
引發(fā)劑進料罐的制造工序與難點
2020-03-30 06:44:52謝玉林
化工機械 2020年1期
關(guān)鍵詞:焊縫
謝玉林
(蘇州龍峰鈦鎳設(shè)備有限公司)
蘇州龍峰鈦鎳設(shè)備有限公司承接了鄂爾多斯煤炭深加工示范項目——年產(chǎn)25 萬噸管式高壓聚乙烯裝置中多臺進料罐的制造合同,此種進料罐屬夾套形式,內(nèi)筒體直徑較小,且無人孔設(shè)計, 另有通過夾套筒體與內(nèi)筒相焊接的斜插管。在焊接過程中牽涉到低溫復(fù)合板先焊復(fù)層這種與常規(guī)復(fù)合板焊接順序相反的焊接工藝,增加了焊接工序的難度,通過努力徹底解決了引發(fā)劑進料罐夾套容器的組裝順序、復(fù)合鋼容器封閉環(huán)焊縫單面焊和外伸斜插管角焊縫的焊接工藝,保證了該引發(fā)劑進料罐的焊接質(zhì)量。
1 設(shè)計參數(shù)及執(zhí)行標準
引發(fā)劑進料罐的主要設(shè)計參數(shù)見表1, 其結(jié)構(gòu)如圖1 所示。

表1 引發(fā)劑進料罐主要設(shè)計參數(shù)
引發(fā)劑進料罐的設(shè)計、制造和檢驗按國家標準規(guī)范執(zhí)行, 涉及的標準規(guī)范為:GB 150—2011《壓力容器》、NB/T 47013—2015 《承壓設(shè)備無損檢測》和TSG 21—2016《固定式壓力容器安全技術(shù)監(jiān)察規(guī)程》。
2 制造工序
按照圖1 所示,引發(fā)劑進料罐的制造工序如下:
a.先將內(nèi)筒的上封頭與內(nèi)筒體進行焊接,焊接完畢后對該環(huán)焊縫按照圖紙要求進行100%RT檢測,符合NB/T 47013.2—2015 Ⅱ級合格,其中上封頭上A1、A2 接管是伸至筒體內(nèi)的接管,提前組焊A1、A2 接管會影響該焊縫即1B 焊縫的RT檢測,所以先焊1B 環(huán)縫;
b.劃線開孔,除 T1、T2 斜插管(如果先組焊了T1、T2 斜插管,夾套將無法與內(nèi)筒組裝)以外的內(nèi)筒體上所有接管孔,包括內(nèi)筒下封頭上的接管開孔;
c.對以上劃線開孔的接管全部組對焊接,采用以往焊接方法(先焊基層,再焊復(fù)層)焊接完畢后, 按照圖紙要求對接管角焊縫進行100%PT 檢測,符合標準NB/T 47013.5—2015Ⅰ級合格;
d.組焊內(nèi)筒體與下封頭即2B 焊縫并進行100%RT 檢測, 符合標準 NB/T 47013.2—2015Ⅱ級合格;

圖1 引發(fā)劑進料罐結(jié)構(gòu)簡圖
e.由于 GB 150—2011 標準在 11.4.8 條中規(guī)定“帶夾套容器應(yīng)先進行內(nèi)筒耐壓試驗,合格后再焊夾套,然后再進行夾套內(nèi)的耐壓試驗”,因此需對內(nèi)筒進行第1 次耐壓試驗, 試驗壓力3.75MPa, 耐壓試驗檢驗除 T1、T2 斜插管孔以外內(nèi)筒體的縱、環(huán)焊縫以及其他接管焊縫的強度與泄漏性,合格后放水用壓縮風吹干內(nèi)部;
f.對T1、T2 斜插管劃線開孔并進行預(yù)組裝,檢查斜插管的組對間隙和傾斜角度;
g.首先組裝夾套與內(nèi)筒體, 然后組裝焊接T1、T2 斜插 管 , 對 T1、T2 斜插管 角 焊 縫 進 行100%PT 檢測, 符合標準 NB/T 47013.5—2015Ⅰ級合格, 最后對夾套上的其他附件進行組裝焊接;
h.對整個設(shè)備的尺寸、表面質(zhì)量、接管方位及附件等項目進行總體檢驗,合格;
i.內(nèi)筒體進行第2 次耐壓試驗, 試驗壓力3.75MPa, 主要檢驗 T1、T2 斜插管角焊縫以及其他焊縫的強度與泄漏性,合格后放水用壓縮風再次吹干內(nèi)部;
j.夾套容器進行耐壓試驗, 試驗壓力1.25MPa, 檢驗夾套容器上所有焊縫的強度與泄漏性。
3 制造難點
由于該引發(fā)劑進料罐的結(jié)構(gòu)相對較小,無人孔設(shè)計,所以內(nèi)筒的最后一道環(huán)焊縫和斜插管的焊接必須是單面焊,但由于內(nèi)筒體材料為低溫鋼復(fù)合板(S31603+09MnNiDR),這與通常焊接復(fù)合板的順序恰好相反,需先焊復(fù)層,再焊過渡層與基層。 另外,焊接復(fù)合板要注意3 個方面的問題:
a.因稀釋率與結(jié)晶區(qū)間的影響,焊縫容易產(chǎn)生結(jié)晶裂紋;
b.因操作規(guī)程與填充材料的影響,焊縫熱影響區(qū)容易產(chǎn)生液化裂紋;
c.碳遷移等因素容易造成熔合區(qū)脆化。
根據(jù)以上特點,筆者決定通過制定完善的內(nèi)筒體與下封頭封閉環(huán)焊縫(2B)的焊接工藝和T1、T2 斜插管的焊接工藝來保證引發(fā)劑進料罐的焊接質(zhì)量。
3.1 內(nèi)筒體與下封頭封閉環(huán)焊縫(2B)的焊接工藝
由于內(nèi)筒內(nèi)部復(fù)層不銹鋼用鎢極氬弧焊焊接時背面無法進行有效的氣體保護,經(jīng)與設(shè)計人員溝通增加了襯環(huán)的設(shè)計,這樣就解決了不銹鋼焊接的背面保護問題。 2B 焊縫坡口如圖2 所示,焊接過渡層時,必須選用含鉻、鎳較多的焊接材料,保證焊縫金屬含一定量的鐵素體組織,以提高抗裂性,使之即使受到基層的稀釋,也不會產(chǎn)生馬氏體淬硬組織,所以選用了A042 焊條,基層的焊材選擇要符合設(shè)計所需的力學(xué)性能和低溫沖擊韌性, 所以基層選擇了A042 與W707 兩種性能完全不同的焊材進行焊接工藝評定。
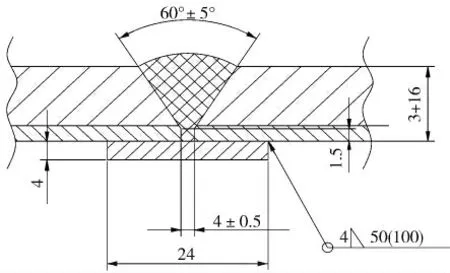
圖2 2B 焊縫坡口設(shè)計圖樣
內(nèi)筒體與下封頭封閉環(huán)焊縫(2B)的焊接工藝評定數(shù)據(jù)見表2。

表2 焊接工藝評定報告數(shù)據(jù)
由表2 可以看出: 用A042 奧氏體焊條焊接基層可保證焊接性能的優(yōu)良性; 選擇W707 低溫焊條焊接基層時,由于焊縫脆化導(dǎo)致彎曲試件在復(fù)合板結(jié)合部位開裂,并且焊縫熱影響區(qū)韌性降級而不合格。
3.2 T1、T2 斜插管的焊接工藝
T1、T2 斜插管材料為 S31603, 與筒體材料S31603+09MnNiDR 焊接,T1、T2 斜插管也是一個單面焊,為了確保T1、T2 斜插管復(fù)層具有良好的耐腐蝕層, 首先在低溫鋼的坡口表面用A042 焊條堆焊了一層厚度3mm 的不銹鋼層, 對堆焊層焊縫進行 100%PT 檢測, 符合標準 NB/T 47013.5—2015Ⅰ級合格,有堆焊層可以避免由于熔入過多基層而出現(xiàn)復(fù)層耐腐蝕不良的現(xiàn)象。 同樣,由于接管背面無法氬氣保護、斜插管焊接角度的影響和氬弧焊電弧難以伸到接管坡口底部的原因,選擇用焊條電弧焊進行打底焊接,焊條牌號 A042, 規(guī)格 φ3.2mm, 填充蓋面用 A042 焊條,規(guī)格φ4.0mm,由于斜插管的角度使焊接操作難度增加, 經(jīng)與設(shè)計人員溝通將套管規(guī)格由φ273mm×12mm 變更為長圓孔的套管形式 (圖3), 這樣就解決了焊接保護與焊接操作難的問題,繼而保證了斜插管角焊縫的焊接質(zhì)量。

圖3 套管設(shè)計變更圖樣
4 結(jié)束語
通過對多臺此類設(shè)備的制造,成功解決了這種筒體直徑較小、無人孔設(shè)計的夾套容器所帶來的制造工序方面的難題和復(fù)合鋼板先焊復(fù)層所帶來的一系列焊接中的難點。 同時,優(yōu)化了套管和2B 焊縫坡口的結(jié)構(gòu), 滿足了設(shè)備制造相關(guān)標準的各項要求,為今后此類設(shè)備的制造與檢驗提供了一條可借鑒經(jīng)驗。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(shù)(2014年4期)2014-10-13 08:30:07
