高跨皮帶機膠帶硫化膠接技術
2020-03-27 13:38:14蘇正楊曉東王亞軍
工程建設與設計 2020年4期
關鍵詞:皮帶機
蘇正,楊曉東,王亞軍
(1.中交機電工程局有限公司,北京100088;2.中交一航局安裝工程有限公司,天津300457)
1 引言
在膠帶輸送機中,膠帶最主要的組成部件,膠帶接頭的質量關系著膠帶的使用壽命,因此,必須重視膠帶和膠帶接頭的質量問題。隨著生產規模的擴大,目前膠帶輸送機向著長距離、大運量、高強度、多品種方向發展,只有了解了硫化膠接的基本原理和膠帶硫化膠接工藝的流程,并做好膠接硫化的安全工作,才能有效延長膠帶的使用壽命和安全生產周期。
2 工程概況
以鹽城港一期工程為例,本項目包含22 條帶式輸送機的安裝,其中皮帶機最高處達到52m,最大輸送能力達到5300t/h,通過經歷高跨起伏、改向等多處變換最終達到預定高度和要求。高跨皮帶機通過重錘塔和拉緊小車拉緊。
3 鋼繩芯膠帶接頭硫化原理
鋼繩芯膠帶的連接方式為熱硫化連接。它是利用橡膠的黏性,通過規范的技術手段,在規定的壓力、溫度及時間內,將2 個鋼絲繩芯黏結在一起,使輸送帶能閉合運轉,以達到能正常運輸物料的目的。
溫度、時間和壓力為膠帶接頭質量控制的關鍵因素,在高空環境中如何保證這3 點,成為最終接頭成型的關鍵。任何一要素達不到膠帶接頭的規定范圍,都會造成接頭質量偏差,導致后續生產過程膠帶跑偏、接觸面磨損嚴重甚至接頭斷裂等,造成經濟損失和質量事故等。
4 膠帶硫化膠接所用工具材料準備
膠帶硫化膠接所用的工具和材料準備包括:
1)機械根據廠家提供的單卷皮帶重量,帶式輸送機高度及現場條件,需選用160t 吊車及80t 吊車配合進行施工,其他主要工具為硫化機2 臺和卷揚機2 臺。
2)準備硫化接頭用的倒鏈、方木、腳手板、扳手、斷線鉗、刀具、打磨機、芯膠、面膠、漿膠、溶劑汽油、擋板、水桶等材料工具,并檢驗是否合格,備好滅火器。
3)準備硫化機的隔熱板、加熱板、加壓板、壓緊螺栓、溫度計、壓力表及電器控制設備,合格后運送至工作地點。敷設相應的電源,給硫化設備及其他電器設備安全供電,各種電器設備符合有關規定,各種保護靈敏可靠。電纜懸掛整齊有序,接地裝置良好,確保供電安全。
5 膠帶硫化前期工作
膠帶硫化前期準備工作包括:(1)選好硫化位置,即硫化機在皮帶機架上的放置位置,高跨交叉作業多,而且是整個項目的主干道,吊裝條件比較差,給硫化作業造成了施工困難;(2)根據皮帶機所用皮帶長度,合理計算選擇皮帶捆數,在下方做好接頭工作,連成一根皮帶,通過鋼絲繩連接到膠帶的一頭,鋼絲繩另一頭與麻繩連接,通過人力按照膠帶環繞路線,拿麻繩繞托輥組和滾筒走一圈;(3)通過卷揚機拉緊麻繩,帶動鋼絲繩拉動膠帶,使之沿路線前進,通過吊車配合提升;(4)用另一臺卷揚機,用同樣的方法將膠帶另一頭拉升到硫化及加熱板位置,為硫化做準備。
6 膠帶硫化工藝
6.1 工藝流程
工藝流程如圖1 所示。
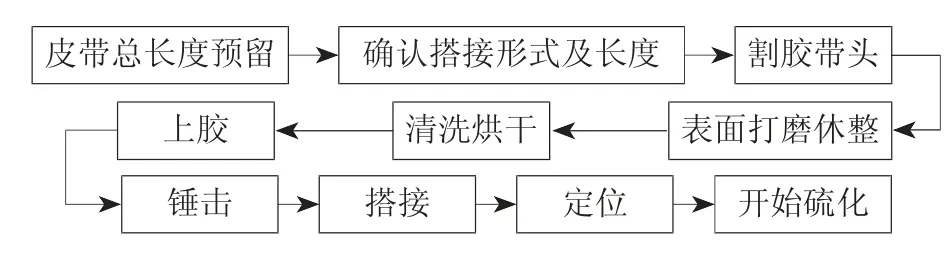
圖1 工藝流程圖
6.2 確認搭接形式及長度
6.2.1 搭接形式確定
目前,港口用鋼絲繩芯膠帶的鋼絲繩根數較多、直徑大、間隙小,根據規范要求,適合三級或四級接頭形式。根據高空硫化的特點及環境要求,選用三級全搭接(斜口)的形式有利于保證接頭質量(見圖2)。

圖2 膠帶三級搭接鋼絲繩擺放示意圖
6.2.2 合理選定搭接長度
高空硫化作業對接頭長度無特殊要求,可根據通用情況計算,帶芯鋼絲繩的黏著力通常以抽出力來表示,抽出力與鋼絲繩埋入橡膠中的長度成正比。膠帶的搭接長度應根據膠帶強度和繩芯的抽出力來計算。
6.3 割膠帶頭
6.3.1 接頭坡口尺寸的要求
坡口的處理關系到整個接頭質量,尤其在高空環境中,雜質或水分更容易摻入,對內部鋼絲繩芯造成損傷,因此,在高空做接頭時,必須要采取防范措施,制作接頭時將周圍盡量封閉,臨邊進行防護,人員安全措施到位。
6.3.2 中心線確定
接頭完成后,必須保證兩邊膠帶是在一條中心線上,這是后續膠帶能否正常運行的關鍵,如偏差大,接頭處跑偏嚴重,將影響運行效果,且不可修復,只能重新做頭。
6.3.3 剝離
根據膠帶是否有防撕裂網,采用不同的方法進行剝離,如圖3 和圖4 所示,用美工刀沿邊處將外層膠切除,露出鋼絲,或由上面沿防撕裂網進行剝離。

圖3 剝離皮帶過渡區覆蓋膠面示意圖

圖4 剝離皮帶兩邊覆蓋膠示意圖
6.4 剃繩、打磨、剪繩
鋼絲繩芯剃繩時,需注意防止道具割傷,應盡量減小剔除角度,切割速度宜迅速,防止松散;剔除完成后,用砂紙逐根進行打磨,但需留意鋼絲繩外層的鍍層,不得損傷芯體;根據硫化的搭接形式,對鋼絲繩進行裁剪,左右邊緣位置須全搭接。
6.5 涂膠、貼合
(1)用汽油將腳手板的覆蓋膠和芯膠兩面均清洗干凈;(2)均勻涂刷2~3 遍漿料,自然晾干,且必須干透;(3)漿料晾干后,將覆蓋面和芯膠表面相對貼合;(4)每一步驟操作時,需注意是否有水分或固定顆粒物等,必須處理干凈方可進行相應工序的施工。
7 安裝硫化設備
硫化設備安裝工藝包括:
1)用180t 吊車將硫化機吊裝到預定的硫化位置,吊裝前檢查吊機設備性能及吊裝環境,吊機落勾時,要同等間距放平硫化機底梁,擺放的寬度不大于水平板的寬度,提前在硫化平臺上劃好位置,要注意硫化機與底梁端的位置擺放成70°最佳,盡量一次吊裝落勾完成,避免高空挪移;
2)各層板的擺放順序由下到上為硫化底梁、水壓板、下隔熱板、上隔熱板。加熱板用120#汽油進行清洗,然后在上面安放光板;
3)將接頭兩端的膠帶按皮帶機中心線擺正,并在距離2~3m 的地方固定,從內向外將鋼絲繩逐條擺放,然后按插入形式搭接,用膠填充,最后將鋼絲繩頭全部固定;
4)面膠和芯膠表面需進行清洗(用120#汽油),留意高空風速大,汽油揮發快等因素,需清理干凈表面后才能進行裁剪黏結,接頭尺寸寬度要與皮帶原寬度相等;
5)需將每根鋼絲繩上附帶的膠沫進行清洗(用120#汽油),在汽油揮發之后,涂抹兩遍膠漿,第1 遍涂抹晾干后,再涂抹第2 遍;
6)將上機架擺放在隔熱板上,并與下機架找正、對齊;
7)安裝各緊固螺栓、螺母,擰緊后挨個檢查,保證所有緊固件牢固,硫化機主題即安裝完成;
8)將加壓泵系統的快速接頭與壓力裝置進水孔相接,將電源導線按要求全部連接,通電后,安排加壓、加熱的定時操作。
8 膠帶硫化
膠帶硫化工藝:(1)接頭固定完成后,檢查其在硫化板的位置,沿輸送帶方向應多出15cm 以上,垂直于膠帶方向應多出5cm 以上;(2)將所有的線路和管路進行連接,檢查無誤后,進行打壓,將穩定調到規范讀書,進行硫化;(3)硫化過程中的溫度和壓力均同步上升,當溫度恒定在(145±5)℃范圍內時(壓力為1.75~1.8MPa),安排專人進行計時,保溫時間控制在45~50min;停止加熱和讓設備自然冷卻,壓力不變,在80℃時,對硫化設備進行拆除,檢測接頭情況,去除多余部分及鼓包等缺陷,最終在硫化完成后確定接頭是否成功;(4)硫化完成后,在接頭兩側距離1m 處進行標記,以便后期檢查。
9 結語
高空皮帶機接頭硫化比普通地面硫化要求風險大、要求嚴,而且質量不容易控制,接頭不合格率較高,本文詳細描述了整個接頭的制作過程、質量控制要求及合理規范的工藝措施,為做好膠帶接頭提供了保障,也為后續設備運行打下了基礎。
猜你喜歡
機械管理開發(2022年1期)2022-03-24 06:46:28
防爆電機(2021年6期)2022-01-17 02:40:28
裝備制造技術(2020年9期)2021-01-26 00:15:12
山東煤炭科技(2020年8期)2020-09-02 04:03:36
機械管理開發(2020年12期)2020-04-12 15:12:48
河南建材(2017年4期)2017-08-16 02:53:20
山東工業技術(2015年5期)2015-07-26 07:20:21
同煤科技(2015年2期)2015-02-28 16:59:14
河南科技(2014年23期)2014-02-27 14:18:55
河南科技(2014年6期)2014-02-27 14:06:33