
混凝土3D打印設(shè)備開發(fā)及工藝規(guī)劃*
2020-03-26 15:13:44于穎,秦天,王玉
機(jī)電工程技術(shù) 2020年2期
于 穎,秦 天,王 玉
(1.同濟(jì)大學(xué)機(jī)械與能源工程學(xué)院,上海 201804;2.同濟(jì)大學(xué)中德工程學(xué)院,上海 201804)
0 引言
傳統(tǒng)的施工工具和方法制約著建筑業(yè)的發(fā)展。一方面,傳統(tǒng)的施工方法使建筑師很難將自己的想象力和創(chuàng)造力付諸實(shí)踐;另一方面,傳統(tǒng)的施工方法也存在施工現(xiàn)場(chǎng)事故率高、資源利用率低、對(duì)環(huán)境造成破壞(噪聲、粉塵、污水、建筑垃圾)以及缺乏熟練勞動(dòng)力等嚴(yán)重的問題。混凝土三維打印技術(shù)是一種數(shù)字化、自動(dòng)化的施工方法,給建筑行業(yè)帶來了變革[1-2]。
目前,大型混凝土3D打印工藝主要有3種:輪廓加工[3]、D-shape和混凝土印刷技術(shù)[1,4],每一種都有其長(zhǎng)處和短處[5-6]。對(duì)于機(jī)械結(jié)構(gòu),有3種常見類型:龍門結(jié)構(gòu)[7]、懸索機(jī)器人[8]和機(jī)械臂[9-10]。門式剛架結(jié)構(gòu)具有較高的穩(wěn)定性、精度和承載能力,但施工尺寸受機(jī)械設(shè)備的限制;電纜機(jī)器人相對(duì)便宜,易于運(yùn)輸、拆卸和重新組裝,但控制難度大,容易與施工中的結(jié)構(gòu)發(fā)生碰撞;機(jī)器人手臂便于攜帶到施工現(xiàn)場(chǎng),現(xiàn)有的機(jī)器人手臂和控制系統(tǒng)龐大,易于實(shí)現(xiàn)多機(jī)協(xié)作,但機(jī)械手的運(yùn)動(dòng)范圍有限,有些位置無法直接到達(dá)且控制難度較大。
混凝土三維打印技術(shù)發(fā)展時(shí)間較短,目前大多數(shù)研究者只關(guān)注具體3D打印的一個(gè)方面,沒有系統(tǒng)的開發(fā)和工藝設(shè)計(jì)。且現(xiàn)有的混凝土3D打印解決方案都是從提高系統(tǒng)效率的角度考慮[10-11]。本文認(rèn)為應(yīng)優(yōu)先考慮建筑物的結(jié)構(gòu)強(qiáng)度及外觀,因此對(duì)混凝土三維打印系統(tǒng)及工藝進(jìn)行了開發(fā),并通過實(shí)驗(yàn)對(duì)其可行性進(jìn)行了驗(yàn)證。
1 混凝土3D打印系統(tǒng)開發(fā)
混凝土三維打印系統(tǒng)由框架結(jié)構(gòu)、控制系統(tǒng)、供料和擠出系統(tǒng)組成,如圖1所示。框架結(jié)構(gòu)采用龍門式結(jié)構(gòu),負(fù)責(zé)擠出頭在空間中的移動(dòng)和定位。控制系統(tǒng)通過對(duì)伺服電機(jī)的耦合控制,控制打印機(jī)的運(yùn)動(dòng)和混凝土的擠出。進(jìn)料擠出子系統(tǒng)包括混凝土攪拌機(jī)、蠕動(dòng)泵和擠出機(jī)構(gòu),負(fù)責(zé)將混凝土漿體混合均勻后輸送至擠出機(jī)構(gòu),并通過螺桿將混凝土擠出至打印體。

圖1 混凝土3D打印系統(tǒng)組成
1.1 框架結(jié)構(gòu)
大規(guī)模的混凝土三維打印,不僅意味著擠出頭的尺寸更大,而且要求驅(qū)動(dòng)噴頭的機(jī)械結(jié)構(gòu)必須足夠大,才能將施工中的結(jié)構(gòu)完全封閉起來。當(dāng)目標(biāo)建筑物大于打印機(jī)機(jī)架時(shí),必須進(jìn)行分布式打印,即先打印零件,再進(jìn)行現(xiàn)場(chǎng)組裝。為了準(zhǔn)確地控制混凝土的擠出,減少混凝土擠出的時(shí)間延遲,必須在噴嘴附近設(shè)計(jì)擠出機(jī)構(gòu),這意味著機(jī)械結(jié)構(gòu)必須具有較高的承載能力。針對(duì)上述特點(diǎn),設(shè)計(jì)了2種用于大體積混凝土三維打印的機(jī)械結(jié)構(gòu),如圖2所示。
2種設(shè)計(jì)都是龍門結(jié)構(gòu)。擠出頭的X-Y-Z位置由笛卡爾龍門機(jī)器人控制,以保證噴嘴的控制精度。與機(jī)械臂結(jié)構(gòu)和纜索結(jié)構(gòu)相比,龍門結(jié)構(gòu)具有整體剛度高、精度高、承載能力強(qiáng)、控制簡(jiǎn)單、穩(wěn)定性高等優(yōu)點(diǎn)。第一種結(jié)構(gòu)為帶噴嘴的龍門系統(tǒng)在施工現(xiàn)場(chǎng)安裝的2條平行車道上移動(dòng),如圖2(a)所示。這種結(jié)構(gòu)可以一次在同一條線上打印多個(gè)房屋,有利于提高打印效率。主梁采用桁架結(jié)構(gòu),充分利用材料的強(qiáng)度,減輕自重。這種結(jié)構(gòu)重量輕、易于拆卸,使現(xiàn)場(chǎng)印刷房屋更加可行,但桁架梁的撓度大、剛度小、可靠性較低。特別是當(dāng)主梁頻繁啟停時(shí),會(huì)產(chǎn)生振動(dòng)。第二種結(jié)構(gòu)為輕鋼框架結(jié)構(gòu),其剛性好、定位精度高,但建筑結(jié)構(gòu)的尺寸受框架尺寸的限制。這個(gè)結(jié)構(gòu)不能一次打印多個(gè)建筑物,因此,經(jīng)常被用于實(shí)驗(yàn)或印刷預(yù)制和小型建筑。
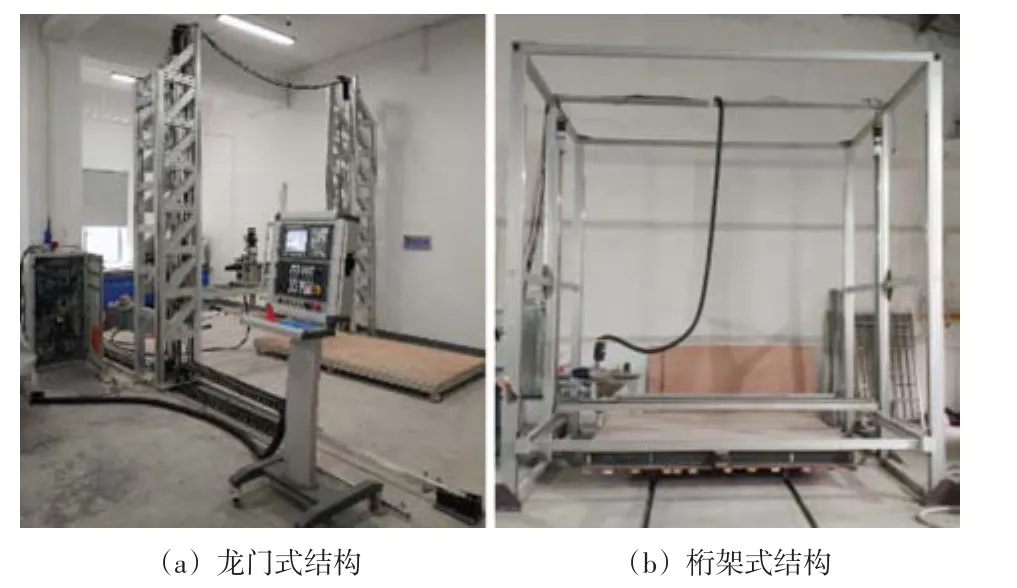
圖2 混凝土3D打印機(jī)框架結(jié)構(gòu)
1.2 控制系統(tǒng)
控制系統(tǒng)負(fù)責(zé)X-Y-Z軸運(yùn)動(dòng)、噴嘴旋轉(zhuǎn)和材料擠出的耦合控制,即多坐標(biāo)聯(lián)動(dòng)控制。混凝土3D打印通常用于打印房屋墻壁,墻體應(yīng)具有足夠的承載力和良好的抗震性能。混凝土的可泵送性、可擠出性和抗壓強(qiáng)度隨時(shí)間的變化而變化,必須在一定時(shí)間內(nèi)將材料從噴嘴擠壓到適當(dāng)?shù)奈恢谩娮斓倪\(yùn)動(dòng)速度與材料的擠出速度之比是恒定的,這取決于材料的性能。當(dāng)移動(dòng)速度過快時(shí),材料表面會(huì)出現(xiàn)裂紋;當(dāng)擠壓速度過快時(shí),物料堆積過多,導(dǎo)致擠壓寬度過寬。因此,控制系統(tǒng)必須具有以下特點(diǎn):
(1)控制系統(tǒng)必須具有高精度、良好的調(diào)速能力和高穩(wěn)定性;
(2)控制驅(qū)動(dòng)電機(jī)必須具有足夠的承載能力,頻繁啟停時(shí)振動(dòng)較小;
(3)控制程序應(yīng)易于編寫和修改;
(4) 具有良好的人機(jī)交互界面,用戶可以通過人機(jī)交互界面操作系統(tǒng)的各個(gè)功能模塊;
(5)良好的可擴(kuò)展性,這將有助于在設(shè)備上增加新的模塊,并有助于改進(jìn)設(shè)備。
與單片機(jī)和PLC系統(tǒng)相比,CNC(Computer Numeri?cal Control)系統(tǒng)能很好地實(shí)現(xiàn)多坐標(biāo)聯(lián)動(dòng)控制,具有精度高、可靠性好的特點(diǎn)。CNC系統(tǒng)有完整的控制語言G代碼。G代碼的規(guī)則很容易理解。通過G代碼的路徑碼可以清楚地觀測(cè)到擠出頭的位置坐標(biāo)以及加工路徑。在當(dāng)前的三維打印技術(shù)中,G代碼作為運(yùn)動(dòng)控制器的控制碼也得到了廣泛的應(yīng)用。
1.3 供料和擠出系統(tǒng)
1.3.1 供料系統(tǒng)
供料和擠出系統(tǒng)負(fù)責(zé)將混凝土砂漿均勻地混合,然后將其輸送到擠出頭的末端,并最終將其沉積在印刷體上。
在混凝土的三維打印中,每棟建筑都需要大量的混凝土材料。進(jìn)料子系統(tǒng)負(fù)責(zé)混凝土(水泥、砂、粗骨料、水)的混合,然后通過管道將混凝土輸送到料斗。攪拌混凝土的主要目的是獲得一種均勻、易加工的混凝土漿料。泵的主要用途是為混凝土輸送提供動(dòng)力。根據(jù)混凝土的特點(diǎn),泵的設(shè)計(jì)應(yīng)滿足以下要求:(1)泵必須提供足夠的壓力來推動(dòng)混凝土在管道中的流動(dòng);(2)速度可調(diào),泵脈沖小;(3)混凝土是一種磨蝕性材料,泵體應(yīng)便于拆卸清洗和零件修理。
本文采用的是蠕動(dòng)泵,蠕動(dòng)泵是一種容積泵,通過改變密封腔的容積來提供壓力。泵的轉(zhuǎn)速可以通過改變驅(qū)動(dòng)電機(jī)的轉(zhuǎn)速來調(diào)節(jié)。蠕動(dòng)泵沒有閥門、密封件和密封管,維修成本低,只有軟管或管道是維護(hù)項(xiàng)目。蠕動(dòng)泵具有溫和的低剪切泵效,其工作是可逆的,電機(jī)反向工作時(shí)可以用來清洗管道。需要注意的是,當(dāng)使用蠕動(dòng)泵時(shí),必須避免泵送空氣,這將導(dǎo)致出口壓力的突然變化(產(chǎn)生大的脈沖)。

圖3 供料系統(tǒng)實(shí)物圖
1.3.2擠出系統(tǒng)
從遠(yuǎn)端泵送的混凝土材料會(huì)產(chǎn)生脈沖、不均勻供料和延時(shí)現(xiàn)象。為了保證沉積速度在任何時(shí)候都可以完全控制(混凝土流動(dòng)可以隨時(shí)開始和停止),必須在噴嘴附近設(shè)計(jì)擠出系統(tǒng)。擠出系統(tǒng)負(fù)責(zé)將混凝土材料從料倉擠出到噴嘴末端,并將其沉積在建筑物上。擠出系統(tǒng)必須滿足以下條件:(1)響應(yīng)速度快;(2)擠出速度可調(diào);(3)在連續(xù)印刷過程中,必須保持混凝土供應(yīng)的連續(xù)性和均勻性;(4)擠出混凝土流動(dòng)的脈動(dòng)小。為滿足上述要求,設(shè)計(jì)了由料倉、預(yù)攪拌桿、電機(jī)、螺桿、旋轉(zhuǎn)機(jī)構(gòu)和噴嘴組成的擠出系統(tǒng),如圖4所示。

圖4 擠出系統(tǒng)結(jié)構(gòu)圖
(1)料倉
料倉是存放混凝土材料的地方,如圖4所示。漏斗是一個(gè)中空的圓筒,下面有漏斗形狀。混凝土粘稠,漏斗狀料倉有利于物料完全流出。料倉上共設(shè)計(jì)有2個(gè)供料口,其中大的供料口可進(jìn)行人工供料,并隨時(shí)檢查料斗內(nèi)液面高度、清洗料倉等。料倉的大小是有限的,人工供料只能在試驗(yàn)階段進(jìn)行。為了保證加工效率,在施工階段必須通過管道連續(xù)進(jìn)料。因此設(shè)置了小供料口,用以通過管道進(jìn)行連續(xù)供料。料倉內(nèi)的液面高度會(huì)影響擠出螺桿的初始?jí)毫ΓM(jìn)而影響擠出效果。因此在印刷過程中,必須保證料倉中的物料是一定量的。本文通過無線攝像機(jī)監(jiān)控料斗中的液位,并通過調(diào)整蠕動(dòng)泵的進(jìn)料速度來實(shí)現(xiàn)料倉內(nèi)混凝土頁面高度恒定。
(2)預(yù)攪拌機(jī)構(gòu)
在混凝土3D打印中,既要保證混凝土在供料管道及料倉內(nèi)的流動(dòng)性較高,便于擠出;又要保證混凝土在擠出至打印建筑時(shí)能夠很快凝固達(dá)到一定的早期強(qiáng)度,以支撐后續(xù)打印并保持自身形狀不發(fā)生大的改變。因此用于混凝土立體印刷的混凝土砂漿通常會(huì)加入速凝劑以加快固化速度。混凝土砂漿是一種具有觸變性的賓漢姆體。觸變性是指物體在剪切時(shí)稠度降低,在停止剪切時(shí)稠度增加的特性。預(yù)攪拌機(jī)構(gòu)就是用來提高料倉內(nèi)混凝土砂漿的流動(dòng)性,通過電機(jī)帶動(dòng)預(yù)攪拌葉片旋轉(zhuǎn),為料斗內(nèi)的混凝土提供連續(xù)剪切力,防止混凝土砂漿流動(dòng)性降低。預(yù)攪拌機(jī)構(gòu)的設(shè)計(jì)如圖5所示。預(yù)攪拌葉片下方與豎直平面呈45°,還可以為料倉中的混凝土提供向下的壓力,利于混凝土的擠出。

圖5 預(yù)攪拌葉片
(3)噴嘴
打印頭的末端是噴嘴,噴嘴是一個(gè)空心組件,具有指定的橫截面,混凝土從中離開打印機(jī)并沉積在打印建筑物表面。噴嘴可以有不同的形狀,包括圓形、橢圓形、矩形和其他形狀。本文所用噴嘴采用塑料ABS熔融沉積成型,其形狀、尺寸可任意設(shè)計(jì)。實(shí)驗(yàn)表明,矩形噴嘴更適合于輪廓技術(shù)的快速成型[12-13]。矩形噴嘴不僅可以提供良好的層間結(jié)合強(qiáng)度,也能創(chuàng)建所需的外部輪廓,減小階梯效應(yīng)。但是矩形噴嘴對(duì)方位要求較高,矩形噴嘴在轉(zhuǎn)角處容易造成打印體扭曲以及層間間隙,如圖6所示。因此必須添加新的自由度來控制噴嘴的旋轉(zhuǎn),使噴嘴的方向始終與刀具路徑相切。本文設(shè)計(jì)了噴嘴的旋轉(zhuǎn)機(jī)構(gòu),通過電機(jī)帶動(dòng)齒輪及噴嘴旋轉(zhuǎn),其機(jī)械結(jié)構(gòu)如圖4所示。

圖6 矩形噴嘴轉(zhuǎn)角的扭曲

圖7 擠出螺桿結(jié)構(gòu)圖
(4)螺桿
螺桿負(fù)責(zé)將混凝土從料斗中擠出至打印建筑物上,其原理為:利用電機(jī)帶動(dòng)帶有螺旋葉片的旋轉(zhuǎn)軸進(jìn)行旋轉(zhuǎn),使物料產(chǎn)生沿螺旋面的相對(duì)運(yùn)動(dòng),而物料受筒壁的摩擦力不與螺桿一起旋轉(zhuǎn),從而使螺桿產(chǎn)生對(duì)混凝土的軸向推力,實(shí)現(xiàn)混凝土的軸向移動(dòng)。螺桿擠出具有擠出均勻、無脈沖的特點(diǎn),可使打印建筑物表面平整。在一定范圍內(nèi),噴嘴出口流量與螺桿轉(zhuǎn)速成正比。螺桿的轉(zhuǎn)動(dòng)不僅可以對(duì)混凝土產(chǎn)生向下推力,還對(duì)混凝土施加剪切力,改善其流動(dòng)性。通過對(duì)比分析,本文采用單螺桿、矩形截面定螺距螺桿作為混凝土3D打印機(jī)噴頭的螺桿輸送元件,如圖7所示。其中, β為螺旋升角,螺旋升角為螺桿齒側(cè)與螺桿端部形成的角度;P為螺距,指螺桿葉片環(huán)繞螺桿一周的軸向距離;D為螺桿直徑;δ為葉片厚度。
螺桿必須產(chǎn)生足夠的壓力,以確保材料的致密性和印刷表面的質(zhì)量。本文從打印效率,打印質(zhì)量的角度出發(fā)設(shè)計(jì)了螺桿參數(shù):D=60 mm,P=48 mm,d=10 mm,δ=4 mm。利用ANSYS Workbench對(duì)螺桿及套筒內(nèi)的混凝土進(jìn)行了流固耦合分析。其中,螺桿轉(zhuǎn)速為100 r/min,仿真結(jié)果如圖8所示。套筒內(nèi)的混凝土砂漿均處于流動(dòng)狀態(tài)且套筒內(nèi)的混凝土砂漿有明顯的速度梯度,表明螺桿對(duì)物料的剪切及混合作用較為明顯。從螺桿所受壓力圖可看出,螺桿朝向輸出端的壓力明顯大于背面葉片的壓力,說明螺桿對(duì)混凝土砂漿起到了推動(dòng)作用。本文的螺桿采取輸入端軸承固定,輸出端懸空的方式。從螺桿形變圖可看出,輸出端形變量最大,且僅為3.78×10-5m,遠(yuǎn)小于螺桿葉片與筒壁之間的距離。

圖8 ANSYS對(duì)螺桿及混凝土砂漿的流固耦合分析圖
2 混凝土3D打印工藝規(guī)劃
混凝土3D打印工藝規(guī)劃是指通過混凝土3D打印機(jī),從原材料輸入到成品輸出的連續(xù)打印的全過程。包括:(1)材料制備及運(yùn)輸過程;(2)模型設(shè)計(jì)、修改、切片、程序?qū)氪蛴C(jī);(3)工藝參數(shù)設(shè)計(jì),如圖9所示。
泵送混凝土前,必須事先編制打印程序,并導(dǎo)入控制系統(tǒng)。在泵送過程中,混凝土與管壁之間存在較大的摩擦。為了提高混凝土在管道中的流動(dòng)性,便于運(yùn)輸,在泵送混凝土前必須對(duì)管道進(jìn)行濕潤(rùn)處理。濕潤(rùn)管道的方法是泵送稀釋的混凝土泥漿。清洗管道后,管道中會(huì)殘留一些水,影響混凝土的性能。泵送混凝土后,必須對(duì)部分混凝土進(jìn)行擠壓,以測(cè)試其稠度和流動(dòng)性。待測(cè)得的混凝土性能符合要求后,方可執(zhí)行打印程序。
設(shè)計(jì)者設(shè)計(jì)的三維模型數(shù)據(jù)格式多種多樣,如dwg、stp、slprt、stl等,這些原始數(shù)據(jù)文件不能直接作為三維打印的輸入數(shù)據(jù),必須通過切片軟件轉(zhuǎn)換成可識(shí)別的數(shù)據(jù)形式,以便進(jìn)行三維打印。切片還包括了對(duì)打印路徑的設(shè)計(jì),并將切片文件存儲(chǔ)為G代碼格式,這是一種可以由打印機(jī)直接讀取和使用的文件格式。印刷的路徑和方向?qū)ㄖ锏牧W(xué)性能有很大的影響,特別是加入聚丙烯纖維后,材料的各向異性更大。因此,在生成混凝土三維打印的刀具路徑時(shí),必須考慮建筑結(jié)構(gòu)的強(qiáng)度。

圖9 混凝土3D打印工藝規(guī)劃
3 實(shí)驗(yàn)及改進(jìn)
實(shí)驗(yàn)的目的:(1)測(cè)試混凝土3D打印設(shè)備的性能;(2)確定印刷工藝參數(shù);(3)發(fā)現(xiàn)并解決實(shí)際印刷中的問題。本文利用混凝土3D打印機(jī)做了實(shí)驗(yàn),設(shè)計(jì)并打印了幾個(gè)模型。通過實(shí)驗(yàn),最終確定了混凝土材料配比及混凝土3D打印機(jī)的運(yùn)行參數(shù)如表1所示。

表1 混凝土3D打印工藝參數(shù)
印刷細(xì)絲的寬度和質(zhì)量不僅受材料特性的影響,還受擠出速率(通過噴嘴的混凝土流量)和噴嘴運(yùn)動(dòng)速率的影響。為了擠出均勻厚度的層,擠出速度必須與噴嘴的移動(dòng)速度相匹配。如果噴嘴移動(dòng)速度過快,則擠壓材料的寬度小于設(shè)計(jì)寬度,甚至軌跡不連續(xù)(斷裂)。如果噴嘴的移動(dòng)速度太慢,可能會(huì)出現(xiàn)過多的材料堆積,如圖10所示。因此必須經(jīng)過實(shí)驗(yàn)來確定擠出速率和噴嘴運(yùn)動(dòng)速率的比值。
本文設(shè)計(jì)了3組實(shí)驗(yàn)來確定合適的擠壓速度與噴嘴移動(dòng)速度的比值。3組實(shí)驗(yàn)中,噴嘴的運(yùn)動(dòng)速度不同,同一對(duì)照組,噴嘴移動(dòng)速率與螺桿擠出速率比值相同。通過測(cè)量混凝土的寬度,取3組試驗(yàn)的平均值,最終得到合適的擠出/移動(dòng)速度的配合比,如圖10所示。

圖10 混凝土3D打印機(jī)噴嘴移動(dòng)速率和擠出速率實(shí)驗(yàn)
實(shí)驗(yàn)中發(fā)現(xiàn)一些打印缺陷,本文對(duì)打印缺陷進(jìn)行了分析及改進(jìn)建議:
(1)隨著層數(shù)的增加,下層的混凝土在重力作用下會(huì)發(fā)生變形,甚至導(dǎo)致坍塌,如圖11所示。因此,每個(gè)打印的最大層數(shù)是有限的,必須等到混凝土砂漿初始凝固,并達(dá)到足夠的支撐強(qiáng)度后才能開始打印下一輪。

圖11 混凝土在重力作用下的變形及坍塌

圖12 混凝土交點(diǎn)粘結(jié)性能較差
(2)軌道交叉口混凝土流動(dòng)性差,粘結(jié)能力差。因此,在軌跡的交點(diǎn)處,需要將彼此的一部分嵌入而不是相切,以確保足夠的結(jié)合強(qiáng)度,如圖12(a)所示。
(3)混凝土打印路徑的起點(diǎn)與終點(diǎn)結(jié)合強(qiáng)度較差,如果每一層在同一點(diǎn)開始和結(jié)束,則性能差的點(diǎn)將連接成一條線,從而降低結(jié)構(gòu)的強(qiáng)度,如圖12(b)所示。采用分層錯(cuò)縫的方法,可以解決三維印制混凝土節(jié)點(diǎn)強(qiáng)度差的問題,即不同層的起點(diǎn)與終點(diǎn)相互錯(cuò)開。
4 結(jié)束語
本文介紹了混凝土三維打印的一些特點(diǎn)以及這些特點(diǎn)對(duì)混凝土三維打印系統(tǒng)開發(fā)和工藝規(guī)劃的影響。根據(jù)混凝土的材料特性和大尺寸三維打印的特點(diǎn),開發(fā)了混凝土三維打印系統(tǒng),包括框架結(jié)構(gòu)、控制與驅(qū)動(dòng)系統(tǒng)、供料與擠出系統(tǒng)。從精度、承載能力和穩(wěn)定性等方面考慮,設(shè)計(jì)了2種龍門式大型立體印刷設(shè)備。選擇數(shù)控系統(tǒng)和伺服電機(jī)作為控制和驅(qū)動(dòng)子系統(tǒng)。供料系統(tǒng)的功能是將混凝土砂漿攪拌均勻,并用蠕動(dòng)泵將混凝土連續(xù)泵送至打印機(jī)。為了使混凝土的擠出更為均勻,減少混凝土擠出的延遲,設(shè)計(jì)了一個(gè)由料倉、攪拌機(jī)構(gòu)、轉(zhuǎn)向機(jī)構(gòu)、螺桿和噴嘴組成的擠出系統(tǒng)。根據(jù)設(shè)計(jì)的混凝土三維打印系統(tǒng),對(duì)混凝土三維打印的工藝流程進(jìn)行了規(guī)劃。最后通過實(shí)驗(yàn)驗(yàn)證了系統(tǒng)和工藝的可行性,并對(duì)打印過程中出現(xiàn)的問題進(jìn)行了分析及解決。
猜你喜歡
現(xiàn)代裝飾(2022年5期)2022-10-13 08:48:04
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
建材發(fā)展導(dǎo)向(2022年10期)2022-07-28 03:04:00
哲學(xué)評(píng)論(2021年2期)2021-08-22 01:53:34
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測(cè)繪(2020年12期)2020-12-29 01:33:58
水利規(guī)劃與設(shè)計(jì)(2020年1期)2020-05-25 08:01:30
中華詩詞(2019年7期)2019-11-25 01:43:04
小哥白尼(趣味科學(xué))(2019年3期)2019-06-17 11:57:44
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
