螺旋埋弧焊管自動補焊工藝研究
2020-03-21 08:08:50王海生李汝江郭曉東劉湘軍
焊管 2020年2期
關(guān)鍵詞:焊縫標(biāo)準(zhǔn)
陳 楠,王海生,李汝江,韓 學(xué),郭曉東,劉湘軍,李 斌
(渤海石油裝備華油鋼管公司,河北 青縣 062658)
0 前 言
螺旋埋弧焊管在焊接過程中易出現(xiàn)燒穿、 焊偏、 未焊透、 氣孔、 夾渣、 咬邊、 斷弧等缺陷,這些缺陷的存在對管道安全構(gòu)成了極大危害[1-2]。 因此,API SPEC 5L、 GB/T 9711 等標(biāo)準(zhǔn)對焊縫缺陷如何進(jìn)行焊接修補做了明確詳實的規(guī)定[3]。 在焊接修補方法使用方面,標(biāo)準(zhǔn)提供了3 種備選方案,分別為自動埋弧焊、 自動或半自動熔化極氣體保護(hù)焊、 低氫焊條電弧焊。 目前,絕大多數(shù)制管企業(yè)采用了低氫焊條手工電弧焊進(jìn)行鋼管補焊,該方法設(shè)備簡單,操作靈活,適應(yīng)性強(qiáng),但在焊接過程中不可控因素較多,焊縫質(zhì)量的好壞很大程度上取決于操作人員技能水平的高低,且生產(chǎn)效率低。 隨著未來油氣長輸管線向著高鋼級、 大直徑、 大壁厚發(fā)展,人工補焊的弊端會愈發(fā)凸顯,自動補焊技術(shù)將迎來發(fā)展新機(jī)遇[4]。 本研究在3 種不同材質(zhì)、 不同規(guī)格螺旋埋弧焊管焊道上,模擬穿透性 (燒穿) 和非穿透性缺陷 (焊偏、 未焊透、氣孔、 夾渣、 斷弧等),采用自動埋弧焊工藝進(jìn)行修補,并對補焊焊縫的拉伸、 彎曲、 沖擊、 硬度、金相和內(nèi)在質(zhì)量進(jìn)行檢測,以驗證自動補焊工藝的可行性,以期為工業(yè)生產(chǎn)、 研究提供參考。
1 試驗材料和方法
試驗選用 X52 鋼級 Φ610 mm×8 mm、 X70 鋼級Φ1 016 mm×17.5 mm、 X80 鋼級 Φ1 422 mm×21.4 mm 螺旋埋弧焊管,母材化學(xué)成分見表1。
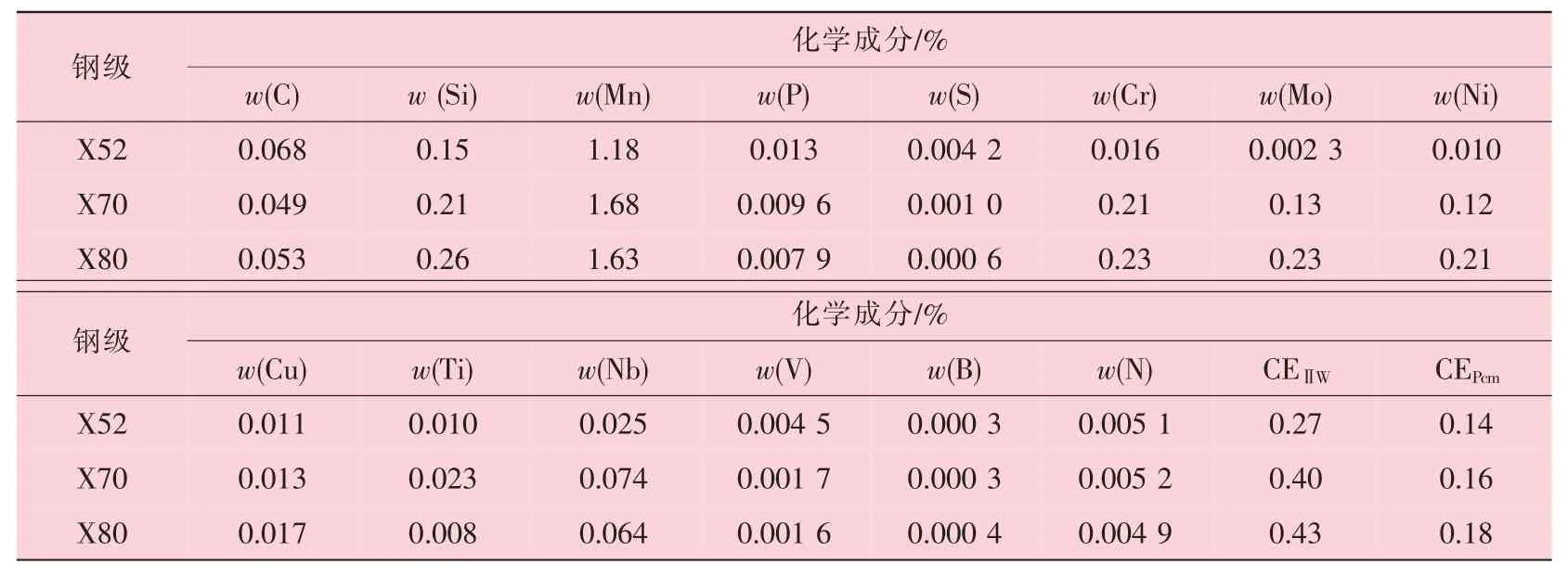
表1 試驗用螺旋埋弧焊管母材化學(xué)成分
采用碳弧氣刨模擬穿透性和非穿透性缺陷,在螺旋埋弧焊管焊道上進(jìn)行焊縫刨削,開口寬度和刨削深度由壁厚決定,后用砂輪清除氧化鐵瘤,形成合適的焊接坡口。 坡口形貌如圖1 所示,坡口尺寸參數(shù)見表2,坡口實物照片如圖2 所示。
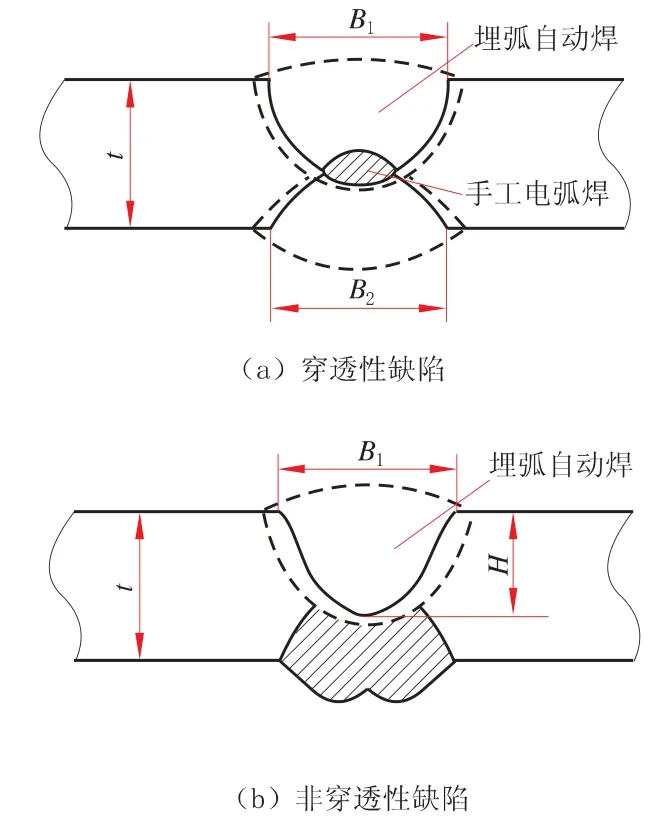
圖1 焊接坡口形貌示意圖
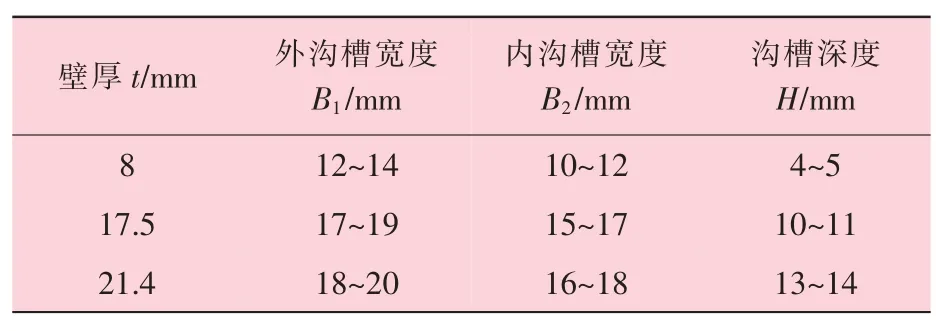
表2 焊接坡口尺寸參數(shù)

圖2 焊接坡口實物照片
全透坡口首先采用手工電弧焊封底,然后采用自動埋弧焊填充、 蓋面。 半透坡口直接使用自動埋弧焊填充、 蓋面。 焊接電源: 封底焊采用Lincoln V450-S,填充、 蓋面焊采用 Lincoln AC/DC 1000 SD,電源極性均為直流反接。 焊材匹配:封底焊選用 Φ3.2 mm、 CHE557GX 焊條,填充、蓋面焊選用Φ4.0 mm、 H08C 焊絲和SJ101G 焊劑,具體焊接參數(shù)見表3。 同時,為防止自動埋弧焊弧坑的產(chǎn)生,收弧瞬間選擇在原埋弧焊縫上,并對Lincoln 數(shù)字電源電弧下坡停弧時間、 填弧坑參數(shù)進(jìn)行設(shè)置,詳見表4。 經(jīng)簡單表面修磨后,可得到過渡圓滑、 成形美觀的焊接接頭。

表3 焊接參數(shù)

表4 收弧參數(shù)設(shè)置
2 試驗結(jié)果與討論
2.1 外觀及無損檢測
補焊后,對補焊焊縫進(jìn)行外觀質(zhì)量檢查和X射線檢測,結(jié)果如圖3 和圖4 所示,未發(fā)現(xiàn)缺陷。

圖3 自動補焊焊縫外觀質(zhì)量

圖4 補焊焊縫X 射線拍片
2.2 拉伸及導(dǎo)向彎曲試驗
補焊焊縫拉伸試驗采用全壁厚矩形試樣,按照ASTM A370 標(biāo)準(zhǔn),在室溫下采用CMT5305 微機(jī)控制電子拉伸試驗機(jī)進(jìn)行檢測,拉伸試驗結(jié)果見表5。 由表5 可以看出,焊縫抗拉強(qiáng)度距標(biāo)準(zhǔn)下限要求裕度較大,焊縫強(qiáng)度匹配系數(shù)適中,可充分保證管道在高壓輸送下的安全系數(shù)。

表5 拉伸試驗結(jié)果
按照 ASTM A370 標(biāo)準(zhǔn),在 1 000 kN 電液伺服彎曲試驗機(jī)上對補焊焊縫進(jìn)行導(dǎo)向彎曲性能檢測,分為面彎和背彎,彎芯直徑對應(yīng) X52、X70、 X80 鋼級取 64 mm、 175 mm、 214 mm,彎曲角度 180°,試驗后母材、 焊縫、 熱影響區(qū)均未見裂紋或斷裂,符合標(biāo)準(zhǔn)要求。 導(dǎo)向彎曲試樣如圖5 所示。

圖5 導(dǎo)向彎曲試樣
2.3 夏比沖擊試驗
焊縫中心、 熱影響區(qū)夏比沖擊試驗采用標(biāo)準(zhǔn) V 形缺口試樣,按照 ASTM A370 標(biāo)準(zhǔn),在ZBC2752N-3 微機(jī)控制沖擊試驗機(jī)上進(jìn)行檢測。-10 ℃夏比沖擊試驗結(jié)果見表6。 由表6 可以看出,-10 ℃條件下,焊縫中心、 熱影響區(qū)夏比沖擊性能遠(yuǎn)高于標(biāo)準(zhǔn)要求,焊道經(jīng)碳弧氣刨、補焊等多次熱循環(huán)后,焊縫接頭并未出現(xiàn)脆化。同時選取X80 試樣進(jìn)行系列溫度夏比沖擊試驗,結(jié)果如圖6 所示。 由圖6 可以看出,焊縫中心FATT50CVN約在-20 ℃,熱影響區(qū) FATT50CVN約在-40 ℃,高鋼級補焊焊縫呈現(xiàn)出了優(yōu)良的低溫韌性。

表6 -10 ℃夏比沖擊試驗結(jié)果
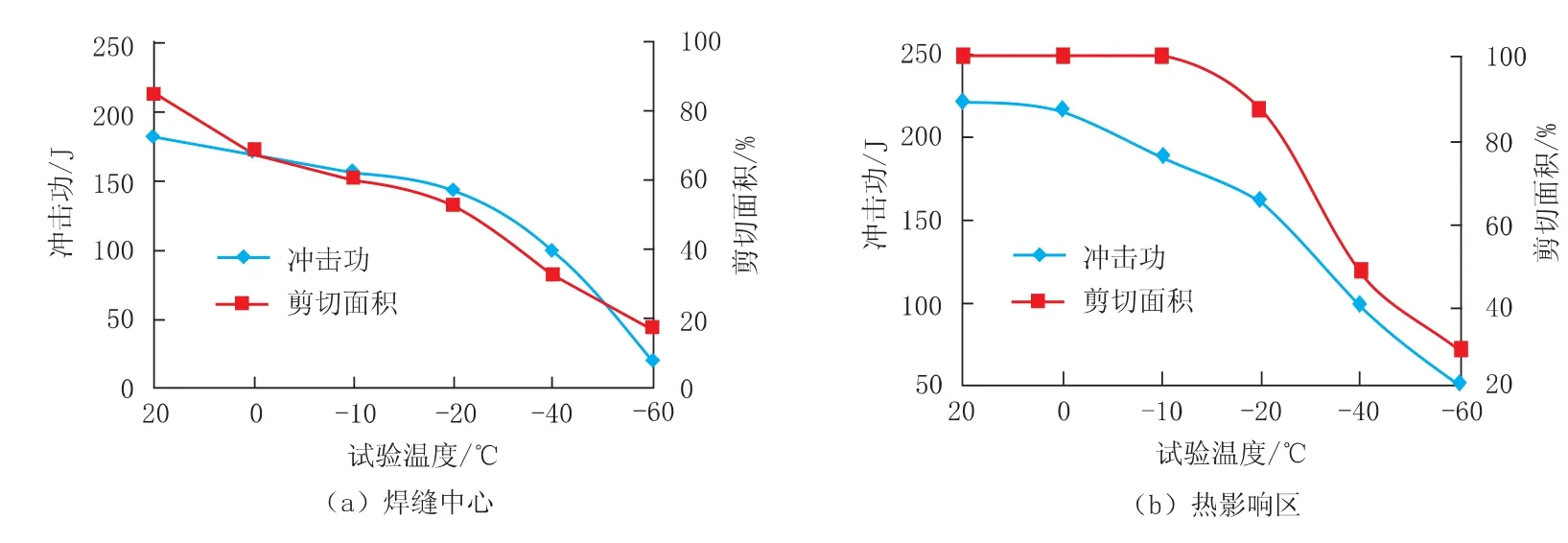
圖6 焊縫中心及熱影響區(qū)夏比沖擊韌脆轉(zhuǎn)變曲線
2.4 維氏硬度
維氏硬度試驗按照ASTM E384 標(biāo)準(zhǔn)進(jìn)行,檢測點位置如圖7 所示,試驗結(jié)果見表7。 從試驗數(shù)據(jù)來看,各位置檢測點硬度值差異不大,特別是熱影響區(qū)硬度值無明顯波動,說明該區(qū)域未出現(xiàn)明顯的軟化和硬化,補焊接頭的硬度指標(biāo)較為均勻,滿足標(biāo)準(zhǔn)要求。

圖7 維氏硬度測試點
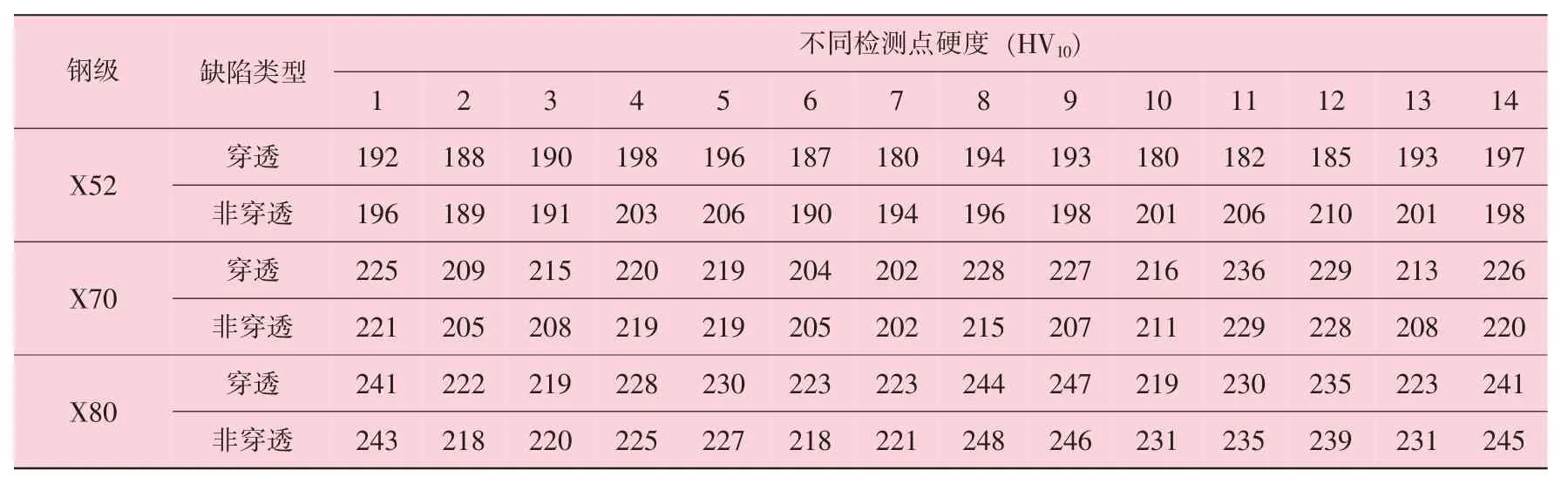
表7 維氏硬度測試結(jié)果
2.5 金相檢驗
焊接接頭宏觀照片如圖8 所示。 由圖8 可以看出,焊接接頭外觀形貌良好,與母材平滑過渡,表明自動補焊焊縫成形系數(shù)合理。 將金相試樣在3%硝酸酒精溶液中腐蝕3~5 s 后觀察,焊縫中心、 熱影響區(qū)典型顯微組織照片如圖9 所示。 焊縫中心顯微組織主要為晶內(nèi)成核針狀鐵素體,可以看到明顯的白色先共析鐵素體沿柱狀的晶界析出,熱影響區(qū)顯微組織主要為粒狀貝氏體,奧氏體晶界明顯。 研究認(rèn)為,針狀鐵素體組織具有較強(qiáng)的止裂能力,其主要是由較細(xì)小的鐵素體板條束加片狀M/A 組元構(gòu)成,具有精細(xì)的亞單元和高的位錯密度,有效晶粒尺寸較其他組織更加細(xì)小。 這種互相交錯彼此咬合的針狀鐵素體及分布狀態(tài)能有效延長裂紋擴(kuò)展路徑,增大裂紋擴(kuò)展阻力,可顯著提高焊縫韌性[5-8]。

圖8 焊接接頭宏觀形貌

圖9 焊接接頭顯微組織
3 結(jié) 論
(1) 對不同鋼級、 不同規(guī)格螺旋埋弧焊管,模擬穿透性缺陷和非穿透性缺陷進(jìn)行自動補焊試驗,經(jīng)檢測,補焊焊縫的各項指標(biāo)均優(yōu)于標(biāo)準(zhǔn)要求,自動補焊工藝完全滿足高標(biāo)準(zhǔn)螺旋埋弧焊管生產(chǎn)要求。
(2) 自動補焊工藝可減少施焊過程中的人為干預(yù),穩(wěn)定焊接質(zhì)量,焊接效率得到很大提升。采用手工電弧焊修補500 mm 長的焊縫需要60 min左右。 采用自動補焊工藝,焊速 0.4 m/min,加之吊裝、 焊接機(jī)構(gòu)調(diào)整時間,共需30 min 左右,生產(chǎn)效率提升50%以上。
(3) 自動補焊工藝不僅適用于本研究API SPEC 5L、 GB/T 9711 標(biāo)準(zhǔn)具有沖擊要求的管線鋼管修補,亦可滿足 GB/T 3091、 SY/T 5037、SY/T 5040、 SY/T 5768 標(biāo)準(zhǔn)低壓流體、 打樁用鋼管修補。 對于后者標(biāo)準(zhǔn),多無沖擊要求,且允許提供對頭管,自動補焊工藝在帶鋼對焊焊縫反面修補方面優(yōu)勢將更加明顯[9-15]。
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
當(dāng)代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
家庭影院技術(shù)(2018年4期)2018-05-09 07:07:52
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
專用汽車(2016年4期)2016-03-01 04:13:43
