
基于程序分析和0-1整數規劃模型的1號車間生產線平衡改善設計*
2020-03-26 15:13:36郭繼東張開彬江俊豪梁鈺艷馮彩萍周大為
機電工程技術 2020年2期
郭繼東,張開彬,江俊豪,梁鈺艷,馮彩萍,周大為
(北京理工大學珠海學院工業自動化學院,廣東珠海 519088)
0 引言
隨著市場經濟體制改革的不斷深入,中國實木家具產業得到了快速發展,已從傳統的手工業發展成為具備相當規模的現代工業化產業。而家具加工制造企業現代工業化產業的重點在于生產線問題的研究。在針對于國內外家具加工制造企業的所有生產線問題的研究中,主要問題有生產線的平衡率、生產線節拍、瓶頸工序、生產線的生產布局等。這些問題嚴重地影響著生產線的平衡,阻礙了企業生產線效率的提高和生產成本的降低,而最終使企業在競爭中處于劣勢[1]。
為了讓企業能夠獲得更大的利潤,并且在市場競爭中取得一席之地,生產線優化改善是每個企業的兵家必爭之地。但是目前國內家具企業多以“人海戰術”的生產模式,甚至并無生產線的概念,所以引入一套簡明易懂的產線平衡理論很有必要。
本文以實木A廠中的B產品作為研究對象,以Flexsim仿真建模與產線平衡率作為方法與參數對生產過程進行分析,將基礎IE改善手法與0-1整數規劃數學模型結合起來,對產線進行漸進性的改善,并最終達到企業的改善指標。
1 車間生產線現狀分析
在當下競爭愈加激烈、追求低成本高利率的市場背景下,如何提升自身競爭力、成為家具行業的龍頭企業,是A公司急需解決的問題。該廠是典型的傳統制造型企業,且其產品類型為少批量多品種型,同時存在生產環境暗沉、加工設備老舊、工序之間出現頻繁往返流、產品工藝路線不合理等問題,以上問題導致產能大幅度被減、人員與設備利用率低,嚴重影響生產效率。該廠主要生產辦公用具如班臺、文件柜等產品。在進行優化改善的過程中,本文選擇了具有代表性的B型產品作為研究對象,該產品在市場上的需求大,代表性高,了解其生產流程,作出總工藝流程圖,如圖1所示。
A公司家具1號車間生產線是機群式生產,采用運輸車進行部件運輸,共有6道工序,分別是開料、加厚冷壓、精裁、封邊、排鉆、鑼銑磨。A公司家具生產線工位與工序時間相關信息如表1所示。
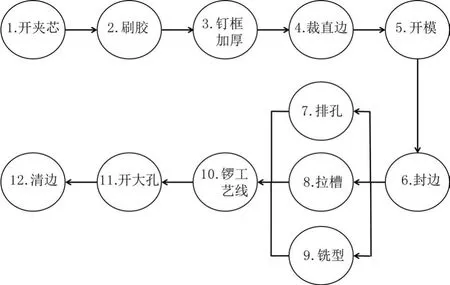
圖1 B產品工藝流程圖

表1 工序相關信息表
本文主要研究實木木工科生產線中的開料——試裝的工藝流程,根據B型產品的生產工藝,經現場實地調研后作出該廠1號車間的位置布局圖[2],如圖2所示。

圖2 1號車間現狀布局圖
通過現狀布局圖,可以發現以下問題:
(1)在整條生產線的布局中,木材板件的存放區域沒有經過合理設計規劃(只是簡單的劃分出區域),導致在生產過程中容易造成木材板件擺放混亂,增加操作者尋找時間,造成不必要的時間浪費。
(2)生產線缺乏統一、標準的現場管理。基本上都是由作業人員自行調配生產,操作動作、物料擺放等都是按照個人的習慣。生產時,很多操作動作都不符合動作經濟原則,容易造成增加作業負荷、生產效率低下等問題。
(3)生產線中存在工序分配不均衡的問題,容易導致作業時間分配不均衡,造成部分操作者高負荷作業、部分操作者處于空閑狀態。
2 生產線流程問題分析
2.1 建立Flexsim仿真模型
以A公司家具廠1號車間生產流程為依據,對應生產B型產品生產線中的12道工位,建立仿真模型,再將各個工位的生產時間輸入Flexsim仿真模型,得到現狀仿真圖[3],如圖3所示。按照1天8 h的標準工作時間運行軟件,開料工序處理率為16.7%,而加厚冷壓工序空閑率只有2.2%,可見生產線平衡率較差,瓶頸工序是加厚冷壓,由上述仿真模型輸出仿真數據分析表,如表2所示。

圖3 現狀仿真圖

表2 仿真數據分析表
2.2 生產線平衡率分析
針對生產線平衡問題分析研究,常用生產線平衡率以及生產線平衡損失率來進行評價與比較。生產線平衡率P計算公式如下[4]:

式中:為所有工作站時間總和,根據上文收集數據計算工作站總時間和;C.Tmax為所有工序中最大工序作業時間;N為生產線工作站總和,則:

由上文計算的生產線平衡率為53.2%,遠低于生產目標平衡率86%以上,造成生產線不平衡的原因是各工序的生產的速率不平衡,而各工序間的生產能力的不平衡,會導致各工序間的在制品的堆積等問題,造成等待浪費。
3 改善方案
3.1 方法步驟
第一步,基于ECRS的相關理論基礎,先針對現狀的瓶頸工序中的瓶頸工位結合動作分析進行改善,計算生產線的平衡率與目標平衡率對比;第二步,利用運籌學0-1整數規劃建模分析的方法對工位進行重排,得出產線的平衡率再次與目標對比;第三步,若達到目標平衡率值,根據Lingo軟件確定的工序進行Flexsim仿真建模評估,并對產線布局進行優化,若未達標,循環步驟一、二[5]。
3.2 基于ECRS原則的優化改善
由表1可知瓶頸工序為加厚冷壓,其中時間最長的工位為釘框加厚,結合標準動作分析,利用ECRS原則對該工位進行改善,作出改善前后流程程序分析圖,如表3、4所示。通過對動作進行重排、取消、合并,釘框加厚工位的搬運次數減少了兩次,總時間由386.5 s縮短至308.5 s[6]。作出第一次瓶頸改善后數據分析表,如表5所示,經過第一次改善,總時間從1 728 s下降到1 650.3 s,縮短了77.7 s,生產平衡率從53.2%上升至59.41%,提高了6.21%。

表3 釘框加厚加工流程程序分析圖(改善前)

表4 釘框加厚加工流程程序分析圖(改善后)

表5 第一次改善后數據分析表
3.3 基于0-1整數規劃的優化改善
由于生產平衡率沒有達到理想效果,因此進行第二次改善。第一步運用0-1整數規劃的思想建立第二類生產線平衡問題的數學模型,第二步利用Lingo軟件對其求解[7]。第一步,根據A廠現狀情況,定義模型中所用到的變量與符號:
(1)符號定義如下:
CT為生產節拍;K為工序數目;k為工序序號,k=1,2,3,4…K;m為工位數目;i、j為工位的序號;Ti為第i個工位的作業時間,i=1,2,3,4…m;Pred為工位的優先關系的集合,Pred=({ i ,j)|工位i是j的上一道工位 } ;Tasks={1 ,2,3…m} ,表示工位集合。
(2)決策變量定義如下。
Xik:0-1變量;

Ak:工序k的指示變量。

其中,第二類問題中生產線工序數目(m)是固定的,在滿足所有約束條件的前提下,使整個生產線的生產節拍CT最小化,Ti為工位的作業時間,其數學模型如下:

并設定約束條件如下。
(1)實木產品生產線中每個工位都必須分配到對應的工序上,其數學表達式為:

(2)實木產品生產線中,工位i為j的緊前作業,工位i一定是在工位j之前進行作業,即工位i只能分配到1~K工序中作業,而不能分配到其他工序中,其數字表達式為
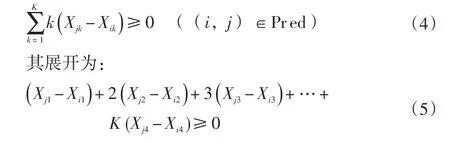
(3)實木產品生產線中各個工序的作業時間總和必須小于生產節拍,其數字表達式為:

最后建立第二類實木生產線平衡問題的0-1整數規劃模型如下[8]:

第二步,根據上述分析建立的第二類實木生產線平衡問題的0-1整數規劃模型,將其轉換為在LINGO軟件中運行的目標函數[9],其中工位數目為:Task/1…12/:t;工位之間的關系以相應集合的表現形式為:Pred(Task,Task)/1,22,33,44,55,66,76,86,97,108,109,1010,1111,12/;工位的作業時間:DATA:T=91 154.5 386.5 79.3 180 165 92 87 68 48 168 209。
再按上述工藝流程圖中工位時間和優先關系,根據LINGO軟件的編程要求,編寫第二類實木生產線平衡問題的0-1整數規劃模型的LINGO程序,如圖4所示。

圖4 求解模型代碼
運行軟件之后,以下分別得到模型LINGO求解的求解狀態和求解報告[10],如圖5、6所示。

圖5 求解狀態

圖6 求解報告
通過優化重排分配后結果如表6所示,當工序數M=6時,實木產線最小的生產節拍CT=320 s,其中生產平衡率提高至85%,但是仍然沒有達到目標平衡率86%。
3.4 基于人機作業表的優化改善
對上述重排后產線的工序進行分析,繪制了工序時間直方圖,如圖7所示。又由直方圖,可知瓶頸工序是四號工序,而四號工序中封邊工位時間最長,為165 s,由此繪制人機作業表對其進行作業分析再次進行優化改善,如表7所示。
由人機作業分析表,并運用ECRS原則,對操作者與機器之間的關系進行優化改善[6],工位時間由原來的165 s降到156 s。結合改善結果和重排之后的工位順序,繪制了第二次瓶頸改善數據分析表,如表8所示。經過第二次改善,最終生產平衡率達到87.9%,超過目標的生產平衡率達到了預期目標。

表6 0-1整數規劃改善后數據分析表
3.5 改善后Flexsim建模分析
為了驗證生產線的改善效果,所以需要建立新的仿真模型,并且輸出了新的仿真數據,如圖8、表9所示。從表9可見,每道工序處理率相對于原來的現狀有了極大的提升,空閑率得到有效的降低,并且每個工序的生產處理率更平衡了。

圖7 工序時間直方圖

表7 封邊工序人機作業表

表8 第二次瓶頸改善數據分析表

圖8 改善后的仿真模型分析

表9 仿真數據分析表

圖9 改善后實木A廠1號車間布局設計
3.6 改善后布局優化
根據0-1整數規劃模型和Lingo軟件算出的工序排序,得到最優的生產節拍和平衡率,并重新規劃了實木A廠1號車間的布局,如圖9所示。重新規劃布局后的1號車間,將大批量生產的產品與多品種小批量的產品流過涉及設備與手工作業的工位分開兩條線布置,減少了生產時在制品的回流現象,布局上更合理化[11]。
4 結束語
本文研究結果說明了傳統IE結合運籌學,并運用Lin?go進行運算,能夠很好地解決機群式的家具生產問題。傳統IE手段用于解決瓶頸工序問題,使1號車間生產線總時間減少了87 s,運籌學結合Lingo解決了生產線平衡問題,使生產線平衡率達到86%以上,為解決家具生產問題提供了理論參考依據。
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
中國化肥信息(2020年7期)2020-03-19 01:54:02
電子制作(2018年18期)2018-11-14 01:48:24
中國軍轉民(2017年6期)2018-01-31 02:22:28
山東工業技術(2016年15期)2016-12-01 05:31:22
故事大王(2016年7期)2016-09-22 17:30:08
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
兒童故事畫報(2013年3期)2013-06-24 05:40:30
