同步電機(jī)數(shù)字勵(lì)磁系統(tǒng)在磷礦球磨機(jī)的應(yīng)用與研究
2020-03-21 11:26:34蘇紅生李高橋
通信電源技術(shù) 2020年3期
蘇紅生,李高橋
(云南云天化紅磷化工有限公司,云南 開遠(yuǎn) 661600)
0 引 言
磷化工企業(yè)生產(chǎn)中大功率的重要設(shè)備,如壓縮機(jī)、循環(huán)機(jī)和球磨機(jī)大等重型負(fù)載設(shè)備[1],一般采用同步電機(jī)拖動(dòng)。勵(lì)磁裝置是保證同步電機(jī)運(yùn)行的重要輔助設(shè)備,其技術(shù)性能好壞直接影響到機(jī)組的安全、穩(wěn)定運(yùn)行。勵(lì)磁控制方式分為模擬控制方式和數(shù)字控制方式。隨著現(xiàn)代控制理論與微機(jī)綜合自動(dòng)化技術(shù)的不斷進(jìn)步,數(shù)字控制方式的微機(jī)勵(lì)磁裝置能在惡劣環(huán)境中長時(shí)間工作。它的調(diào)試維護(hù)簡單,能與多種控制系統(tǒng)通信。
1 數(shù)字式勵(lì)磁裝置組成及同步電機(jī)的工作原理
1.1 數(shù)字式勵(lì)磁裝置組成
同步電機(jī)勵(lì)磁系統(tǒng)一般由整流變壓器、可控硅整流橋、滅磁回路、微機(jī)控制、繼電保護(hù)單、儀表操作以及風(fēng)機(jī)冷卻等單元組成[2]。對(duì)于大中型同步電機(jī)整流橋一般采用三相全控橋。數(shù)字式勵(lì)磁控制裝置的調(diào)節(jié)器由微處理器或可編程控制器、輸入輸出電路構(gòu)成,通過軟件實(shí)現(xiàn)各種調(diào)節(jié)控制。人機(jī)交換一般采用LCD顯示觸摸屏,可以在線修改和顯示當(dāng)前運(yùn)行的各種參數(shù)和故障監(jiān)視。通信常采用RS-485串行通信或以太網(wǎng)等通信接口,實(shí)現(xiàn)勵(lì)磁系統(tǒng)與計(jì)算機(jī)監(jiān)控系統(tǒng)的控制和數(shù)據(jù)交換[3]。
1.2 同步電機(jī)的工作原理
同步電機(jī)異步起動(dòng)的過程中,勵(lì)磁裝置實(shí)時(shí)檢測轉(zhuǎn)子滑差信號(hào)。當(dāng)轉(zhuǎn)子轉(zhuǎn)速達(dá)到亞同步速度即N=95%N0時(shí),檢測到感應(yīng)電流方向與勵(lì)磁電流方向一致,向可控硅發(fā)出觸發(fā)脈沖順極性投勵(lì),直流電流便送入勵(lì)磁繞組,轉(zhuǎn)子接入勵(lì)磁將同步電機(jī)拖入同步運(yùn)行,即N=N0=60f/P。
同步電機(jī)無功決定于勵(lì)磁裝置輸出勵(lì)磁電流的大小。過勵(lì)(超前)運(yùn)行時(shí),同步電機(jī)向電網(wǎng)發(fā)無功;欠勵(lì)(滯后)運(yùn)行時(shí),從電網(wǎng)吸收無功。同步電機(jī)V形曲線如圖1所示,描述定子電流I與勵(lì)磁電流If之間變化關(guān)系的曲線,即I=f (If)的關(guān)系曲線[4]。
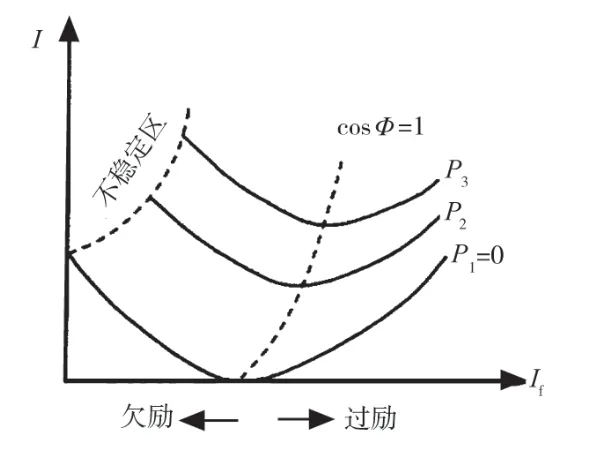
圖1 同步電機(jī)V形曲線
當(dāng)cosΦ=1運(yùn)行時(shí),同步電機(jī)運(yùn)行于電阻性狀態(tài),定子電流I最小。在此基礎(chǔ)上增/減磁,定子電流都將增加。增磁時(shí)功率因數(shù)超前運(yùn)行,屬于過勵(lì),同步電機(jī)運(yùn)行于電容性狀態(tài);減磁時(shí)功率因數(shù)滯后運(yùn)行,屬于欠勵(lì),同步電機(jī)運(yùn)行于電感性狀態(tài)。對(duì)于同步電機(jī)只能運(yùn)行在功率因數(shù)超前狀態(tài),若運(yùn)行在功率因數(shù)滯后狀態(tài),容易導(dǎo)致同步電機(jī)失步。
2 同步電機(jī)勵(lì)磁系統(tǒng)在磷礦球磨機(jī)應(yīng)用中出現(xiàn)的故障及處理方法
2.1 故障現(xiàn)象
公司的三臺(tái)磷礦球磨機(jī)自2009年投用,電機(jī)為 1 800 kW的同步電機(jī)。配套勵(lì)磁調(diào)節(jié)器采用PLC可編程勵(lì)磁調(diào)節(jié)器,同步電動(dòng)機(jī)經(jīng)氣動(dòng)離合器、大小齒輪裝置帶動(dòng)球磨機(jī)旋轉(zhuǎn),通過控制氣動(dòng)離合器氣囊的空氣壓力達(dá)到帶動(dòng)或脫開球磨機(jī)的目的。帶球磨機(jī)運(yùn)行前同步電機(jī)空載啟動(dòng)運(yùn)行正常后,通過電磁閥對(duì)氣動(dòng)離合器氣囊充氣,帶動(dòng)球磨機(jī)旋轉(zhuǎn)。勵(lì)磁方式采用恒勵(lì)磁電流調(diào)節(jié),啟動(dòng)同步電機(jī)和帶動(dòng)球磨機(jī)的勵(lì)磁電流均為180 A。同步電機(jī)定子空載運(yùn)行電流70 A,帶動(dòng)球磨機(jī)同步機(jī)定子運(yùn)行電流150~165 A。在2017年10以前,3臺(tái)球磨機(jī)按上述方式能正常運(yùn)行。從2017年11月,在勵(lì)磁電流180 A時(shí),球磨機(jī)同步電機(jī)空載起動(dòng)正常,同步電機(jī)在帶球磨機(jī)旋轉(zhuǎn)時(shí)出現(xiàn)勵(lì)磁帶阻故障。檢查勵(lì)磁系統(tǒng)和電機(jī)均完好,主要原因是工藝提高了礦漿的濃度和細(xì)度,每臺(tái)磨機(jī)鋼球添加量增大,平均每天1 t,投礦量每小時(shí)增加約10 t,導(dǎo)致球磨機(jī)的起動(dòng)負(fù)荷增大,帶球磨機(jī)旋轉(zhuǎn)時(shí)出現(xiàn)同步電機(jī)失步,勵(lì)磁柜報(bào)勵(lì)磁帶阻故障。增加勵(lì)磁電流至220 A時(shí),同步電機(jī)帶球磨機(jī)旋轉(zhuǎn)正常。該類勵(lì)磁裝置只有恒勵(lì)磁電流調(diào)節(jié),勵(lì)磁電流220 A導(dǎo)致同步電機(jī)空載起動(dòng)時(shí)電流增大,比勵(lì)磁電流180 A增大約40 A。在球磨機(jī)運(yùn)行過程中,由于工藝調(diào)節(jié)或短時(shí)處理機(jī)械故障時(shí)只停球磨機(jī),同步電機(jī)空載運(yùn)行,每班次同步電機(jī)的空載運(yùn)行時(shí)間30~45 min,電耗增大。如果運(yùn)行方式改變時(shí)都需專人調(diào)節(jié)勵(lì)磁電流,將增加專業(yè)人員的勞動(dòng)強(qiáng)度和人力投資[5]。
2.2 處理方式
球磨機(jī)的運(yùn)行分兩步,一是球磨機(jī)同步電機(jī)的空載起動(dòng)運(yùn)行,二是同步電機(jī)運(yùn)行正常后帶動(dòng)球磨機(jī)旋轉(zhuǎn)[6-8]。勵(lì)磁系統(tǒng)投勵(lì)也分為兩次投勵(lì)。同步電機(jī)空載起動(dòng)的恒勵(lì)磁電流160 A,氣動(dòng)離合器給氣囊充氣時(shí)電磁閥動(dòng)作信號(hào)給勵(lì)磁柜一個(gè)信號(hào),當(dāng)勵(lì)磁柜得到氣動(dòng)離合器氣囊充氣信號(hào)時(shí),勵(lì)磁柜給一個(gè)強(qiáng)勵(lì)電流 250 A,時(shí)間為10 s。同步電機(jī)帶動(dòng)球磨機(jī)旋轉(zhuǎn),強(qiáng)勵(lì)結(jié)束后球磨機(jī)運(yùn)行的恒勵(lì)磁電流為220 A。球磨機(jī)停運(yùn)時(shí),電磁閥泄放氣動(dòng)離合器氣囊壓力,同時(shí)發(fā)一個(gè)信號(hào)至勵(lì)磁柜,同步電機(jī)轉(zhuǎn)空載運(yùn)行勵(lì)磁電流為160 A。在進(jìn)行PLC程序設(shè)計(jì)過程中,把氣動(dòng)離合器給氣囊充氣簡稱為抱閘信號(hào),相應(yīng)的程序如下[9-10]。
(1)抱閘信號(hào)來時(shí),程序判斷勵(lì)磁裝置需在投入勵(lì)磁后才鎖住抱閘狀態(tài),如圖1所示。
(2)在抱閘狀態(tài)前,裝置運(yùn)行在空載恒流值;抱閘狀態(tài)后,裝置先給一個(gè)抱閘強(qiáng)勵(lì),并且有時(shí)間控制;抱閘強(qiáng)勵(lì)后,系統(tǒng)轉(zhuǎn)入恒流正常運(yùn)行,如圖2所示。

圖1 抱閘信號(hào)來時(shí)的相應(yīng)程序流程

圖2 抱閘狀態(tài)前后的流程狀態(tài)
通過上述改進(jìn)后,3臺(tái)球磨機(jī)運(yùn)行比較平穩(wěn),同步電機(jī)定子運(yùn)行電流值50~165 A,同步電機(jī)空載電流值20 A,滿足工藝控制的需求,使同步機(jī)運(yùn)行在較經(jīng)濟(jì)的狀態(tài),同時(shí)減少了人工的運(yùn)行成本。
3 結(jié) 論
數(shù)字勵(lì)磁系統(tǒng)的各項(xiàng)功能與實(shí)際所帶負(fù)荷有機(jī)結(jié)合,運(yùn)行過程中加強(qiáng)勵(lì)磁系統(tǒng)和同步電機(jī)運(yùn)行維護(hù),及時(shí)分析處理存在的問題,保證同步電機(jī)的運(yùn)行穩(wěn)定,減少不必要的停機(jī)損失。針對(duì)實(shí)際情況選取較優(yōu)的控制程序,使勵(lì)磁系統(tǒng)能夠更穩(wěn)定安全的運(yùn)行,同時(shí)降低電耗。
