Al-Cu合金片對鋼/鋁異種金屬激光-MIG復合焊接頭組織和性能的影響
2020-03-31 02:07:04吳永亮1顧麗霞1羅立峰
機械工程材料 2020年3期
吳永亮1,顧麗霞1,羅立峰
(1.內蒙古機電職業技術學院機電工程系,呼和浩特 010070; 2.吉林大學材料科學與工程學院,長春 130012)
0 引 言
鋼/鋁異種金屬焊接結構能夠同時發揮鋼與鋁的優良特性,有望在汽車、船舶等領域得到廣泛應用。然而,由于鋼與鋁在化學成分、物理性質和化學性質等方面存在較大的差異,其冶金反應過程較為復雜[1];同時,鋼/鋁異種金屬焊接接頭中大量硬且脆的Fe-Al金屬間化合物的形成會惡化接頭的組織和性能,使得實際應用過程中該接頭易在熔合區發生斷裂失效[2],從而制約鋼/鋁異種金屬焊接結構的工業化應用范圍。國內外科研工作者們嘗試采用瞬間液相擴散焊、磁脈沖焊、電阻點焊、冷金屬過渡焊、攪拌摩擦焊和激光焊等方法來實現鋼/鋁異種金屬的焊接,雖然都取得了一定的進展,但是焊接接頭中硬脆金屬間化合物的問題依舊沒有解決,并且還出現了焊接效率低、成本較高等問題[3-5]。新型激光-熔化極惰性氣體保護(MIG)復合焊技術結合激光焊和MIG焊的優點,通過熔化鋁合金使其在鋼表面潤濕鋪展而實現鋼/鋁異種金屬的高效率焊接,具有比激光焊更強的橋間能力以及比MIG焊更高的焊接速度和焊接穩定性等特點[6]。由于在異種金屬焊接過程中影響顯微組織和力學性能的焊接工藝參數較多,各焊接參數之間還可能產生協同作用,因此有必要在焊接系統中引入可編程邏輯控制器(PLC)控制單元以精確控制焊接工藝,確保試驗的準確性和可重復性,避免人為因素的影響,從而提高焊接效率,并控制成本[4-5]。
研究表明,在焊接材料中添加鎳、鋅、銅元素可降低焊接材料的熔點,提高鋁在鋼表面的潤濕和鋪層能力,并抑制Fe-Al金屬間化合物的生長及改善其形態,而目前有關鎳與鋅元素改善鋼/鋁異種金屬焊接接頭冶金條件的研究較多[7-8],但有關銅元素的研究較少。作者通過在鋼側坡口表面添加厚1 mm的Al-Cu合金片的方法,采用PLC系統[9-10]控制的激光-MIG復合焊接工藝對Q890鋼/6063鋁合金進行了異種金屬焊接,研究了Al-Cu合金片對焊接接頭顯微組織與力學性能的影響,探討了銅元素的加入對界面層生長機制的影響,為激光-MIG復合焊的大規模工業化應用提供試驗依據。
1 試樣制備與試驗方法
1.1 試樣制備
焊接用母材為調質態Q890鋼板和固溶+人工時效態6063鋁合金板,尺寸都為160 mm×60 mm×4 mm,顯微組織分別為回火索氏體和ɑ-Al固溶體;焊接材料為直徑為1.6 mm的ER5087焊絲,以及自行開發的厚度為1 mm的Al-Cu合金片。焊接用母材、焊絲和Al-Cu合金片的化學成分如表1所示。Q890鋼的抗拉強度為1 042 MPa,屈服強度為932 MPa,斷后伸長率為13.5%;6063鋁合金的抗拉強度為298 MPa,屈服強度為255 MPa,斷后伸長率為10%。

表1 母材、焊絲和Al-Cu合金的化學成分(質量分數)

圖1 激光-MIG復合焊接的坡口形式和焊接過程示意Fig.1 Schematic of groove form and welding process of laser-MIG hybrid welding
焊前在Q890鋼板和6063鋁合金板上加工如圖1(a)所示的坡口,并清洗、吹干。焊接時根部間隙為 1 mm,背面陶瓷板的主要作用是便于焊接施工,保證焊接質量。在激光-電弧復合焊接工作站中對Q890鋼/6063鋁合金進行激光-MIG復合焊,焊接設備組成包括Fronius TPS 2700型數字化脈沖焊機、額定功率2 kW的RC-YLS型光纖激光器、HT-1200-5型焊接機械手和P.7/50型可編程邏輯控制器(PLC)控制組元,焊接過程如圖1(b)所示,采用激光在后、電弧在前的熔-釬焊方式進行焊接,直接加熱位置為坡口中部。共進行2組試驗,其中一組未加Al-Cu合金片,另外一組在鋼側坡口表面放置Al-Cu合金片。激光-MIG焊接過程中采用PLC控制單元對焊接工藝參數進行精確控制,光絲間距為3 mm,焊炬傾角為28°,激光傾角為6°,離焦量為+9 mm,保護氣高純氬氣的流量為18 L·min-1,激光功率為1 kW,焊接電流為160 A,焊接速度為55 cm·min-1,并保證焊絲指向鋼側坡口中部。
1.2 試驗方法
在焊接接頭上垂直于焊縫方向截取金相試樣,經過打磨、拋光后,Q890鋼側采用體積分數4%的硝酸酒精溶液腐蝕,6063鋁合金側采用Keller試劑(1 mL HF+1.5 mL HCl+2.5 mL HNO3+95 mL H2O)腐蝕后,采用S9E/D/I/SAPO型體視顯微鏡觀察宏觀形貌,采用DVM6型光學顯微鏡和JSM-6800型掃描電鏡(SEM)觀察顯微組織,并用掃描電鏡附帶的IE250X-Max50型能譜儀(EDS)對微區成分進行分析。采用Empyrean型銳影X射線衍射儀(XRD)對界面層的物相進行分析,采用銅鈀,Kɑ射線,電壓為40 kV,電流為40 mA,掃描范圍為20°~100°。采用Tukon 2500型全自動維氏硬度計測接頭不同位置的硬度,載荷為0.98 N,保載時間為10 s,測試間距為0.1 mm,測試位置如圖2(a)所示。以焊縫為中心垂直于焊縫方向截取如圖2(b)所示的拉伸試樣,按照GB/T 228.1—2010,在MTS-810型萬能拉伸試驗機上進行室溫拉伸試驗,拉伸前去除焊縫余高,拉伸速度為2 mm·min-1,測3組試樣取平均值。
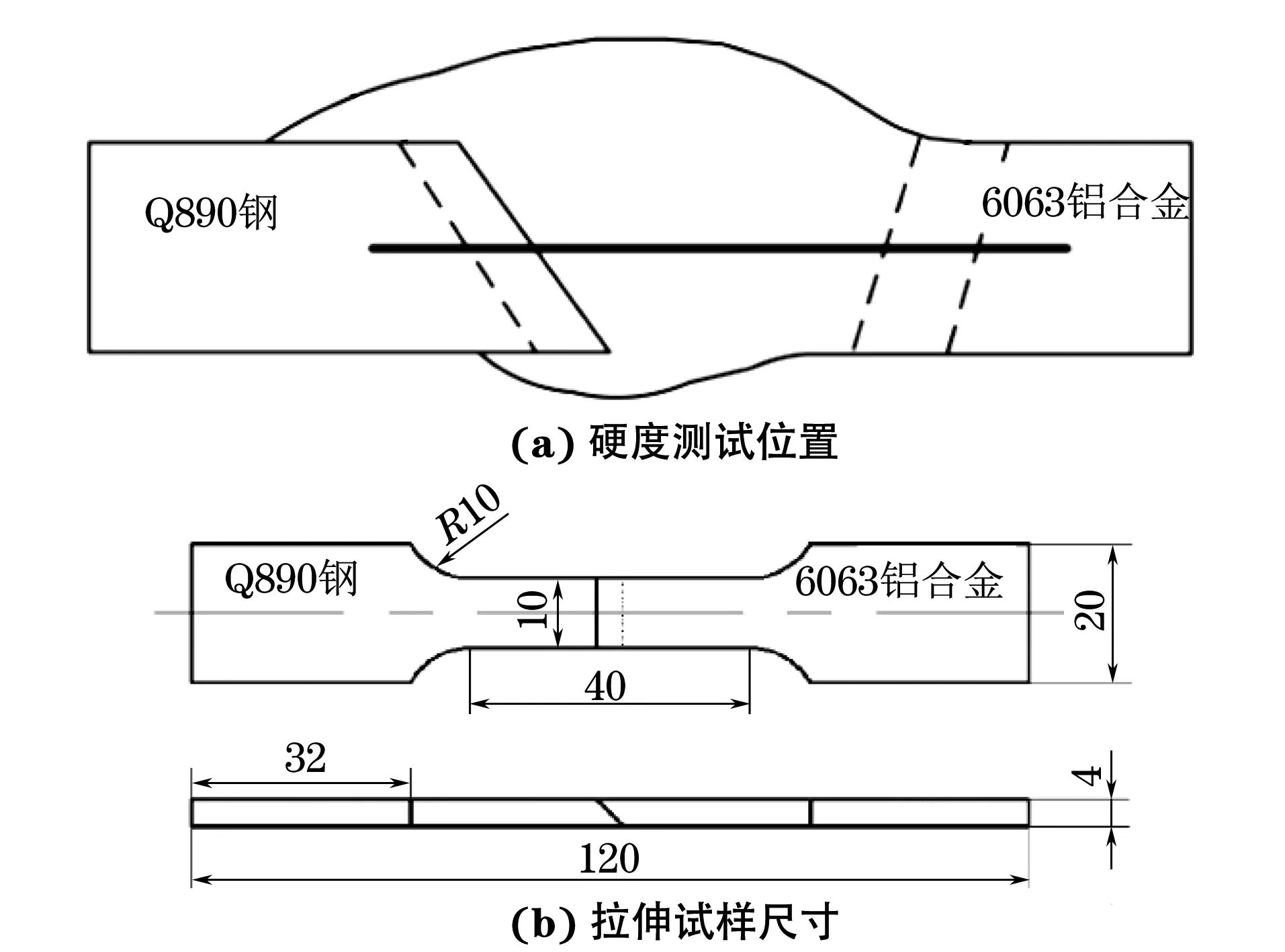
圖2 硬度測試位置示意和拉伸試樣的尺寸Fig.2 Hardness testing location diagram (a) and size of tensile specimen (b)

圖3 無Al-Cu合金片和有Al-Cu合金片焊接接頭的截面形貌Fig.3 Sectional morphology of welded joints without Al-Cu alloy sheet (a) and with Al-Cu alloy sheet (b)
2 試驗結果與討論
2.1 宏觀形貌
由圖3可見:鋼側坡口表面未添加Al-Cu合金片(以下簡稱無Al-Cu合金片)和添加Al-Cu合金片(以下簡稱有Al-Cu合金片)的焊接接頭均具有典型的熔釬焊特征,接頭中未出現焊接氣孔、夾渣或未熔合等缺陷,兩側母材與焊縫之間均存在明顯的熔合線;根據組織特征接頭可分為鋼側熱影響區(HAZ1)、界面層(IZ)、焊縫區(WZ)和鋁側熱影響區(HAZ2)。
2.2 顯微組織與物相組成
由圖4可以看出:鋼側坡口表面未添加Al-Cu合金片時,在焊接接頭Q890鋼側中部區域(區域A),鋼與焊縫之間存在由舌狀相和針狀相組成的厚度約18 μm的界面層,界面層中間還存在沿熔合線分布的微裂紋;在Q890鋼側中上部區域(區域B),界面層厚度減小至9 μm,且界面層中未見明顯裂紋缺陷,在焊接過程中,激光-MIG復合熱源直接作用在中部區域,造成該區域的焊接熱輸入較大,從而導致該區域的界面層厚度增大、裂紋敏感性增加[11]。焊縫區(區域C)組織由尺寸均勻的細小等軸狀α-Al固溶體組成,鋼側熱影響區(區域D)由貝氏體和珠光體組成,鋁側熱影響區(區域E)由晶粒粗大的α-Al固溶體組成。
由圖5可知:鋼側坡口表面添加Al-Cu合金片后,焊接接頭中Q890鋼側界面層主要由舌狀相和細小絮狀相組成,厚度約為9 μm,界面層中未發現微裂紋存在,與無Al-Cu合金片的鋼側界面層相比,添加Al-Cu合金片后鋼側界面層的裂紋敏感性降低,組織得到改善;焊縫區由細小的等軸狀α-Al固溶體組成,鋼側熱影響區由貝氏體和珠光體組成,鋁側熱影響區由晶粒粗大的α-Al固溶體組成,均與未添加Al-Cu合金片時的相同。
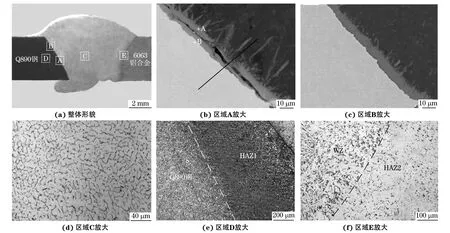
圖4 無Al-Cu合金片焊接接頭不同區域的顯微組織Fig.4 Microstructures of different regions in welded joint without Al-Cu alloy sheet: (a) overall morphology; (b) magnification of region A;(c) magnification of region B; (d) magnification of region C; (e) magnification of region D and (f) magnification of region E

圖5 有Al-Cu合金片焊接接頭不同區域的顯微組織Fig.5 Microstructures of different regions in welded joint with Al-Cu alloy sheet: (a) interface layer; (b) weld zone;(c) heat affected zone on steel side and (d) heat affected zone on aluminum side
對有Al-Cu合金片和無Al-Cu合金片的焊接接頭界面層進行元素線掃描,對界面層不同位置進行EDS分析,線掃描和EDS分析位置如圖4(b)和圖5(b)所示。由圖6(a)可以看出:無Al-Cu合金片的焊接接頭中由Q890鋼至焊縫區域的鋁、鎂元素含量呈上升趨勢,而鐵元素含量呈降低趨勢,可知Q890鋼與焊縫之間存在鋁、鎂和鐵元素的互擴散。結合Fe-Al二元相圖和表2的EDS分析結果可知,無Al-Cu合金片的焊接接頭中界面層的舌狀相和針狀相分別為Fe2Al5(位置A)和Fe4Al13(位置B)相,這些Fe-Al金屬間化合物屬于硬脆相,在外加應力或焊接殘余應力作用下容易萌生裂紋而成為接頭最薄弱區域[12]。由圖6(b)和表2可以看出:有Al-Cu合金片的焊接接頭中由Q890鋼至焊縫區域的鋁、鎂和鐵元素也存在互擴散;銅原子置換Fe4Al13相中的鐵原子形成(Fe,Cu)4Al13相,抑制了該相的生長而形成細小絮狀,同時置換Fe2Al5相中的鐵原子形成(Fe,Cu)2Al5相。銅元素的加入抑制了Fe-Al金屬間化合物的生長[13],從而減小了界面層厚度,同時銅原子的存在有助于抑制鐵原子向焊縫擴散,改善Fe-Al金屬間化合物的組織特征和硬脆性,從而降低裂紋敏感性。

圖6 無Al-Cu合金片和有Al-Cu合金片焊接接頭界面層的元素線掃描結果Fig.6 Element linear scanning results of interface layer in welded joint without (a) and with (b) Al-Cu alloy sheet

圖7 無Al-Cu合金片焊接接頭界面層和有Al-Cu合金片焊接接頭焊縫區的XRD譜Fig.7 XRD patterns of interface layer in welded joint without Al-Cu alloy sheet (a-b) and of weld zone in welded joint with Al-Cu alloy sheet (c): (a) interface layer near heat affected zone on steel side and (b) interface layer near weld on steel side
表2 圖4(b)和圖5(b)中不同位置的EDS分析結果(原子分數)
Table 2 EDS analysis results of different positions in Fig.4(b) and Fig.5(b) (atom)%

位置AlFeCuA76.5823.42B71.4228.58C76.7121.661.63D71.5927.291.12
由圖7可知:無Al-Cu合金片焊接接頭近鋼側熱影響區界面層的物相包括鐵、Fe2Al5和Fe4Al13相,近焊縫界面層的物相包括鋁、Fe4Al13和Fe2Al5相。結合EDS分析結果可知,無Al-Cu合金片焊接接頭界面層中近鋼側熱影響區的物相為Fe2Al5相,而近焊縫側為Fe4Al13相;有Al-Cu合金片焊接接頭焊縫區中除含有α-Al固溶體外,還存在因部分銅元素進入焊縫而形成的強化相Al2Cu。
2.3 力學性能
由圖8可知:無Al-Cu合金片和有Al-Cu合金片的焊接接頭的硬度分布均很不均勻,界面層的硬度均最高,分別為393,334 HV,這主要與靠近鋼側熱影響區界面層中出現了硬脆Fe-Al金屬間化合物有關[14];兩種焊接接頭中鋁側熱影響區的硬度均最低,這主要與該區域在焊接熱循環作用下形成了粗大的晶粒有關[15]。無Al-Cu合金片的焊接接頭中焊縫區平均硬度約為76 HV;鋼側熱影響區硬度分布不均勻,靠近界面層區域硬度相對較高,且在熱影響區中出現了硬度谷值(約252 HV),這可能與熱影響區軟化有關[16]。有Al-Cu合金片的焊接接頭中焊縫區的平均硬度約為81 HV,比無Al-Cu合金片的高約5 HV,這與焊縫區形成了強化相Al2Cu有關;鋼側熱影響區也同樣存在因軟化而出現的硬度谷值,這是因為Al-Cu合金片的加入并不會改變焊接熱輸入的大小[17]。
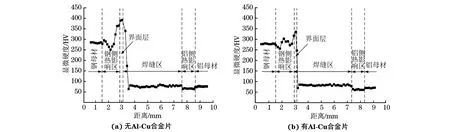
圖8 無Al-Cu合金片和有Al-Cu合金片焊接接頭的硬度分布曲線Fig.8 Hardness distribution curves of welded joints without (a) and with Al-Cu alloy sheet (b)

圖9 無Al-Cu合金片焊接接頭界面層的生長模型Fig.9 Growth model of interface layer of welded joint without Al-Cu alloy sheet: (1) 1st stage; (b) 2nd stage;(c) 3rd stage and (d) 4th stage
無Al-Cu合金片和有Al-Cu合金片的焊接接頭的拉伸斷裂位置均在界面層,平均抗拉強度分別為61,128 MPa。對比可知,添加Al-Cu合金片后焊接接頭的抗拉強度提高了109.8%,這主要與界面層中(Fe,Cu)4Al13相和(Fe,Cu)2Al5相的形成減小了界面層厚度,改善了界面層的組織結構,降低了裂紋敏感性有關。
2.4 分析與討論
無Al-Cu合金片和有Al-Cu合金片的焊接接頭在拉伸過程中均在界面層處斷裂,表明含有Fe-Al金屬間化合物的界面層是焊接接頭最薄弱的部位,因此有必要對其生長機制進行分析。由圖9可以看出:鋼側坡口表面未添加Al-Cu合金片時,在激光-MIG復合焊接過程的第1階段,鐵和鋁原子以不同速率向界面層擴散,但是鐵原子向鋁液中的擴散速率更快;在第2階段,鐵和鋁原子在界面層中達到一定濃度時相互反應并形成生長動力學系數較大的Fe2Al5相;在第3階段,Fe2Al5相在界面處形成連續的金屬間化合物層,在界面層的阻礙作用下,鐵和鋁原子的擴散速率減小,并在靠近液態焊縫側形成針狀Fe4Al13相,而在靠近鋼側熱影響區形成舌狀Fe2Al5相;在第4階段,鐵和鋁原子繼續擴散,導致靠近焊縫的Fe4Al13相呈粗大針狀,而靠近鋼側熱影響區的Fe2Al5相呈寬大舌狀,同時在界面層中形成了裂紋缺陷。
由圖10可以看出:鋼側坡口表面添加Al-Cu合金片后,在激光-MIG焊接過程的第1階段,鐵、鋁和銅原子同時以不同速率向界面層擴散,但由于鐵和銅原子具有相似的原子結構,因此銅原子對鐵原子的擴散具有抑制作用;在第2階段,在銅原子的抑制作用下,界面前沿鐵原子濃度比無Al-Cu合金片時的有所減小,并在近鋼側熱影響區的界面層中形成Fe2Al5相,而在近焊縫的界面層中形成Fe4Al13相;在第3階段,銅原子的加入抑制了具有擇優生長方向的Fe4Al13相的生長,同時阻礙了鐵原子向焊縫側的進一步擴散,此時近焊縫的界面層中Fe4Al13相主要呈絮狀而非粗大針狀,而近鋼側熱影響區界面層中Fe2Al5相因鋁原子擴散未受明顯影響而繼續長大呈舌狀;在第4階段,Fe-Al金屬間化合物表面不斷富集銅原子而發生元素置換,界面層中的Fe-Al金屬間化合物演變為(Fe,Cu)4Al13相和(Fe,Cu)2Al5相,從而改善了界面層中金屬間化合物的硬脆性,降低了裂紋敏感性,使得焊接接頭的拉伸性能得到顯著改善。
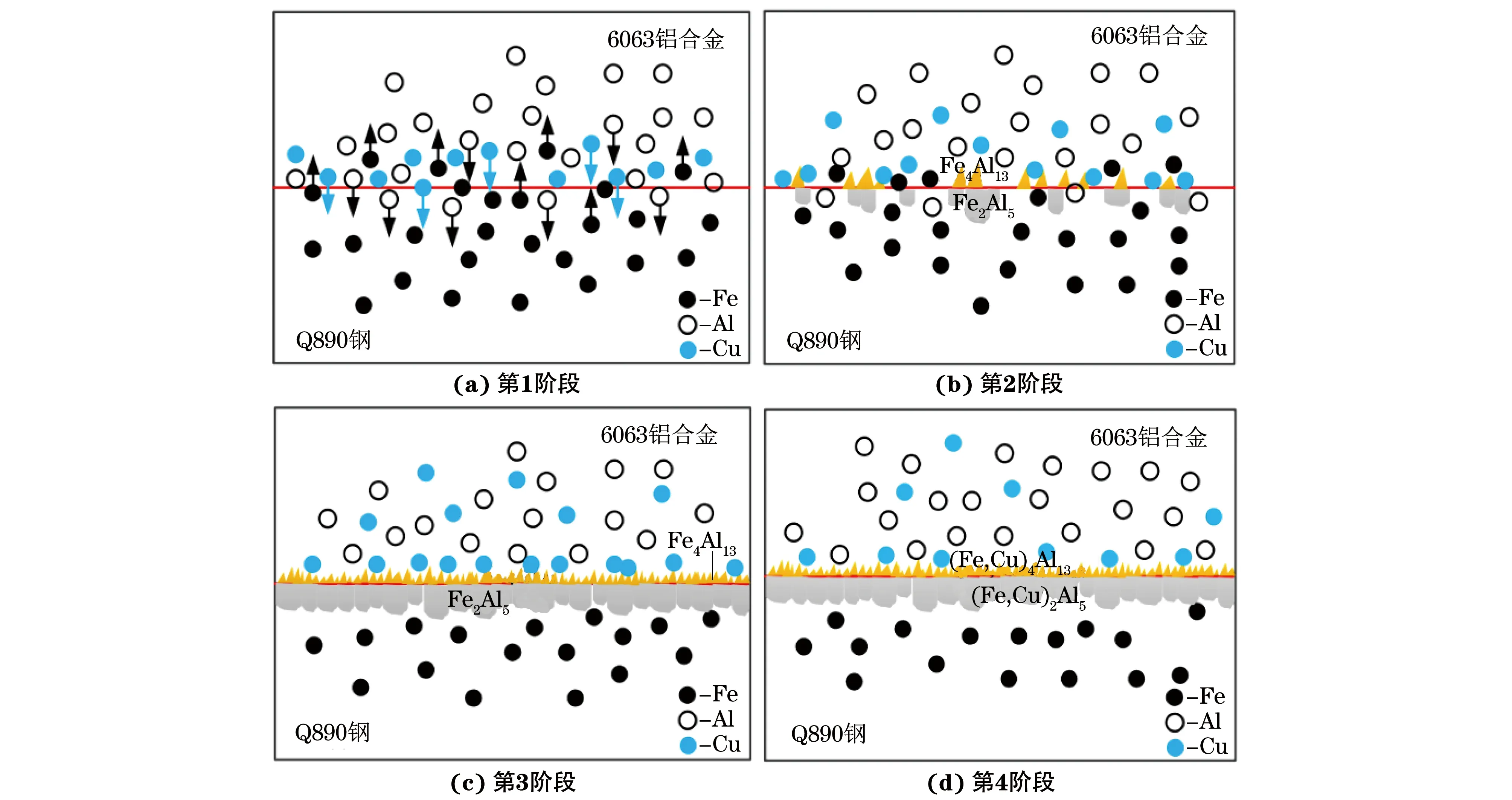
圖10 有Al-Cu合金片焊接接頭界面層的生長模型Fig.10 Growth model of interface layer of welded joint with Al-Cu alloy sheet: (1) 1st stage; (b) 2nd stage; (c) 3rd stage and (d) 4th stage
3 結 論
(1) 無Al-Cu合金片和有Al-Cu合金片的激光-MIG復合焊接頭均具有典型的熔釬焊特征,接頭中未出現焊接氣孔、夾渣或未熔合等缺陷,焊接接頭均由鋼側熱影響區、界面層、焊縫區和鋁側熱影響區組成;無Al-Cu合金片的焊接接頭界面層由舌狀相Fe2Al5和粗大針狀相Fe4Al13組成,厚度約為18 μm,界面層中存在微裂紋;有Al-Cu合金片的焊接接頭界面層由舌狀相(Fe,Cu)2Al5和細小絮狀相(Fe,Cu)4Al13組成,厚度約為9 μm,界面層中未見明顯微裂紋,焊縫區、鋼側熱影響區和鋁側熱影響區的組織與無Al-Cu合金片時的相似。
(2) 無Al-Cu合金片和有Al-Cu合金片的焊接接頭的硬度分布很不均勻,界面層的硬度最高,最高硬度分別為393,334 HV,且有Al-Cu合金片的焊接接頭焊縫區的平均硬度比無Al-Cu合金片的高約5 HV,這與焊縫區形成了強化相Al2Cu有關;無Al-Cu合金片和有Al-Cu合金片的焊接接頭均在界面層處斷裂,有Al-Cu合金片的焊接接頭的抗拉強度約為128 MPa,比無Al-Cu合金片的提高了109.8%,這主要與界面層中(Fe,Cu)4Al13相和(Fe,Cu)2Al5相的形成減小了界面層厚度,改善了界面層的組織結構,降低了裂紋敏感性有關。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
當代陜西(2020年13期)2020-08-24 08:22:02
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術與機床(2017年5期)2018-01-19 02:49:17
制造業自動化(2017年2期)2017-03-20 14:26:13
濰坊學院學報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04
設備管理與維修(2015年12期)2015-04-09 06:57:24
