微型電磁繼電器鐵芯組點焊工藝參數的仿真優化
2020-03-28 02:40:58韋明彰李北華鄧星權
航天制造技術 2020年1期
韋明彰 李北華 鄧星權 程 綱
微型電磁繼電器鐵芯組點焊工藝參數的仿真優化
韋明彰 李北華 鄧星權 程 綱
(桂林航天電子有限公司,桂林 541002)
針對某型號微型電磁繼電器鐵芯組在實際焊接生產過程存在點焊飛濺大的問題,運用有限元點焊仿真技術對鐵芯組點焊過程進行數值模擬,最終通過優化焊接工藝參數的方法,實現了鐵芯組無飛濺點焊,極大地減少了因存在金屬飛濺多余物而導致產品失效的質量隱患,提升了該微型電磁繼電器的質量及可靠性。
微型電磁繼電器;點焊飛濺;有限元點焊仿真;工藝參數優化

1 引言
電磁繼電器作為重要的自動控制元件,在整機型號中廣泛運用于自動、遙控、遙測、通訊及電力系統等裝置中,執行電源切換、控制和信號傳遞等功能。電阻點焊技術廣泛應用于電磁繼電器制造過程,然而在實際生產過程中,電磁繼電器的零、組件點焊產生的點焊飛濺多余物是電磁繼電器的常見病、多發病,易導致電磁繼電器不動作或動作異常、觸點通斷異常、動作電壓超差、介質耐電壓下降、絕緣電阻下降等問題[1]。微型電磁繼電器具有體積小、內部結構緊湊等特點,點焊飛濺多余物更容易導致產品失效。因此,消除點焊飛濺多余物的產生尤為重要。
目前在電阻點焊過程中,只能通過破壞性工藝試驗來檢查焊接質量,因為點焊熔核的形成是在瞬間完成的,并且是在焊件內完全封閉的情況下進行,即無法直接觀測到點焊形核過程,故通過工藝試驗進行電阻點焊過程的技術研究極為困難[2]。
近年來,數值模擬方法和計算機技術迅速發展,并逐漸應用于焊接仿真模擬過程,其中電阻點焊仿真技術日益成熟并且應用廣泛[3~5]。本文針對某型號微型電磁繼電器鐵芯組點焊飛濺大的問題,運用有限元仿真分析技術優化點焊工藝參數,實現了鐵芯組無飛濺點焊,提升了該微型電磁繼電器的質量及可靠性。
2 鐵芯組點焊生產現狀
某型號微型電磁繼電器的鐵芯組結構簡圖見圖1,由軛鐵與鐵芯點焊連接而成。軛鐵與鐵芯材料都為電磁純鐵(DT4E),零件表面鍍鎳,零件實物分別見圖2、圖3。軛鐵零件點焊搭接面厚度為0.7mm。鐵芯零件點焊搭接面厚度為0.5mm,加工有1處凸包,凸包結構及尺寸見圖4。
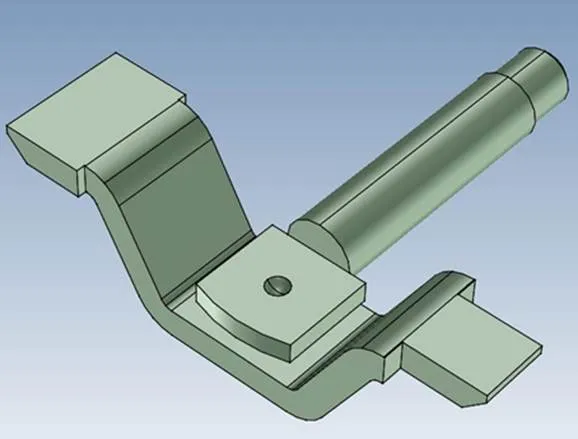
圖1 鐵芯組結構簡圖

圖2 軛鐵零件實物

圖3 鐵芯零件實物
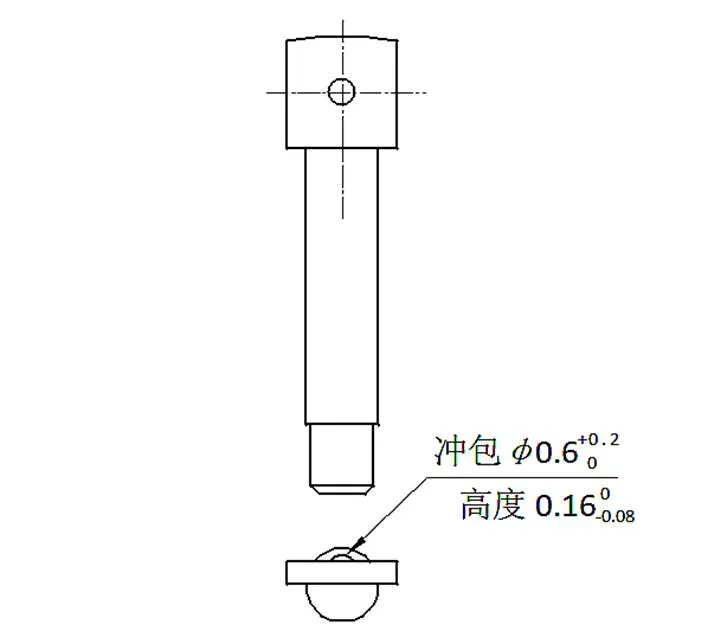
圖4 鐵芯凸包示意圖
電磁純鐵材料及其表面鍍鎳層的材料特性見表1。

表1 電磁純鐵、鎳材料特性
由表1可知,電磁純鐵材料硬度適中,電阻率為12μΩ·cm,屬于點焊工藝性較好的材料。電鍍鎳層晶粒均勻致密,硬度較高,可提升軛鐵、鐵芯零件的耐磨性能和腐蝕性能,其電阻率為8μΩ·cm,焊接性能良好。但鐵芯組點焊時,在鐵芯與軛鐵點焊接觸面有點焊飛濺多余物噴出,見圖5。根據實際生產統計的點焊飛濺多余物比例在50%以上,見表2。點焊后,需要人工在高倍顯微鏡下去除點焊飛濺多余物,不但效率很低,而且點焊飛濺去除不干凈易成為內部金屬多余物來源之一,存在質量風險。因此,迫切需要分析點焊飛濺產生的原因,并尋求消除點焊飛濺多余物的控制措施。

圖5 鐵芯組點焊飛濺多余物
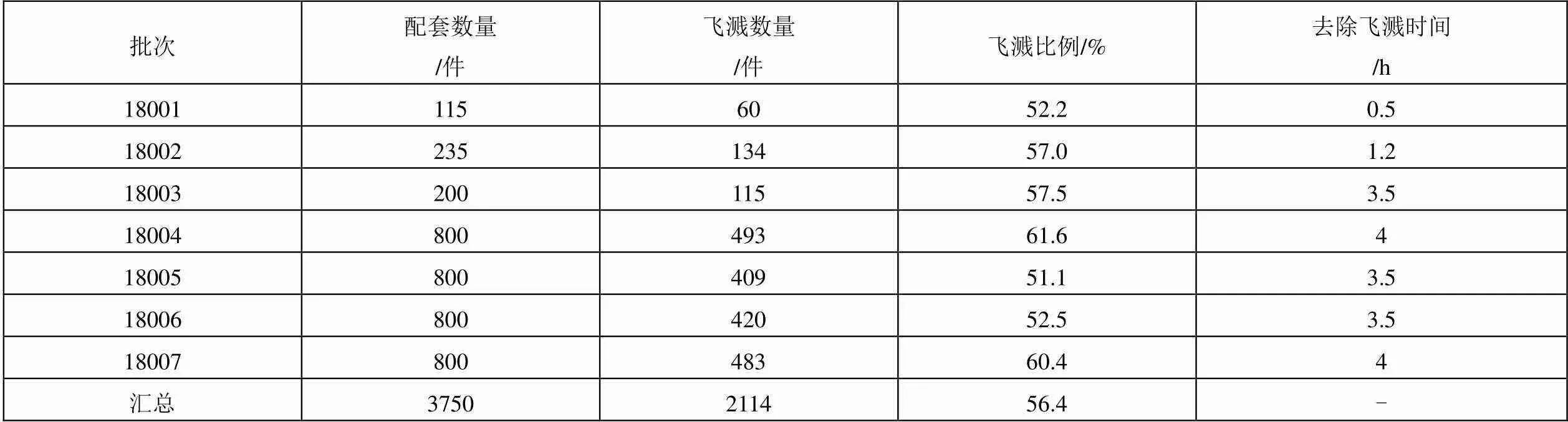
表2 改進前鐵芯組點焊飛濺、去除飛濺時間統計
3 電阻點焊飛濺產生原因分析
電阻點焊過程極為復雜,包括焊接過程中的熱傳導作用、焊件材料的熔化與凝固過程、焊接變形、殘余應力、電磁作用等。同時,電阻點焊質量受焊接參數、焊件裝夾方式、焊件結構、尺寸、材料、焊件表面狀態和兩焊件接觸狀態等多種因素的影響。
在電阻點焊的形核過程中,焊件的接觸電阻與本體電阻持續產熱使得焊接部位金屬熔化形成初始熔核,后熔核受到急劇增加的電阻熱的影響逐漸長大,即熔化區逐漸擴展。與此同時,熔化區周邊塑性變形的金屬受上下電極導熱、焊件向周邊環境散熱等冷卻因素的影響而形成塑性環(見圖6),從而包圍封閉熔化區。在塑性環的影響下,熔化區內部壓力不斷增大。當電流密度過大時,焊件急劇加熱,在極短的時間內焊核溫度迅速超過焊件金屬的熔化溫度,若熔核直徑擴大的速度遠遠超過塑性環擴大的速度,當熔化區內部壓力高過塑性環最薄弱處的抵擋力時,該處就會產生金屬飛濺,形成點焊飛濺多余物。

圖6 焊點剖視簡圖
4 有限元點焊仿真分析
4.1 有限元點焊仿真建模過程
鐵芯組仿真基本要素見表3。首先利用CAXA 3D按1:1畫出模型整體結構,然后利用HyperMesh劃分網格,軛鐵及鐵芯均采用四面體網格,網格節點4085,單元總數14985,見圖7。

表3 鐵芯組仿真模型基本要素

圖7 鐵芯組網格劃分
將模型導入Simufact.welding焊接仿真軟件中,確認好其相應的裝配位置關系,按表3基本要素要求分別定義軛鐵、鐵芯焊件和上下電極,見圖8。
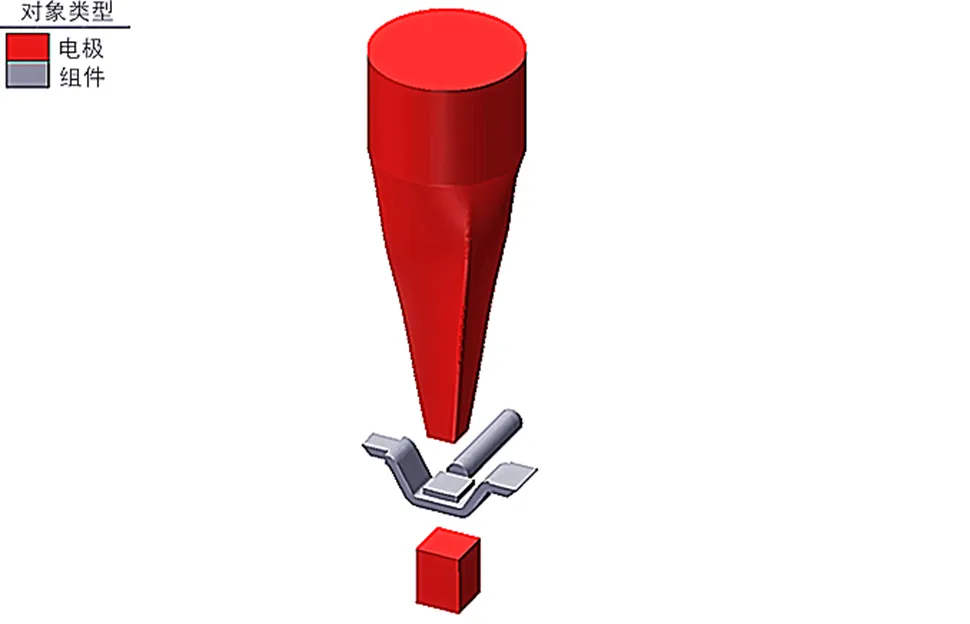
圖8 導入的軛鐵、鐵芯和上下電極模型
根據點焊生產實際情況,對點焊時焊件裝夾受力情況進行定義。軛鐵右側為夾具定位基準面,因此右側為夾具支撐平臺,左側使用50N力頂緊。點焊時鐵芯端頭為頂緊狀態,見圖9。

圖9 鐵芯組件裝夾受力模型
然后進入到定義焊接參數界面,此時輸入點焊參數并確認,最終定義好的焊接參數曲線見圖10、圖11。最終在定義兩個焊件鍍鎳層5μm后進行求解,得出仿真結果。

圖10 焊接參數(電流)曲線
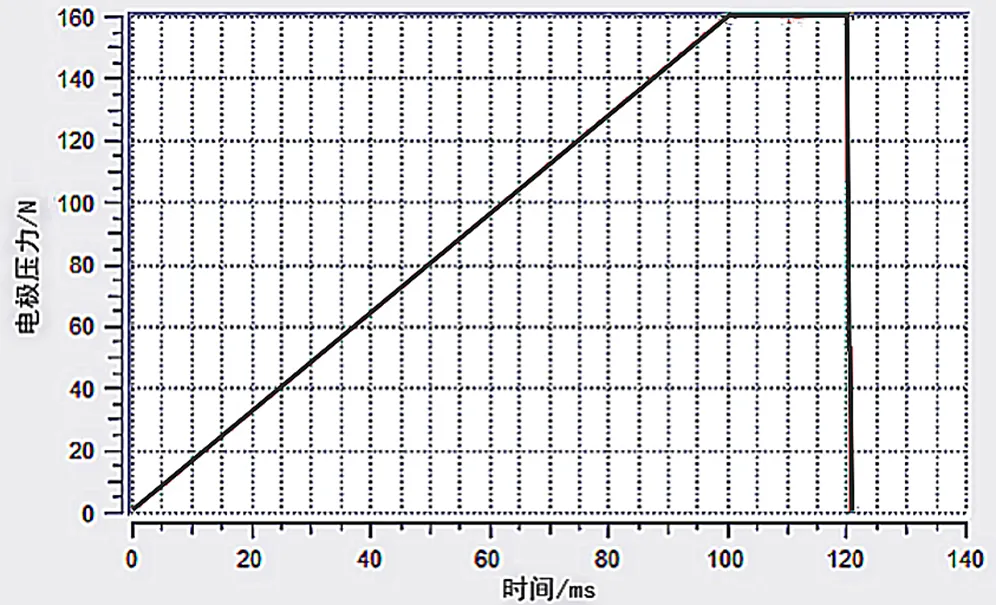
圖11 焊接參數(電極壓力)曲線
4.2 優化前有限元點焊仿真結果與分析
為驗證鐵芯組點焊飛濺產生的原因,使用改進前的實際點焊參數:電極壓力=160N、電流=2500A、時間=20ms進行有限元點焊仿真,其峰值溫度場云圖見圖12。
圖12 峰值溫度場云圖
仿真計算結果表明,采用改進前的實際工藝參數點焊,鐵芯組點焊區域過熱較明顯,焊核中心溫度已達到1752℃,同時金屬熔化區域過大。在其點焊熔核的形成過程中,熔化區生長過快,其內壓力迅速升高,最終沖破塑性環最薄壁處,導致金屬液體的噴濺,形成點焊飛濺多余物。點焊仿真結果與實際生產情況吻合。
4.3 工藝優化方案探究
為減少甚至消除點焊飛濺,需要降低焊接區域過熱現象。該鐵芯組的鐵芯加工有凸包,屬于電阻凸焊,點焊初期階段,鐵芯凸包與軛鐵接觸面積較小,但由于使用的焊接波形為單脈沖恒流波形,電流密度很大,很容易導致焊接區域過熱,從而產生點焊飛濺多余物。通過降低點焊能量,減少熱量輸入,可以減少過熱、點焊飛濺,但可能會導致點焊強度不穩定,因此不能采用直接降低點焊能量的方法;根據電阻點焊原理,并結合點焊設備功能,為降低焊接區域過熱,可使用雙脈沖波形進行點焊:脈沖1能量較小,主要用于預熱、軟化材料、穩定接觸狀態、防止凸包被過早壓潰、定位點焊;脈沖2能量較大,主要用于完成強度點焊。
根據點焊設備說明書,使用雙脈沖波形點焊時推薦脈沖1電流為脈沖2電流的1/4~1/3,結合該鐵芯組零件材料、厚度、結構、鍍層等因素,點焊時間、電極壓力固定不變,點焊電流以一定幅度值遞增,擬定雙脈沖點焊參數仿真方案,見表4。
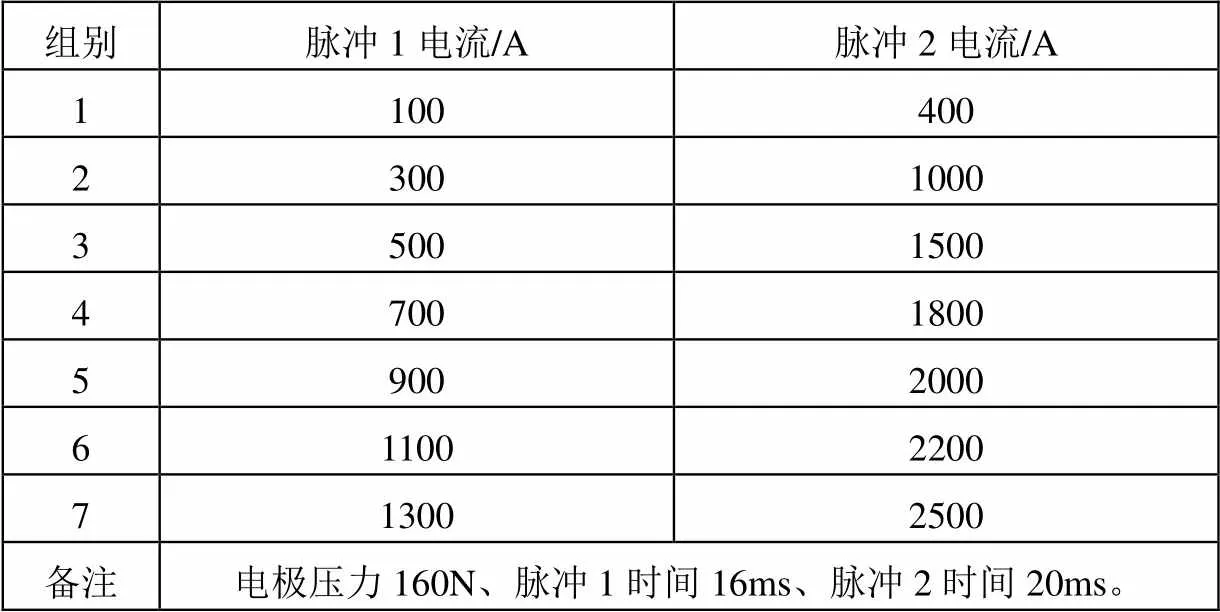
表4 雙脈沖點焊參數仿真方案
4.4 優化后有限元點焊仿真結果與分析
根據前述步驟及方法,將表中參數輸入焊接仿真軟件進行計算,仿真結果表明第4組點焊參數焊接區域沒有過熱,沒有點焊飛濺,點焊變形較小,見圖13、圖14。

圖13 焊接峰值溫度場
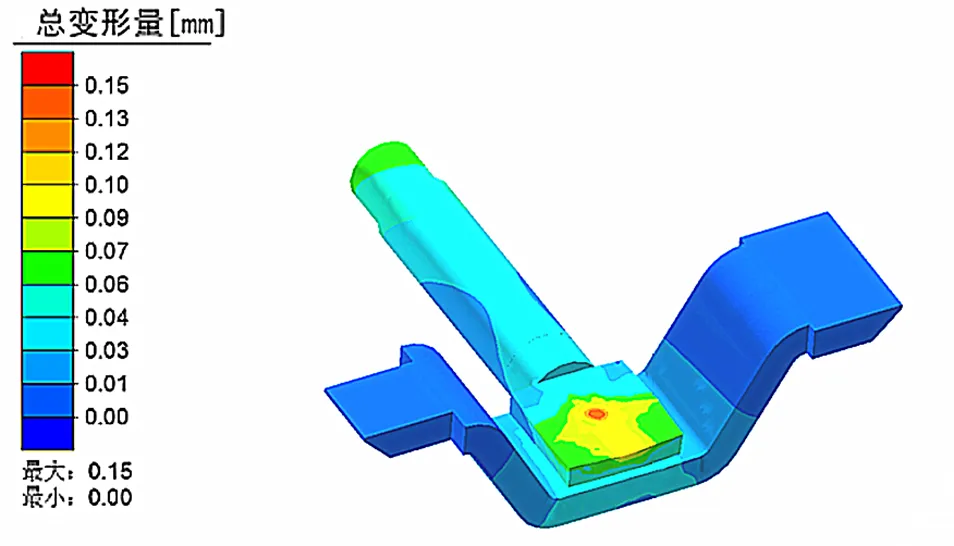
圖14 焊接變形結果
由圖13可知,鐵芯組點焊區域無過熱情況,焊核中心最高溫度為1552℃,金屬熔化區域不大,兩焊件間形成優質的點焊熔核,無點焊飛濺產生。由圖14可知,最低變形值-0.14mm發生在凸包位置,為焊接過程該處凸包熔平所致。最高變形值0.06mm發生在鐵芯末端位置,其有朝上翹起的趨勢,但翹起量小,僅為0.06mm。故點焊后鐵芯組總體變形程度較輕微。
最后,將焊后的鐵芯組進行仿真拉伸測試以考察點焊強度。拉伸測試示意圖見圖15,測試的斷裂部位見圖16,焊點強度變化曲線見圖17。拉伸過程的斷裂部位不在焊點處,而在鐵芯的圓棒與圓棒打扁的交界處,表明點焊連接強度良好。

圖15 焊點強度拉伸測試示意圖
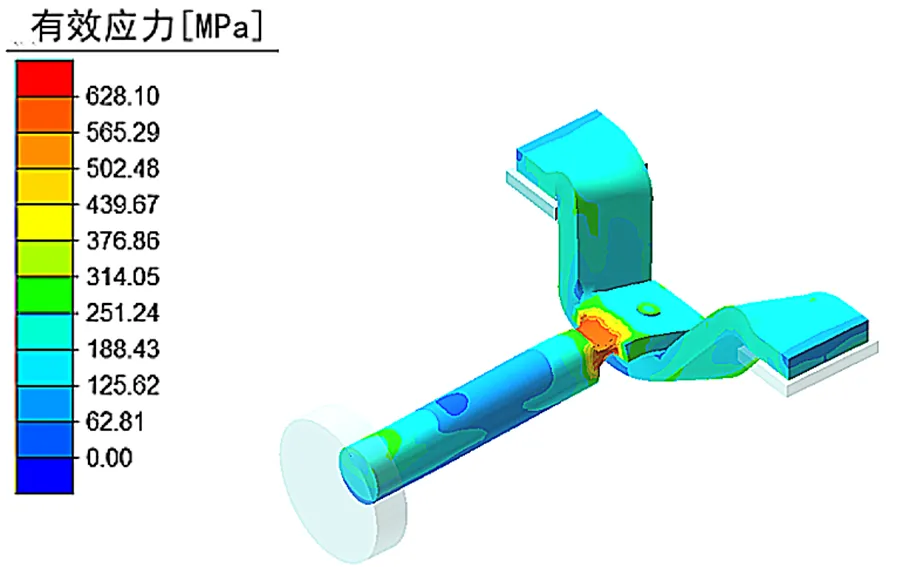
圖16 臨界斷裂應力分布圖
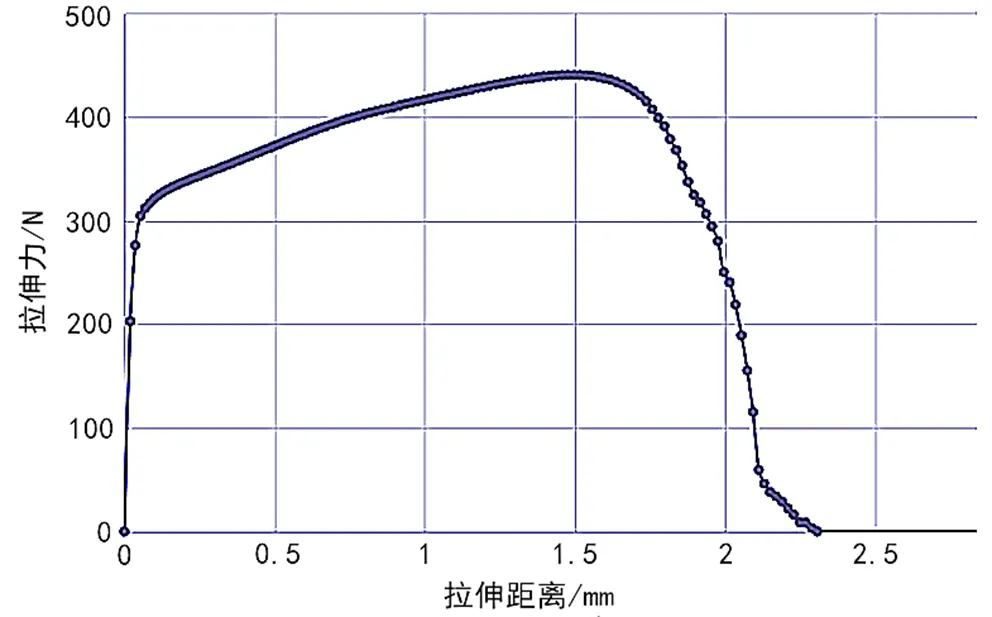
圖17 焊點強度曲線
綜上,使用雙脈沖最佳點焊參數(電極壓力:160N、脈沖1電流/時間:700A/16ms、脈沖2電流/時間:1800A/20ms)對鐵芯組進行焊接,容易獲得優質焊點,點焊飛濺少,連接強度好,變形小。
5 工藝優化結果
使用有限元點焊仿真分析得到的最佳點焊工藝參數,點焊鐵芯組50件,點焊質量滿足要求,且沒有點焊飛濺多余物產生,證明了仿真結果的正確性。焊件外觀形貌見圖18。

圖18 工藝優化后外觀形貌
通過焊接仿真分析,結合少量工藝試驗,最終獲得了該鐵芯組的最優點焊工藝參數,目前該參數已經在生產中應用,改進前后對比數據見表5。從表中數據可知,點焊飛濺比例由56.4%下降到0.37%,去多余物時間下降了99.77%,實現了無飛濺點焊。
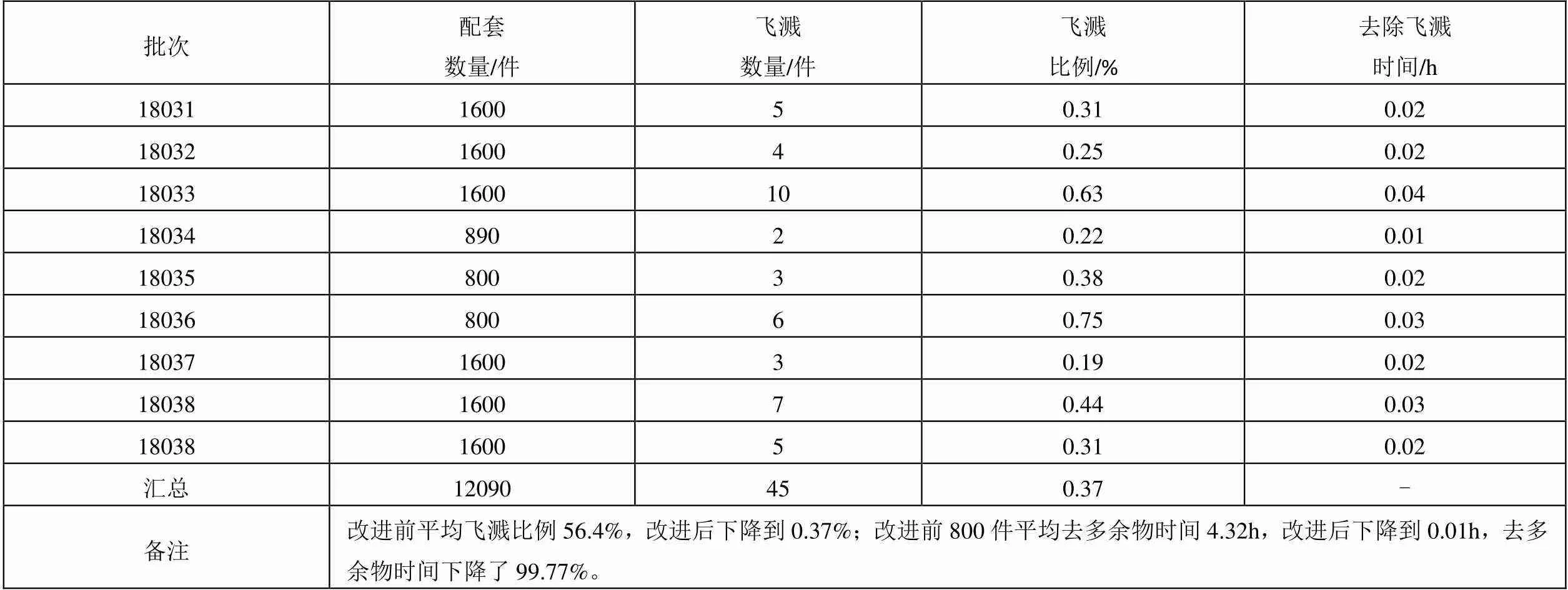
表5 改進后鐵芯組點焊飛濺、去除飛濺時間統計
6 結束語
通過理論分析、有限元點焊仿真分析、工藝試驗,較好地解決了微型電磁繼電器鐵芯組點焊飛濺多余物問題。通過研究,本文得出以下結論:
a. 理論分析、有限元點焊仿真結果表明,鐵芯組產生點焊飛濺的主要原因是點焊區域過熱較明顯,焊核中心溫度過高。
b. 通過有限元點焊仿真優化,合理匹配脈沖1、脈沖2點焊工藝參數,消除了點焊過熱現象,獲得鐵芯組最優雙脈沖點焊參數(電極壓力:160N、脈沖1電流/時間:700A/16ms、脈沖2電流/時間:1800A/20ms)。實際生產應用表明,使用該最優工藝參數點焊鐵芯組,點焊質量滿足要求,點焊飛濺比例由56.4%下降到0.37%,改進效果顯著。
1 程艷香. 繼電器電阻點焊飛濺物控制研究[D]. 長春:長春理工大學,2010
2 王敏. 國外電阻焊技術的最新發展[C]. 第十一次全國焊接會議論文集,379~383
3 龍昕,汪建華,張增艷. 電阻點焊溫度場分布的數值模擬[J]. 上海交通大學學報,2001,35(3):416~419
4 王春生. 異質金屬電阻點焊熔核形成熱過程數值模擬[D]. 長春:吉林大學,2000
5 武傳松. 焊接熱數值分析[M]. 哈爾濱:哈爾濱工業大學出版社,1990
Simulation and Optimization of Spot Welding Process Parameters for Iron Core Assembly of Micro Electromagnetic Relay
Wei Mingzhang Li Beihua Deng Xingquan Cheng Gang
(Guilin Aerospace Electronics Co., Ltd., Guilin 541002)
In this paper, aiming at the problem of severely spot welding spatter in the actual production process of a type of micro electromagnetic relay iron core assembly, the spot welding process of iron core assembly is simulated by using the finite element simulation of spot welding technology. Finally, by optimizing the welding parameters, the non spatter spot welding of iron core assembly is realized, which greatly reduces the quality hidden danger of product failure caused by splash metal remains. In general, the quality and stability of micro electromagnetic relays are enhanced.
micro electromagnetic relay;spot welding spatter;finite element simulation of spot welding;process parameter optimization
韋明彰(1987),工程師,材料成型及控制工程專業;研究方向:繼電器焊接技術。
2019-12-03
猜你喜歡
上海節能(2020年3期)2020-04-13 13:16:16
山東冶金(2019年6期)2020-01-06 07:45:54
裝備制造技術(2019年12期)2019-12-25 03:06:00
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
機械工程師(2015年10期)2015-02-02 01:14:03
石油化工應用(2014年8期)2014-03-11 17:40:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
