短波長高頻脈沖激光3D 打印銅的研究
2020-03-29 04:04:56楊波
中國金屬通報 2020年18期
楊 波
(江蘇中科院智能科學技術應用研究院,江蘇 常州 213164)
在激光增材制造(LAM)技術中選擇性激光熔融(SLM)是最廣泛采用的制備方案,主要應用于金屬材料的增材制造,目前主流的SLM 設備以連續紅外激光為主,針對鐵基合金(如316L、17-4PH)、鎳基合金(如In718、In625)、鈦合金(如TA0、TC4)等材料的成型工藝開發已經完成并已實現工業/工程化,但是,連續紅外激光對于銅&銅合金等高反金屬材料的3D 打印,雖然工業需求和應用很大,但是在技術上一直進展緩慢,究其原因在于。
(1)目前激光增材制造使用的紅外激光波長一般在1064nm,而銅等高反金屬材料對于1064nm 波長的激光吸收率≤2.5%,因此材料未能很好的吸熱熔融,造成激光能量的很大浪費。
(2)銅的導熱性好,導致激光在3D 打印過程中很難形成有效熔池,從而使銅等高反金屬材料的成型性能差。
(3)由于銅對于紅外光的反射率高,所以一般選用大功率的(功率≥1000W)紅外激光進行3D 打印,打印過程中熱影響區大,導致成型件表面精度低,成分偏析嚴重,且所需光源設備成本較高,尤其不適合微小尺寸器件的制備。鑒于銅對于短波長(355nm 或者532nm)激光的吸收率≥30%。幾乎是1064nm 激光效率的15 倍以上,使用短波長激光是實現銅&銅基材料微小尺寸3D 打印成型的有效方案。本論文首次報告使用納秒綠光激光3D 打印銅基器件的研究結果。通過調試激光加工參數,驗證了短波長脈沖激光對于純銅3D 打印成型的可行性,其次通過實驗,主要研究了單脈沖功率、空間二維重疊率等對純銅&銅合金成型的影響。
1 實驗和裝置
實驗采用常規的SLM 金屬3D 打印系統,激光器發出激光,經過擴束鏡將光束進行擴束和準直,然后經2 個反射鏡進入振鏡和場鏡,反射鏡的作用是將激光光路反射,并通過微調反射鏡使激光光路在進入振鏡時能準直同軸。
研究中使用平均粒徑30um、純度均為99.8%純銅粉末,用于研究顆粒尺寸對成型結構和性質的影響,純銅顆粒粒度部分及形貌圖如圖1 所示。
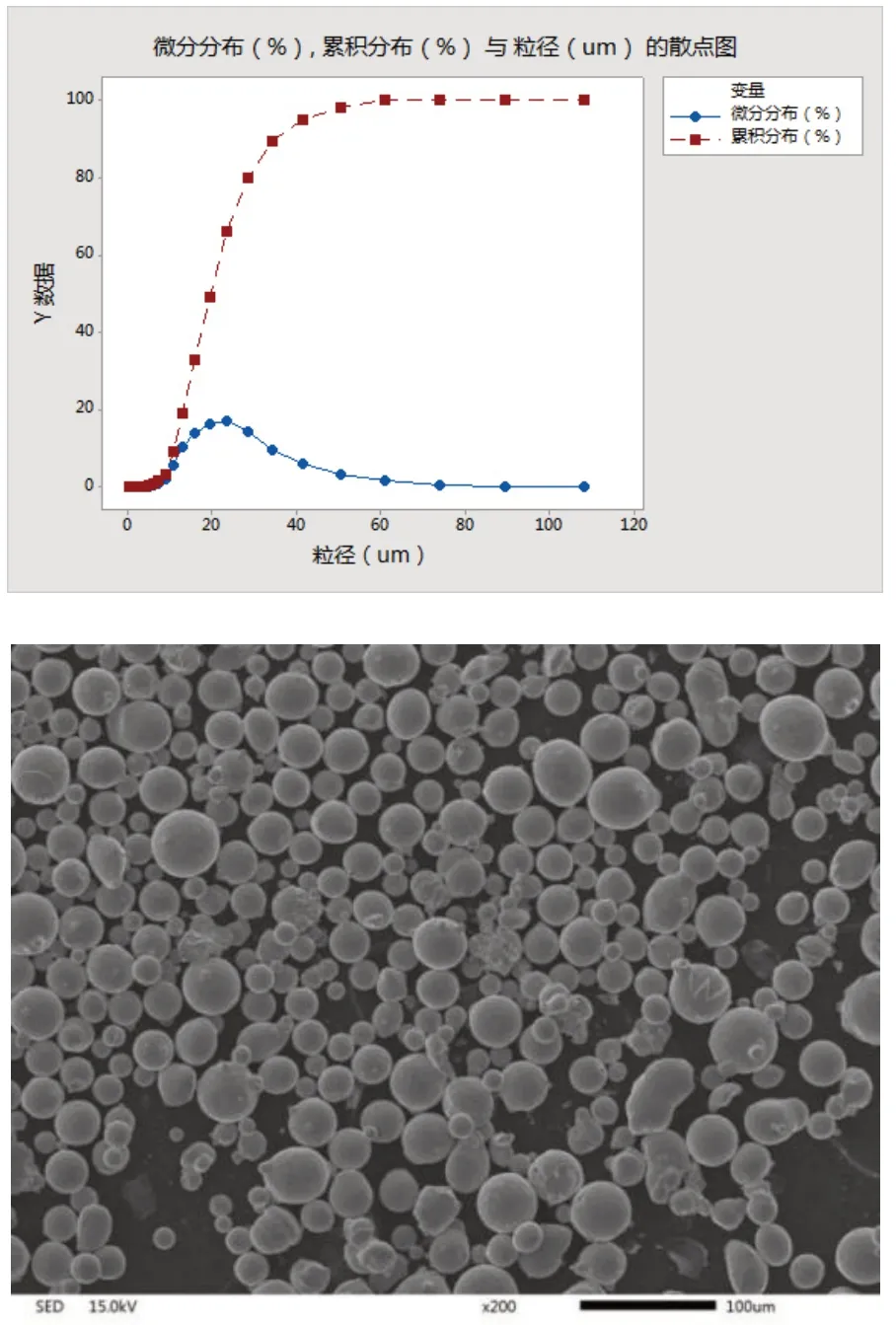
圖1 純銅顆粒粒度分布(左圖)及形貌圖(右圖)
實驗所使用的光源為高重復頻率長脈寬納秒綠光DPSS 激光器(型號是Awave532-35W-50K-LP)。表1 列出激光器在不同重復頻率下,其最大平均功率和相應脈寬。重復頻率,激光功率和脈沖寬度(脈寬)這三個激光參數對顆粒熔融和成型起著關鍵的作用。
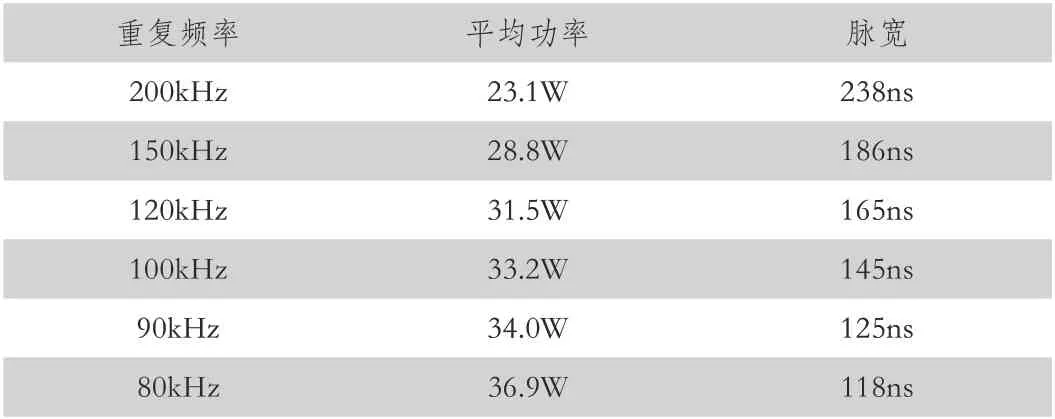
表1 激光器基本參數
實驗包括三個部分:
(1)改變激光加工參數,打印簡單塊材(圓柱體/長方體),通過計算成型塊材的質量和體積比獲得密度,使用掃描電子顯微鏡觀測材料內部的結構(熔融狀況)。
(2)測試后處理(退火)對材料致密度和結構的影響。
(3)打印器件,驗證打印的可行性。
2 結果和討論
2.1 脈沖綠光實現銅的3D成型的原理
根據激光與材料相互作用的機理,激光被微米顆粒吸收后,把能量傳遞給晶格,引發晶格振動最后導致溫度的上升,直至顆粒的熔融。
(1)連續激光注入能量的過程可以看作是一個單一的熱積累過程(heat accumulation process)。溫度高低取決于激光的功率密度(單位面積上的功率Ppeak=功率(Pa)/光斑面積(S))。當激光在材料表面的光斑面積確定后,溫度隨著功率增加而增加(圖2A)。
(2)而脈沖激光的能量注入的過程可以看作是單脈沖引發的瞬態加熱以及瞬態殘余熱積累的復合過程。首先單個激光脈沖可以在脈沖寬度的時間內把激光脈沖能量注入到單位面積的材料中,產生瞬態的高溫。瞬態溫度的高低取決于脈沖的峰值功率密度(單位面積和時間上脈沖能量=脈沖能量(E)/脈寬(τ)x 面積(S)),當激光在材料表面光斑面積確定后,溫度隨著脈沖峰值功率(單位時間上脈沖能量Ppeak=脈沖能量(E)/脈寬(τ))增加而增加。當單個脈沖結束時,瞬態溫度會下降,下降的速度取決材料熱導效率。所以,如果在下一個脈沖激發時,由于有殘余熱的存在,這時侯的起始溫度就高于前一個脈沖的起始溫度。如此循環就會通過殘余熱的積累實現材料整體溫度提升來維持熔融池存在。
因此,實現脈沖激光熔融金屬顆粒必須具備三個條件。
(1)合適的激光能量保證能量密度(Fluence)低于材料去除閾值。
(2)盡可能長的脈寬(>100ns)滿足顆粒熔融的峰值功率(Ppeak)。
(3)盡可能高的脈沖重復頻率,保證脈沖之間的時間間隔接近金屬的熱弛豫時間(微秒量級)。根據上述的脈沖激光引發金屬粉末熔融的機理,本研究選用波長為532nm 的高重復頻率(最高可達300KHz)、長脈寬(最高可達250ns)激光探索實現高密度銅的3D 打印技術,包括峰值功率(Ppeak),空間二維重疊率等激光加工參數對純銅粉末3D 打印成型的影響。
2.2 成型銅塊材的質密度和微結構的分析

表2 核心加工參數及激光&光束運動參數
眾所周知,3D 打印成型的關鍵是:(i)粉末顆粒的熔化;(ii)形成一個熔池并維持一定時長。對脈沖激光3D 打印而言,最大的挑戰不是粉末顆粒的熔化而是形成和維持熔池。通過上節分析,可以得出影響熔池形成和維持的主要核心加工參數是(i)脈沖激光的峰值功率;(ii)空間二維重疊率(光斑之間重疊率和掃描線之間的重疊率-搭接量Hat);(iii)脈沖的時間重疊率(:脈沖-脈沖時間間隔)。本節將分析討論核心加工參數對成型材料密度(ρ)和微結構的影響。表2 列出核心加工參數和對應相關的激光&光束運動參數。
在實際的打印過程中,需要同時優化三個核心參數保證粉末的熔融和成型。這個優化可以通過調節表2 中列出的8 個有關的激光&光束運動參數來完成。出于對成型密度測量和內部結構分析目的,僅僅需要打印簡單的圓柱試樣,如圖2 所示,密度可以通過測量圓柱體的質量和體積比得到。通過掃描電子顯微鏡觀察剖切試樣的斷面獲得內部結構(熔融、燒結、空隙等)。
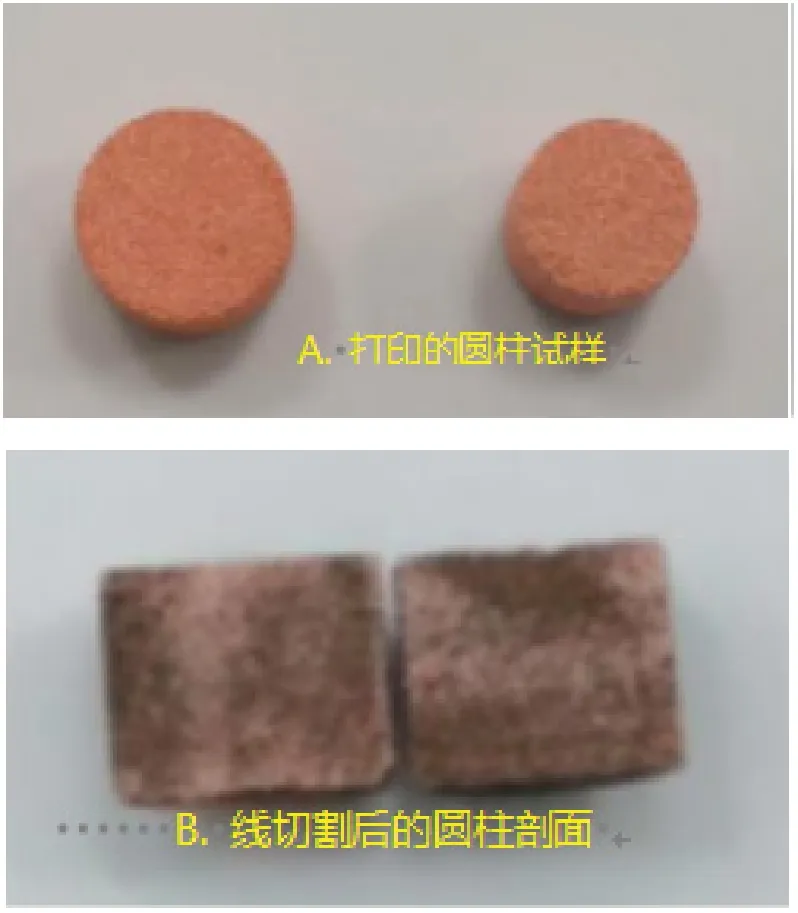
圖2 打印純銅圓柱試樣
表3 列出3D 打印的銅密度(ρ)相對于標準銅材的密度比(ρ/ρ0:本實驗樣品密度/標準銅塊材密度)以及相關的核心加工參數。
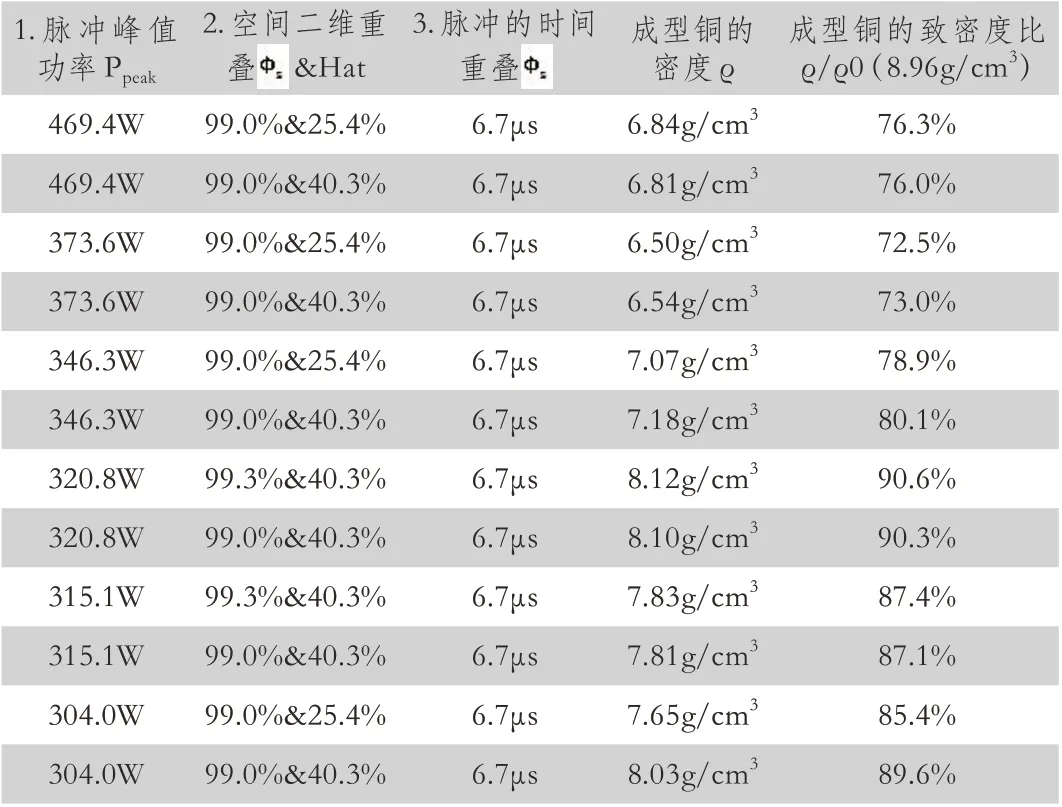
表3 脈沖激光3D 打印銅基本參數及相應密度
在該測試中,保持光斑重疊率基本恒定,測試在不同重疊率(25.4%和40.3%)下,改變峰值功率對密度的影響。從表中可以看出,峰值功率(Ppeak)對銅成型的密度有著顯著的影響。在峰值功率為320.8W 的條件下可以獲得最佳的密度(8.12g/cm3),其形貌圖如圖4A 所示,相當于90.6%的標準銅密度(標準銅密度:8.96g/cm3),如圖3 所示。
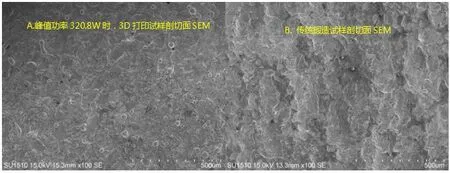
圖3 試樣剖切面SEM
根據表3 的數據,圖4 給出成型銅的密度隨峰值功率的變化曲線。當峰值功率大于325W 時,密度會顯著下降。可能的原因是材料的濺射(Ablation)的發生。眾所周知,在脈沖激光3D 打印過程中,一直存在著材料的熔融和濺射的競爭機制。通過調制峰值功率來控制加工機制(熔融或者濺射)。
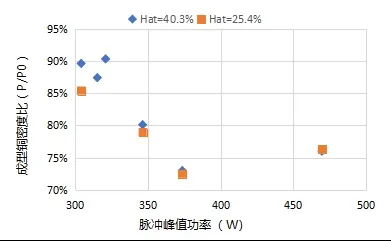
圖4 成型銅的密度隨峰值功率的變化曲線
在確定加工需要的峰值功率范圍后,就可以分析重疊率對密度的影響。表4 列出在固定峰值功率和不同重疊率的條件下成型銅密度。
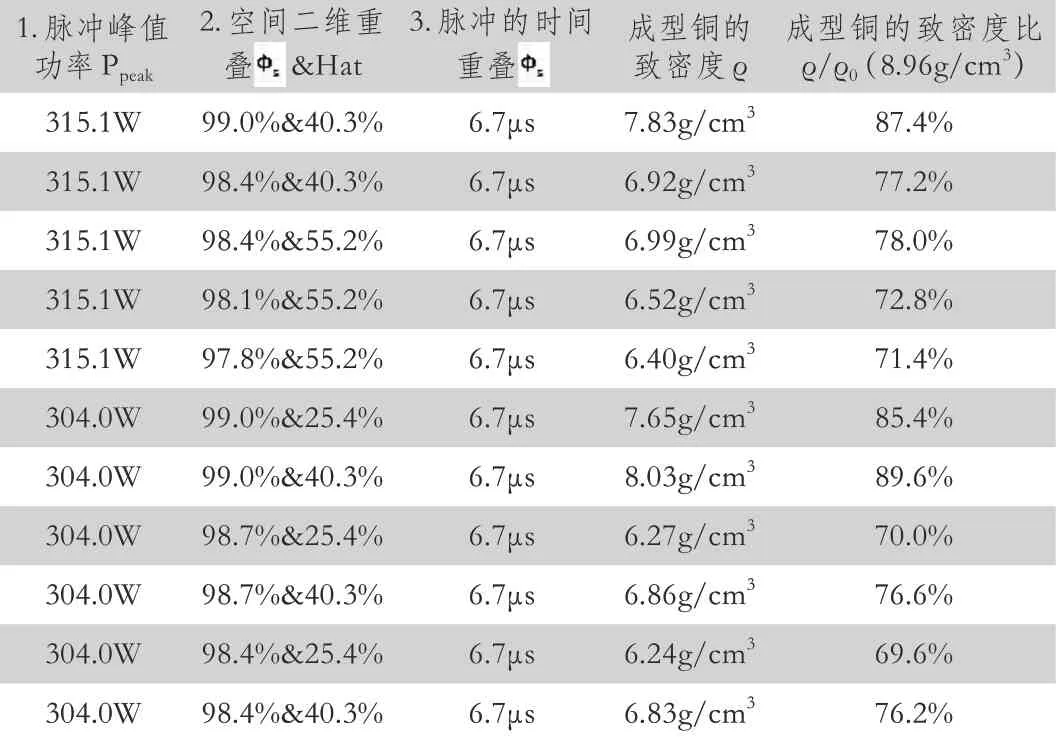
表4 不同重疊率對成型件密度的影響
根據表4 的數據,圖5a/b 分別給出成型銅的密度隨重疊率的變化曲線,密度隨重疊率(&Hat)的增加而增加。光斑的重疊率對密度的影響會更加明顯。原因之一是由于光斑的高斯分布,微小的重疊變化會導致顯著能量注入的變化。這也指出采用平頂光斑會有效的提升加工的質量和穩定性。
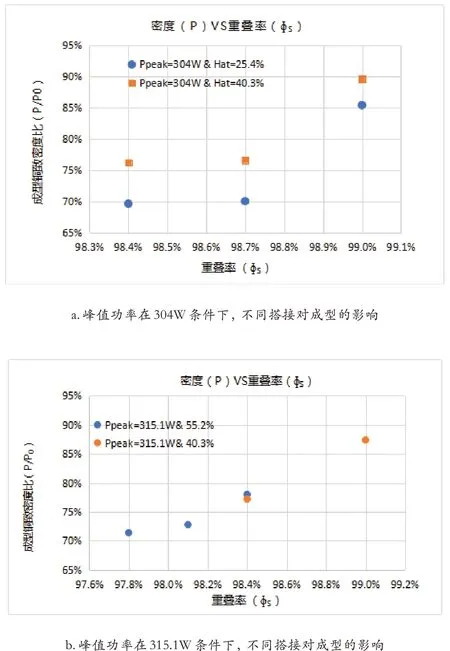
圖5 成型銅的密度隨重疊率的變化曲線
成型銅的內部結構的分析有助于分析加工參數對密度的影響。一般而言,即使金屬顆粒通過瞬態高溫融化,但是如果熔池的存在太短,溶化的顆粒無法連接成一體,就會出現燒結和大量空隙。這就會導致材料密度的下降。圖6 給出在三個不同峰值功率下純銅樣品內部面形貌圖。
通過多SEM 圖像的分析,得出以下結論。
(1)結構顯出一個不均勻的粉末顆粒融化,燒結,熔融共存的復合結構。
(2)在峰值功率Ppeak=304.0W 的條件下似乎燒結占主導(燒結簇占多數,空隙少),在峰值功率Ppeak=373.6W 的條件下,熔融占主導(連續熔融區,空隙較多),在峰值功率Ppeak=373.6W 的條件下,雖然還是熔融占主導,但是出現更大的空隙,似乎有材料去除的跡象。
(3)雖然觀察到微結構的差異,但是成型銅的密度沒有太大的差異。可能的原因是缺陷密度仍然很高,需要繼續降低。
對于脈沖激光3D 打印銅而言,提升成型銅的密度是一個重要的指標。除了優化核心加工參數意外,本研究測試了后續熱處理對成型密度的提升,結果顯示經過熱處理銅,其密度有1.5~1.9%的提升。表5 列出后處理的實驗過程和結果,圖7 列出了熱處理前后純銅試樣內部形貌變

圖6 不同峰值功率下純銅樣品內部SEM

表5 后處理實驗過程和結果
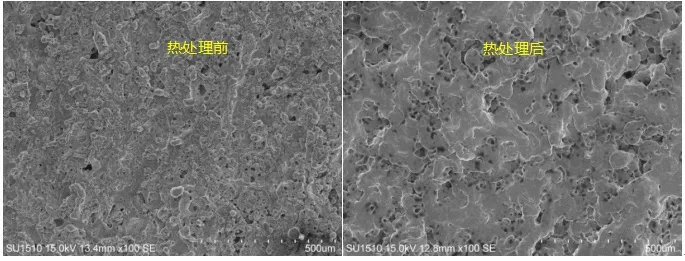
圖7 熱處理前后純銅試樣內部形貌變化
該測試也說明如果打印過程中對基板提高一個穩定持續的熱源,會對改善成型銅的密度有幫助。
2.3 打印金屬銅
作為初始研究,僅僅打印2 種相對簡單的結構作打印可行性的驗證,如圖8a/b 所示。

圖8 純銅樣品
3 結語
通過以上的實驗研究,驗證了低功率(<20W)高重復頻率(>100kHz)長脈寬(>150ns)532nm 激光進行3D 打印純銅粉末可行性,得到了最高密度為~92%的成型銅。通過研究激光脈沖峰值功率,脈沖的空間重疊率,脈沖時間重疊對密度和內部結構的影響,建立了三者之間內在關聯。同時也是首次揭示了脈沖激光打印的復合物理機制(燒結,熔融,濺射)。高質量銅的成型可以通過調制核心激光加工參數對打印過程進行有效控制來實現。該研究同時為高密度,高精度微小尺寸銅基器件的短波長脈沖激光器研制打下基礎。