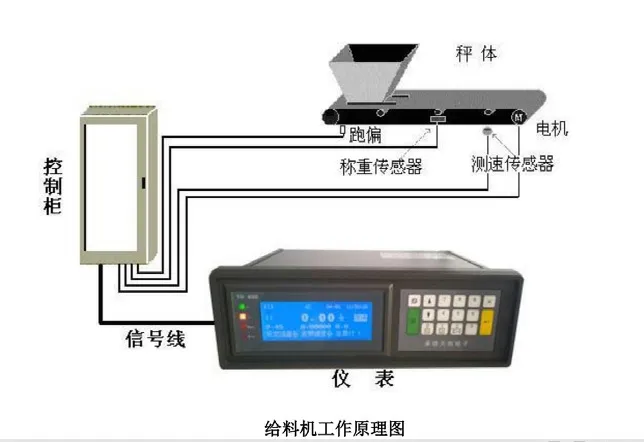
圖1 定量給料機的控制
3 主要界面及重要參數(shù)設置
3.1 主界面
上電后儀表自動進入第一個主畫面,見下面附圖。儀表主畫面也是待機或運行時顯示的畫面。儀表的其他交互操作功能都是從該畫面進入的,操作完畢退回到主畫面的第一個畫面。主畫面顯示分為幾個部分,中間最大的數(shù)字為瞬時流量,后面反顯內(nèi)容為儀表當前狀態(tài)。前面2 個符號是儀表當前啟停來源和流量設定來源。第一行左上角為主畫面的頁碼,中間位置為輔助狀態(tài)信息,包括報警提示、存儲器讀寫操作和運行狀態(tài)等。
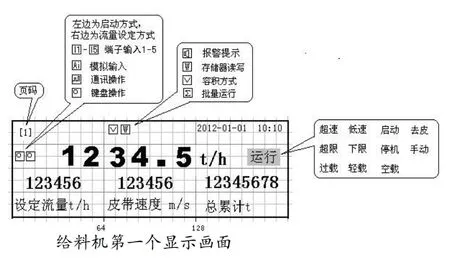
圖2 主要界面重要參數(shù)設置
3.2 重要參數(shù)設置
在安裝或者更換定量給料機控制儀表后,需對某些參數(shù)進行設置。參數(shù)被劃分為A ~T功能組,字母后的數(shù)字是參數(shù)的序號。所有參數(shù)出廠時有預定值。以下選取較為重要的參數(shù)介紹。
B02:額定流量I,單位t/h,根據(jù)需要設定,初始值為10t/h。
C01:皮帶環(huán)長,皮帶環(huán)形一周的長度,單位m,根據(jù)皮帶實際長度輸入。
C03:皮帶環(huán)形時間,皮帶環(huán)形一周的時間,單位s,根據(jù)皮帶實際運行輸入。
C05:傳感器量程。按照安裝傳感器的實際量程錄入。初始值100kg。
D07:實物校正系數(shù)。實物標定程序運行的結(jié)果,初始值1.000,根據(jù)實物標定對流量進行修正。
4 定量給料機的安裝
4.1 秤體的安裝
(1)秤體應水平安裝在堅固的基礎上。安裝時應檢查縱橫兩個方向的水平度,可用簿鋼墊片,在地腳螺釘處調(diào)整,調(diào)好后,加斜墊圈、彈簧圈、用螺母緊固。
(2)秤體應采用吊環(huán)螺釘?shù)跹b,秤體皮帶縱向中心線與料斗及卸料罩中心線重合,以防物料在輸送過程中偏載。
(3)調(diào)整稱重傳感器,將稱重托軌放入稱重卡槽,并擰緊傳感器緊固螺母。松開支架上的保護螺釘,使稱重框架的重量能通過承重螺桿和鋼球全部加載在傳感器上。更換傳感器時,應仔細檢查與調(diào)整。
(4)投入運行時,將料斗下的水平閘門板拉開,有2/3 左右料柱壓在皮帶上。垂直閘板位置,應根據(jù)物料粒度及流量大小調(diào)整。
4.2 電氣安裝
(1)定量給料機設有專用的電控柜,全部的控制儀表安裝在電控柜內(nèi),電控柜與現(xiàn)場的電纜敷設應設置電纜橋架或電纜防護管,動力電纜與信號電纜應分開敷設。
(2)現(xiàn)場控制盒應就近安裝以便于現(xiàn)場操作。
(3)電控柜應安裝于環(huán)境較好的地點,并有可靠接地。
(4)按系統(tǒng)接線圖將各控制電纜和動力線接好。
5 定量給料機的標定方法
定量給料機在安裝或者更換后,必須經(jīng)過校驗與標定才能投入使用。進入控制儀表的功能菜單,選擇2 標定功能,按照順序進行標定。
5.1 脈沖/皮帶環(huán)形
在標定功能中選擇1 環(huán)形,進入環(huán)形程序。按確認鍵啟動皮帶,儀表開始正計時,待儀表運行到正常速度后,再次按確認鍵開始皮帶環(huán)形,儀表開始倒計時,當環(huán)形結(jié)束后按確認鍵保存標定結(jié)果。環(huán)形的運行結(jié)果保存于D06(一周脈沖數(shù))中。D06 這個數(shù)值是去皮程序和標定程序運行周期的基礎。
5.2 去皮程序
在標定功能中選擇2 去皮,進入去皮程序。按確認鍵啟動皮帶,儀表開始正計時,待儀表運行到正常速度后,再次按確認鍵開始去皮程序,儀表開始倒計時,當去皮程序結(jié)束后按確認鍵保存標定結(jié)果。去皮程序的運行結(jié)果保存于D05(皮重修正數(shù))中。新裝秤體或者更換儀表時必須至少做一次。
5.3 實物標定
在日常維護中通常采用實物標定模式。在標定功能中選擇4,進入實物標定程序。按確認鍵啟動皮帶并開始實物標定程序,儀表開始正計時,當實物輸送完畢后,按退出鍵立即停止運行或者按0 本圈結(jié)束后停止運行,并按提示輸入實物的重量,程序自動計算標定系數(shù)并保存于D07(實物校正系數(shù))中。
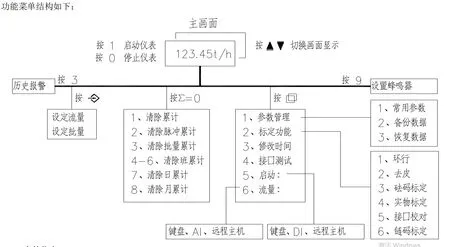
圖3 程序自動計算標定系數(shù)
6 常見故障分析和處理
6.1 有故障信號情況
稱重器的所有重要功能都受到內(nèi)部監(jiān)視,如故障,并把錯誤通過“事件信息”報告。儀表的事件信息分為四個等級:
故障報警:報警并停車,自動復位。
持續(xù)報警:報警不停車,不自動復位。
報警(無故障自動恢復):報警不停車,自動復位。
怱略:不進行報警。
以下介紹一些常見故障以及故障信息
S1:內(nèi)存故障。重新上電或更換儀表。
S2:未釋放。外部釋放信號丟失,儀表不能啟動。稱量器處于停止狀態(tài)。造成此故障的原因可能有:控制箱打到停止或手動狀態(tài),皮帶跑偏,DCS 沒有啟動信號等。
C1:稱重傳感器故障。沒有重量信號輸入,查看傳感器及接線。
C2:速度傳感器故障。沒有收到速度脈沖,查看傳感器及接線。
6.2 稱量值Q 與實際值偏差
在物料和下料口不變的情況下,Q 值往往變化不大,根據(jù)經(jīng)驗或者實物標定方法得到實際物料重量,如果測量值Q 與實際值偏差較大,則虛假的值會造成計量的偏大或偏小。
稱量值Q 比實際值偏大:有可能是有重物壓在稱重托輥上,或者秤體變形,或者稱重傳感器變形、損壞。
稱量值Q 比實際值偏小:因為皮帶秤的特殊環(huán)境,往往會有石塊卡在稱重托輥上,效果相當于頂起稱重托輥,造成Q 值偏小。這種情況最常發(fā)生,所以應當經(jīng)常清掃稱重托輥附近的石子和灰塵。同時也有可能是稱重傳感器損壞。
6.3 速度值V與實際值偏差
速度傳感器通過探測連接到電機的同軸齒狀法蘭的脈沖返回信號得到速度。如果探測器離被測法蘭太遠,則不能測得真實的脈沖信號,從而使速度值小于實際。調(diào)節(jié)探頭距離以保證速度測量真實。
6.4 測量值I 與設定值P 不符
流量值I 有時會無法跟蹤上設定值P。首先檢查Q 值和V 值是否正常,由于I=3.6×Q×V。如果Q 值偏小,V 值有可能達到最高值而導致I 無法跟上。如果Q 值正常,V 也正常。則有可能是信號問題,可測量電流信號。如果信號全部正常,則有可能PI控制參數(shù)不合適,可以調(diào)整O02 比例系數(shù)和O03 積分系數(shù)。
6.5 定量給料機的偷停
如果皮帶較松,則有可能造成皮帶和滾軸打滑,結(jié)果電機轉(zhuǎn)皮帶不轉(zhuǎn)。由于不影響稱重傳感器和速度傳感器的測量,從儀表盤很難察覺到偷停現(xiàn)象,需要經(jīng)常的巡檢,并且要將皮帶張緊。皮帶偷停定量給料機會繼續(xù)計量,但是卻不下料,會影響正常生產(chǎn)甚至爐體的安全,所以對于偷停要特別注意,加強巡檢。
7 總結(jié)
定量給料機由于所在位置的環(huán)境惡劣,卻又是重點設備,對于定量給料機平時的維護和故障的快速處理都是維保人員的重點。定量給料機綜合了機械、變頻器、儀表、PI控制等多個專業(yè)內(nèi)容,需要維保人員有綜合的知識和豐富的經(jīng)驗進行快速處理,本文討論了定量給料機的原理和應用,對常見故障進行了分析,以供參考。
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
媽媽寶寶(2019年10期)2019-10-26 02:45:34
中國生殖健康(2019年3期)2019-02-01 06:12:26
鐵道通信信號(2018年11期)2019-01-19 01:15:08
電子制作(2018年11期)2018-08-04 03:25:42
鐵道通信信號(2018年2期)2018-04-18 12:18:10
鐵道通信信號(2016年11期)2016-06-01 12:11:32
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
中國病理生理雜志(2015年8期)2015-12-21 12:38:06
