
乙烯裂解爐爐管開裂分析
2020-03-30 06:44:52杜亞強
化工機械 2020年1期
關鍵詞:裂紋
杜亞強
(甘肅省特種設備檢驗檢測研究院)
隨著國民經濟的大幅跨越式發展,乙烯裂解裝置逐步成為大型化、集約化且完善化石油化工的重要核心裝備[1]。 乙烯裂解爐從工藝上劃分為物料與水汽兩個系統,裂解爐的橫跨段用于連接對流段與輻射段的高溫工況管線,工藝溫度隨裂解操作情況而變,普遍介于600~700℃之間,介質通常有石腦油、加氫尾油/氣、乙烷、丙烷及液化石油氣等[2]。
某石化廠2007 年投用的年產24 萬噸乙烯裂解裝置,在2016 年大檢修中發現某臺裂解爐橫跨段連接單根爐管母材開裂, 爐管材料為TP304H,操作壓力不低于10MPa, 操作溫度600~650℃,輸送介質為石腦油(重)。 該爐管的開裂直接導致裂解爐無法正常開車復工,嚴重影響裝置正常運行。為查明開裂原因,對爐管進行驗證分析。
1 工藝特點
乙烯裂解爐的工藝特點如下:
a.裂解原料不同, 導致管線工況各有不同,產物成分和分布也不同;
b.裂解反應條件較苛刻, 反應停留時間較短,可生成上百種化合物,其中循環氫中的硫化氫在較高溫度下可與重石腦油生成硫醇,成為加氫后循環氫和重石腦油的二次產物, 一旦生成,很難脫除,一般也不會出現在高熱分反應環節[3];
c.設計與橫跨管相連接的輻射管時,一般要求對稱排列且分布均勻,各管間流體的宏觀流量也需分布均勻,產生的壓力降應達到相同的穩定值,避免應力集中;
d.考慮到裂解反應中熱量較大,管線可能發生局部位移,運行中應考慮管道熱膨脹系數和柔性穩定當量,保證管線中各流體的流量和反應分配均勻,達到預期的熱效能。
2 管材特性
乙烯裂解爐的高溫工況管線輸送的介質為石腦油(重),材料往往選擇耐高溫、碳含量固定在下限值的鋼型[4]。TP304H 奧氏體不銹鋼具有較強的耐熱性和較高的抗氧化性,其各合金元素含量要求較為嚴格,通過固溶化處理后,對腐蝕的敏感性較低。 常溫下奧氏體組織較為穩定,其過飽和碳固溶于奧氏體晶體中, 具有單向鋼特性,當在425~815℃范圍內滯留一段時間后, 過飽和碳就會連續向奧氏體晶粒的邊緣,也就是晶粒邊界方向游散,與周圍鉻元素產生化合,形成諸如Cr23C6的化合物,隨著新物質的產生,此時內部的鉻來不及向邊界游散, 導致邊界中的鉻含量下降,達下限值12wt%時形成“貧鉻區”,該區域的各項晶粒自身擁有電化學差異,導致陽極“貧鉻區”和已處于鈍化模式的陰極本體基層形成一種具有較大電位差的鈍化活性電池[5]。
鈍化活性電池,即腐蝕原電池,在復雜工況下,一旦有特定的腐蝕物介入,晶界邊緣首先遭到不可逆的破壞,晶粒之間結合能力弱化,整體穩定性直線下降,力學性能隨之惡化,機械強度達不到原始要求,形成碳化物在晶界邊緣的堆積和沉淀,導致敏化產生。 敏化后,原晶界邊緣喪失耐腐蝕性處于薄弱環節,首先發生腐蝕,使晶格之間結合能力消失,整體遭到破壞,導致晶粒脫落,表現為金屬表面光潔度暗淡、表面凹凸不平整等。
3 理化分析
3.1 宏觀檢查
對缺陷爐管試樣(圖1)經電解腐蝕處理后,進行切樣(圖2)觀察:爐管內壁存在貫穿性裂紋缺陷(①、②),接觸介質面已產生數條裂紋(未擴展至外壁),其他裂紋由管內壁貫穿延伸至管外壁,表現為宏觀開口型裂紋缺陷,內表面的光潔度較差, 通過放大鏡可觀察表面伴隨凹凸不平界面。 圖1 中左向①裂紋為母材開裂,右向②裂紋為焊縫熔合區熔合線附近開裂, 分析觀察裂紋起始點可看到: 兩條裂紋由管內壁③開始延伸分叉至母材與熔合線方向, 均向貫穿性發展(圖2)。

圖1 缺陷爐管試樣

圖2 缺陷爐管電解腐蝕后的切樣
3.2 成分分析
將乙烯裂解爐爐管內壁取樣編號為1#-內,管外壁取樣編號為2#-外, 各試樣的化學元素成分含量列于表1。 其中,1#-內試樣碳含量高于相關標準要求的上限值, 其余各元素均滿足要求,該試件存在過度碳元素堆積、 韌性下降的現象,導致塑性變形率增加;2#-外試樣各元素均滿足相關標準的要求。

表1 試樣化學成分分析結果 wt%
3.3 金相分析
從原始試件開裂處取樣,包括管件內壁母材試樣和焊縫熱影響區試樣,進行金相顯微組織分析,采用機械拋光工藝[6],選取王水作為腐蝕溶液,對試樣表面反復擦拭,得到按相關標準金相檢測可觀察的腐蝕面,利用金相電子顯微鏡進行觀察:表面已經發生開裂,伴隨腐蝕跡象,內部母材已萌生多條裂紋,邊緣晶粒產生剝離,部分晶格開始掉落,管件內表面凹凸不平,呈現起伏狀,開裂部位多位于焊接接頭熔合線區域與母材高應力集中部位,對試樣進行沖擊試驗,發現已完全喪失斷裂韌性能力(圖3、4)。
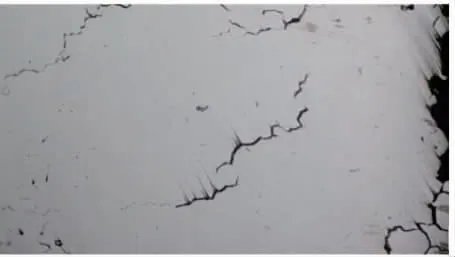
圖3 焊縫熔合區金相組織 ×100

圖4 管內壁母材金相組織 ×100
管內壁裂紋具有明顯沿晶開裂特點,伴隨內壁相貫線產生晶界剝離, 剝離處有明顯腐蝕跡象, 一部分裂紋由近內表面處晶界邊緣開始開裂,沿晶繼續發展,向內壁和外壁不斷擴展,另一部分裂紋由內壁被腐蝕處的剝離面開始,沿晶粒邊緣向上、下母材和外壁方向不斷擴展(圖5)。

圖5 內壁母材裂紋形貌 ×400
母材基體為典型奧氏體形貌,經測定其晶粒度達到5.5 級,晶界處有明顯的析出相分布特征,晶界邊緣聚集碳化物,此處首先發生腐蝕,可見明顯的窄腐蝕溝形貌。 另外,整體處于薄弱環節,并產生沿晶開裂形貌,晶界有所變寬產生空隙并伴隨晶粒脫落,宏觀觀察該試樣部位表面光澤黯淡,金屬面凹凸不平。 該母材發生晶間腐蝕,沿晶開裂,伴隨敏化跡象(圖6)。

圖6 管內壁母材腐蝕形貌 ×600
3.4 掃描電鏡斷口分析
乙烯裂解爐爐管斷口區域微觀形貌具有明顯沿晶脆斷跡象(圖7),無明顯塑性變形,部分晶界邊緣和沿晶方向發生開裂,晶界相貫線有明顯窄溝開裂,晶界邊緣處優先存在腐蝕跡象;整體斷口有腐蝕跡象,奧氏體基體上分布部分點片狀晶內碳化物,晶界處碳化物由少量黑色相和灰色相組成,晶內碳化物以黑色相為主,能譜分析可知深灰色相為偏Cr 型碳化物, 斷口氧化物經EDS(能譜儀)分析可知,晶界灰色氧化物以Cr 的氧化物與少量黑色Si 的氧化物為主,斷口外壁氧化層逐步保持穩定,而內壁氧化物的氧化層伴隨復雜工況不斷脫落、剝離和重生,形成晶間微裂紋,除從固有過飽和的奧氏體基體中析出部分碳化物外,還伴隨有σ 相脆化析出跡象,處于高溫高壓工況下的材料便可誘發裂紋源;而晶界中氧化物裂紋剖面存在部分自由凝固態的圓形組織,經EDS(能譜儀)檢測為多組分的硫化物,晶間邊緣表現為高溫高壓工況下硫化物可誘導發生的脆性開裂,由于滲碳層深度相對較大,滲碳現象不均勻,內壁高溫高壓下接觸介質后晶界穩定性下降, 晶界原有穩定組織對其強化性能下降,已發生破壞的組織向穩定化組織繼續發展、 延續,導致整體組織結構破壞加大。

圖7 爐管斷口形貌
4 分析結果
乙烯裂解爐爐管在高溫高壓工況下長期使用,反應環境中摻雜部分多組分硫化物和碳化物的混合物,長期處于600~650℃下,逐步形成碳化物的偏析和碳元素的擴散,導致母材晶界邊緣處于腐蝕敏感狀態;其次,材料發生敏化后,晶界產生晶間腐蝕,發生材料劣化,在高溫硫化物和氫氣的共同作用下,加劇均勻腐蝕,由晶界處產生已腐蝕的窄溝,萌生裂紋,沿晶界邊緣不斷擴展,即由材料內部介質接觸面開始產生裂紋,向其他方向的母材與焊縫熔合區不斷擴展;最后,穿透母材與焊縫發生貫穿性的開裂,導致爐管失效。
5 結束語
隨著我國乙烯的生產加工能力日益增大,安全環保意識也必須逐步提高,尤其在新乙烯裂解爐型的研發過程中,為防止晶間腐蝕,可以選用含碳量較低的耐高溫不銹鋼,添加一定的合金元素形成穩定化態的碳化物,完善爐管出廠前固溶化處理工藝等措施;嚴格落實爐管各制造工序的質量保證,加強現場焊接的工藝紀律,把控各項目標任務的驗收環節;嚴格控制生產中介質的各項指標含量。 以上各環節對乙烯裂解爐的運行至關重要,筆者通過以上實例分析研究,可為該類設備的長期持續穩定發展提供可參考意見。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
Asian Journal of Urology(2018年2期)2018-04-19 05:38:26
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
