基于紙滑托盤的卷煙成品高架庫出入庫系統(tǒng)改造
2020-04-01 08:08:02郭天文林郁曹琦
中國(guó)煙草學(xué)報(bào) 2020年1期
郭天文,林郁,曹琦
龍巖煙草工業(yè)有限責(zé)任公司,福建省龍巖市新羅區(qū)乘風(fēng)路1299號(hào) 364021
隨著煙草行業(yè)卷煙上水平工作的不斷深入,成品件煙配送的傳統(tǒng)物流運(yùn)作模式已難以適應(yīng)煙草物流發(fā)展的需要[1],整托盤聯(lián)運(yùn)是近年來煙草物流出現(xiàn)的一種新趨勢(shì)[2-3]。為適應(yīng)新形式下發(fā)展需要,國(guó)家煙草專賣局要求行業(yè)各單位切實(shí)推進(jìn)工商物流一體化進(jìn)程,大力開展工商卷煙托盤聯(lián)運(yùn)工作,打造高水平的行業(yè)供應(yīng)鏈物流[4]。
立體倉庫自動(dòng)化物流系統(tǒng)目前已在煙草行業(yè)得到普遍應(yīng)用[5],對(duì)于采用自動(dòng)化立體倉庫的工商雙方,是否匹配有完善的整托盤出入庫流程是決定工商聯(lián)運(yùn)能否有效運(yùn)行的重要保障[6]。盛佳綺等[7]采用安裝有RFID[8]芯片的標(biāo)準(zhǔn)塑料或木質(zhì)托盤,通過在托盤出庫裝車環(huán)節(jié)增加一號(hào)工程條碼信息進(jìn)行人工采集以及芯片寫入方式,與全國(guó)多個(gè)地市商業(yè)公司開展整托盤聯(lián)運(yùn),取得了一定效果。這種運(yùn)作方式雖然可以實(shí)現(xiàn)條碼信息共享,減少件煙在裝卸過程中的損耗,提高商業(yè)入庫效率,但也存在工業(yè)出庫效率低、運(yùn)輸車輛裝載率低、托盤標(biāo)準(zhǔn)難統(tǒng)一、托盤回收成本高等問題,影響工商間托盤聯(lián)運(yùn)的運(yùn)行效果[9]。
紙滑托盤是以薄紙板為基材經(jīng)制板設(shè)備層合而成,在兩條相鄰邊上設(shè)有翼板的平板[10]。紙板在相鄰翼板的交匯處設(shè)有一個(gè)45°的角切口,并在翼板與平板相連方向上壓制劃線以使兩翼板略微上翹,便于帶推拉器叉車夾取。紙滑托盤正反兩面的磨擦系數(shù)不同,其中接觸件煙的正面相對(duì)粗糙防滑,接觸木質(zhì)或塑料托盤的反面則相對(duì)光滑,通過兩者的系數(shù)差實(shí)現(xiàn)托盤化裝卸搬運(yùn)。紙滑托盤為二向進(jìn)叉單面使用,適合箱裝、硬紙盒裝等包裝物品的托盤單元機(jī)械化裝卸、搬運(yùn)和集裝運(yùn)輸?shù)任锪髯鳂I(yè),具有輕便、耐用、稱重強(qiáng)度大等優(yōu)點(diǎn)[9]。為在卷煙工商之間快速開展卷煙成品整托盤聯(lián)運(yùn),利用紙滑托盤質(zhì)量輕、體積小、造價(jià)低、兼容性強(qiáng)、搬運(yùn)效率和車輛裝載率高、回收成本低等優(yōu)勢(shì),以煙草工業(yè)現(xiàn)有成品高架庫自動(dòng)化物流系統(tǒng)為對(duì)象,新增一號(hào)工程條碼采集、組垛以及條碼數(shù)據(jù)上報(bào)等功能,改造原有的成品自動(dòng)化物流系統(tǒng)的出入庫流程,構(gòu)建了一套新的基于紙滑托盤的卷煙成品高架庫出入庫系統(tǒng),以期提高卷煙整托盤工商聯(lián)運(yùn)效率。
1 系統(tǒng)結(jié)構(gòu)
基于紙滑托盤卷煙成品高架庫出入庫系統(tǒng)主要是在傳統(tǒng)木質(zhì)或塑料托盤上放置一個(gè)紙滑托盤進(jìn)而形成一個(gè)新的組合托盤(以下簡(jiǎn)稱帶紙托盤),并將帶紙托盤作為成品件煙出入高架庫的容器介質(zhì)。該組合托盤可利用帶推拉器叉車便捷的實(shí)現(xiàn)所有件煙與傳統(tǒng)托盤的一次性分離,降低人工勞動(dòng)強(qiáng)度、減少重復(fù)堆碼和重復(fù)搬運(yùn)等無效勞動(dòng),提高件煙的裝卸以及搬運(yùn)效率;以紙滑托盤單元為作業(yè)單位,成品卷煙的數(shù)量規(guī)整、清點(diǎn)快速,差錯(cuò)減少,提高工商交接物流的快速性,減少了由于人工搬運(yùn)產(chǎn)生的疲勞或單件掃描操作差錯(cuò)查找而導(dǎo)致的貨物損傷。通過紙滑托盤單元的標(biāo)準(zhǔn)化、規(guī)格化,進(jìn)而推動(dòng)運(yùn)輸、搬運(yùn)和倉儲(chǔ)設(shè)備的標(biāo)準(zhǔn)化,能使卷煙物流系統(tǒng)各環(huán)節(jié)設(shè)備規(guī)格協(xié)調(diào),便于銜接,大大提高全系統(tǒng)的作業(yè)效率。如圖1 所示,紙滑托盤以紗管紙和高密度牛卡紙為基材,使用適合煙草行業(yè)要求的粘合劑粘合、壓制而成,厚度1.2 mm,尺寸為1250 mm×1000 mm,采用單邊翼板,在長(zhǎng)邊上設(shè)有10 mm 的翼邊,RFID 芯片[11]安裝在紙滑托盤的中心位置且與翼邊垂直,用于存儲(chǔ)帶紙托盤上每件煙對(duì)應(yīng)的一號(hào)工程條碼信息。
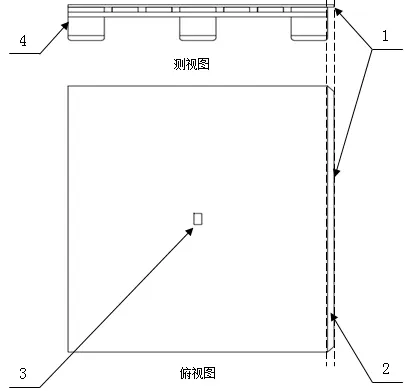
圖1 帶紙托盤示意圖Fig. 1 Diagram of paper sliding tray
實(shí)際使用時(shí),紙滑托實(shí)際效果如圖2所示:
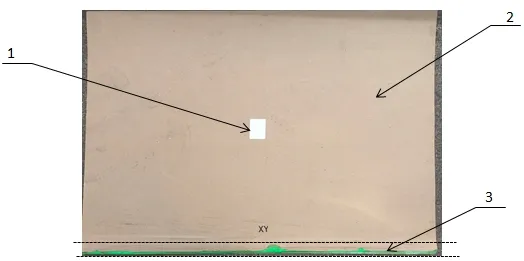
圖2 紙滑托實(shí)際效果圖Fig.2 Actual diagram of paper sliding tray
將紙滑托盤放置在木托盤上形成帶紙托盤,實(shí)際效果如圖3 所示:
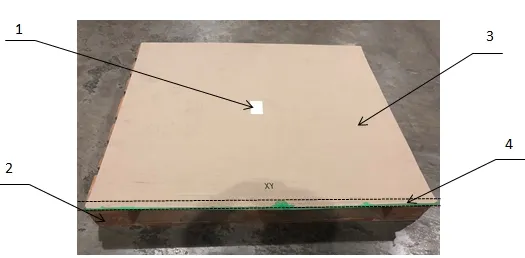
圖3 實(shí)際帶紙托盤實(shí)際效果圖Fig. 3 Actual diagram of traditional tray with paper sliding tray
本系統(tǒng)包括三個(gè)子系統(tǒng),即原自動(dòng)化物流系統(tǒng)、掃碼組垛子系統(tǒng)以及工業(yè)企業(yè)卷煙銷售出廠掃碼子系統(tǒng),件煙從車間生產(chǎn)機(jī)器人自動(dòng)碼垛入庫、高架庫倉儲(chǔ)、成品調(diào)撥出庫、工商之間運(yùn)輸整個(gè)過程均采用紙滑托盤存放,系統(tǒng)結(jié)構(gòu)見圖4。其中,自動(dòng)化物流系統(tǒng)包括WMS(倉儲(chǔ)管理系統(tǒng))和WCS(倉庫控制系統(tǒng))子系統(tǒng)。WMS 負(fù)責(zé)倉儲(chǔ)業(yè)務(wù)邏輯,例如托盤出入庫以及庫存控制等處理[12];WCS 負(fù)責(zé)將WMS 產(chǎn)生的出入庫任務(wù)下發(fā)給堆垛機(jī)、穿梭車等設(shè)備執(zhí)行,同時(shí)監(jiān)控設(shè)備運(yùn)行狀態(tài)并向WMS 反饋任務(wù)執(zhí)行狀態(tài)[13]。自動(dòng)化物流系統(tǒng)無需針對(duì)紙滑托盤重構(gòu)設(shè)備布局,主要在現(xiàn)有物流軟件業(yè)務(wù)流程的基礎(chǔ)上對(duì)軟件系統(tǒng)局部性升級(jí)優(yōu)化,改造主要包括實(shí)現(xiàn)帶紙空托盤出庫自動(dòng)供應(yīng),實(shí)托盤的出庫入庫任務(wù)申請(qǐng)、入庫貨位分配并執(zhí)行,以及與掃碼組垛子系統(tǒng)的采集的一號(hào)工程條碼驗(yàn)證、控制校驗(yàn)異常托盤自動(dòng)剔除等。掃碼組垛子系統(tǒng)首先實(shí)現(xiàn)紙滑托盤在件煙碼垛前檢測(cè)RFID 標(biāo)簽的有效性,清除芯片內(nèi)的殘留信息;同時(shí)實(shí)現(xiàn)件煙分揀通道上的每一件煙的一號(hào)工程條碼信息采集,以托盤件煙數(shù)量為依據(jù)將同樣數(shù)量的一號(hào)工程條碼信息一次性寫入到RFID 芯片中。工業(yè)企業(yè)卷煙銷售出廠掃碼系統(tǒng)改造實(shí)現(xiàn)紙滑托盤裝車前RFID 芯片信息的一次性讀取、校驗(yàn)及上報(bào)。自動(dòng)化物流系統(tǒng)與掃碼組垛子系統(tǒng)通過OPC 接口方式實(shí)現(xiàn)托盤聯(lián)動(dòng)控制,即帶紙托盤入庫或剔除,同時(shí)通過出廠掃碼系統(tǒng)掃描紙滑托盤中的RFID 標(biāo)簽并獲取一號(hào)工程條碼信息,實(shí)現(xiàn)紙滑托盤在裝車前的芯片信息采集及上報(bào)。
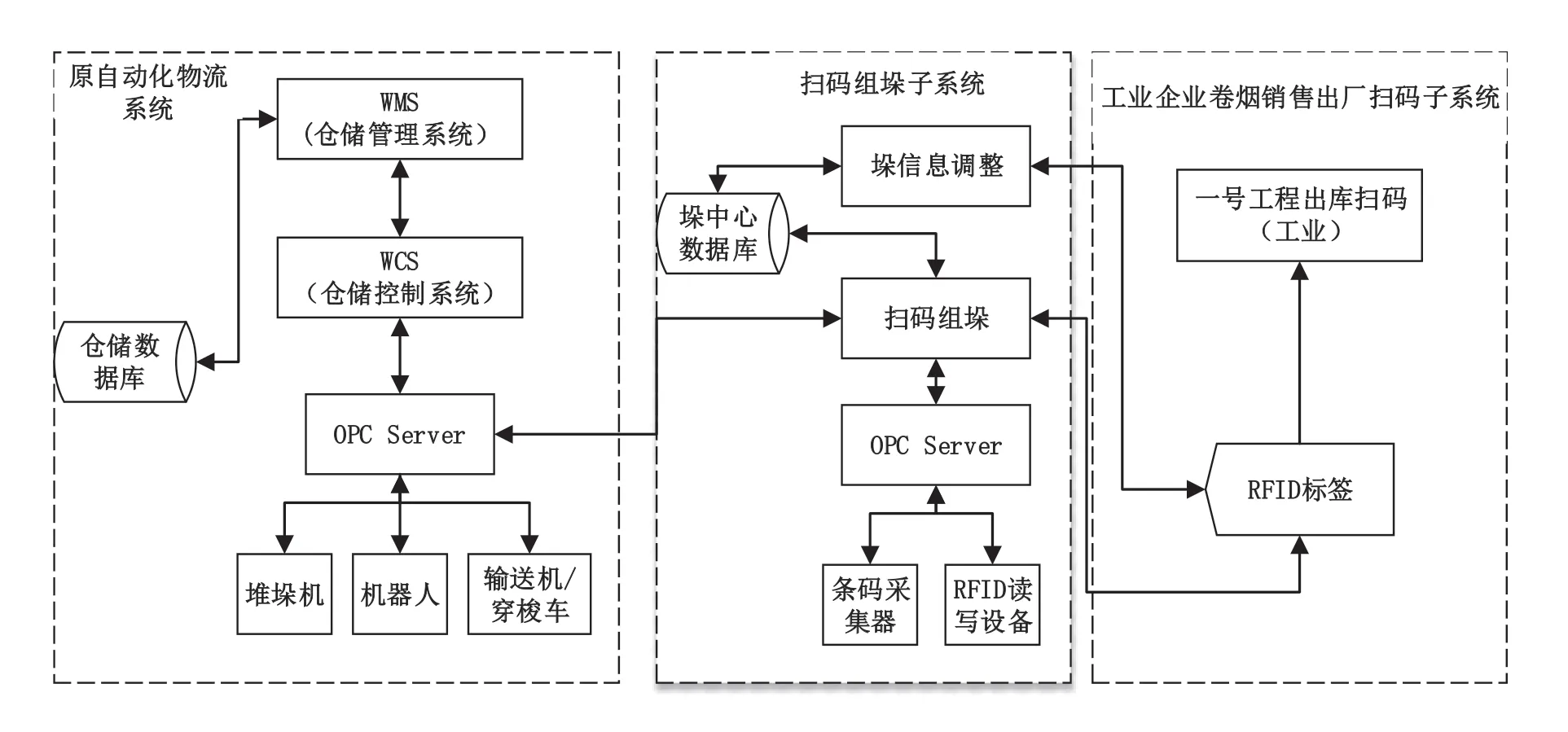
圖4 卷煙進(jìn)出庫系統(tǒng)結(jié)構(gòu)圖Fig. 4 Structure diagram of information system of finished cigarette products coming in and out of the elevated warehouse
2 業(yè)務(wù)流程設(shè)計(jì)
2.1 紙滑托盤初始化流程
在入庫件煙碼垛前,需要將單個(gè)紙滑托盤放置在傳統(tǒng)空托盤上形成帶紙托盤,處理方式有兩種:①傳統(tǒng)空托盤組補(bǔ)充出庫到拆垛站臺(tái),被拆分成單個(gè)空托盤進(jìn)入碼垛站臺(tái)前,采用機(jī)械臂或人工方式將單個(gè)紙滑托盤放置在傳統(tǒng)托盤上。②傳統(tǒng)空托盤回收時(shí),采用機(jī)械臂或人工方式將紙滑托盤與傳統(tǒng)托盤按比例1 : 1 上下疊放,形成帶紙空托盤組入庫到高架庫;帶紙滑托盤的空托盤組出庫到拆垛站臺(tái)時(shí),利用空托盤組拆垛設(shè)備按一個(gè)傳統(tǒng)托盤附帶一個(gè)紙滑托盤方式自動(dòng)拆分。由于紙滑托盤可重復(fù)使用,為減少RFID 標(biāo)簽故障以及標(biāo)簽信息殘留影響后續(xù)入庫效率,在帶紙托盤到達(dá)機(jī)器人自動(dòng)碼垛站臺(tái)前,需要設(shè)置紙滑托盤初始化檢測(cè)站臺(tái),以檢測(cè)標(biāo)簽的有效性并對(duì)標(biāo)簽殘留信息進(jìn)行刪除,同時(shí)根據(jù)初始化結(jié)果報(bào)警提醒人工干預(yù)處理,只有初始化成功的帶紙托盤才能輸送到各機(jī)器人碼垛站臺(tái)上。初始化流程見圖5。
2.2 掃碼組垛流程
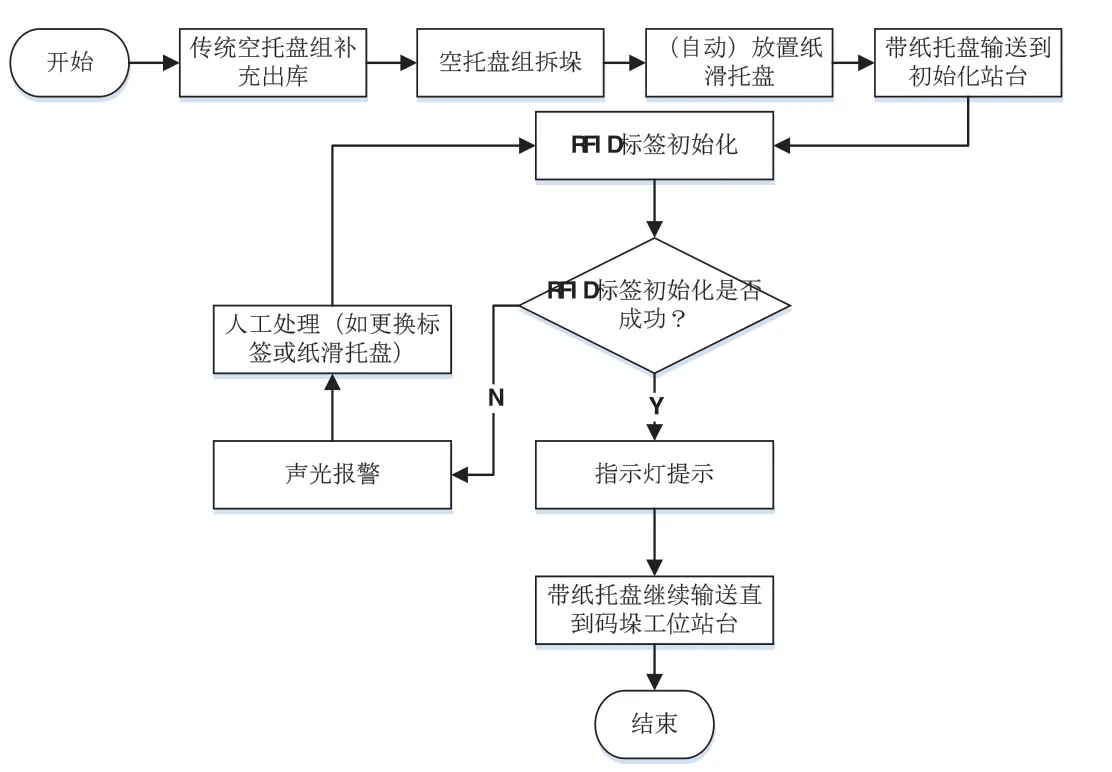
圖5 紙滑托盤初始化流程圖Fig. 5 Initialization process flow of paper sliding tray
掃碼組垛子系統(tǒng)主要實(shí)現(xiàn)將從各個(gè)分揀通道上采集的一號(hào)工程條碼信息,以托盤實(shí)際件煙數(shù)量為依據(jù),將對(duì)應(yīng)的一號(hào)工程條碼信息寫入到帶紙托盤上的RFID 芯片中,功能包括條碼信息自動(dòng)采集、條碼自動(dòng)組垛、垛條碼信息自動(dòng)獲取以及RFID 標(biāo)簽信息自動(dòng)寫入。為確保采集條碼信息的準(zhǔn)確性,系統(tǒng)在每一個(gè)機(jī)器人碼垛分揀通道上方,分別安裝有一號(hào)工程條碼掃描器和聲光報(bào)警器,用于采集通道件煙條碼信息以及異常報(bào)警。當(dāng)帶紙托盤碼垛結(jié)束時(shí),系統(tǒng)從采集的條碼隊(duì)列中連續(xù)取出等于當(dāng)前托盤件煙載量的一號(hào)工程條碼信息,組成一個(gè)數(shù)據(jù)集單元即條碼自動(dòng)組垛,同時(shí)將數(shù)據(jù)集單元存儲(chǔ)在垛數(shù)據(jù)中心以便條碼追溯使用;在機(jī)器人碼垛站臺(tái)與入庫申請(qǐng)站臺(tái)之間設(shè)置RFID 標(biāo)簽讀寫站臺(tái),當(dāng)帶紙托盤到達(dá)該站臺(tái)時(shí)對(duì)RFID 標(biāo)簽信息進(jìn)行校驗(yàn),校驗(yàn)失敗則由物流系統(tǒng)下令剔除,否則將當(dāng)前托盤上的條碼信息寫入RFID 標(biāo)簽中。掃碼組垛流程見圖6。
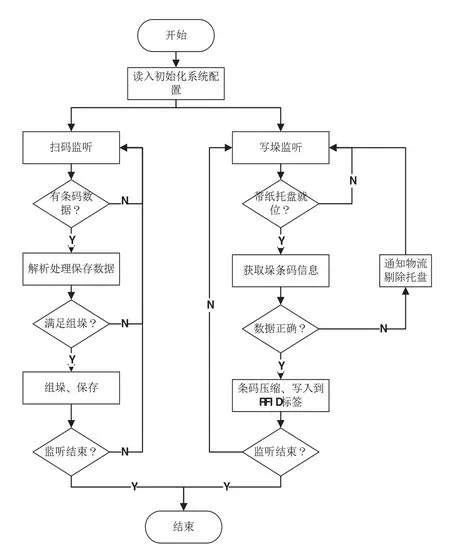
圖6 掃碼組垛流程圖Fig. 6 Barcode-scanning and stacking process flow chart
RFID 標(biāo)簽信息校驗(yàn)包括:①無效條碼,掃描器誤觸發(fā)、掃到損壞的條碼等;②重復(fù)條碼,條碼粘貼重復(fù)或件煙重復(fù)掃描等;③漏掃,掃描器觸發(fā)失敗或人工加煙時(shí)未使件煙重新過掃描器等;④錯(cuò)誤條碼,通道混牌等。
此外,掃碼組垛子系統(tǒng)還具有以下功能:①通道啟停控制,控制分揀通道選擇傳統(tǒng)托盤或紙滑托盤生產(chǎn)模式。②垛條碼信息調(diào)整,對(duì)寫入失敗或有未識(shí)別條碼等,重新人工掃碼、人工條碼組垛和芯片寫入,調(diào)整方式包括RFID 手持終端采集讀寫、RFID 移動(dòng)小車采集讀寫、直接從垛數(shù)據(jù)中心獲取組垛信息等。③配置管理,對(duì)用戶、掃碼設(shè)備和RFID 標(biāo)簽讀寫器進(jìn)行管理。④統(tǒng)計(jì)查詢,對(duì)各車間、分揀通道的掃碼信息,組垛信息,未識(shí)別條碼數(shù),芯片寫入失敗信息等進(jìn)行統(tǒng)計(jì)。
2.3 入庫流程
將常規(guī)成品件煙自動(dòng)入庫流程與新增的掃碼組垛流程相互融合后搭建新的入庫模式,實(shí)現(xiàn)條碼信息的采集、存儲(chǔ)、準(zhǔn)確校驗(yàn)以及讀寫控制,入庫流程見圖7。為避免出現(xiàn)芯片校驗(yàn)異常,在設(shè)計(jì)中采用了以下處理方式:
(1)采用兩套數(shù)采設(shè)備同時(shí)對(duì)件煙一號(hào)工程條碼信息進(jìn)行采集,一套是設(shè)置在物流主通道上的條碼掃描器,該設(shè)備既可作為成品件煙分揀的牌號(hào)識(shí)別器,也可記錄一號(hào)工程條碼信息;另一套是設(shè)置在分揀通道上的條碼掃描器,對(duì)進(jìn)入分揀通道的件煙一號(hào)工程條碼信息進(jìn)行采集。
(2)采用多種條碼校驗(yàn)機(jī)制,掃碼組垛子系統(tǒng)內(nèi)部采集的條碼需要驗(yàn)證通過,同時(shí)要求兩套采集器采集的條碼信息必須嚴(yán)格一致,否則禁止入庫。
(3)采用靈活的異常流程處理機(jī)制,當(dāng)條碼信息校驗(yàn)異常或芯片無法正常讀寫時(shí),系統(tǒng)通過聲光、LED 等方式報(bào)警,同時(shí)將托盤自動(dòng)剔除到異常整理站臺(tái),通過垛條碼信息調(diào)整功能重新采集并更新芯片信息,或?qū)⒓煼胖迷谖锪髦魍ǖ郎现匦聮叽a分揀入庫。
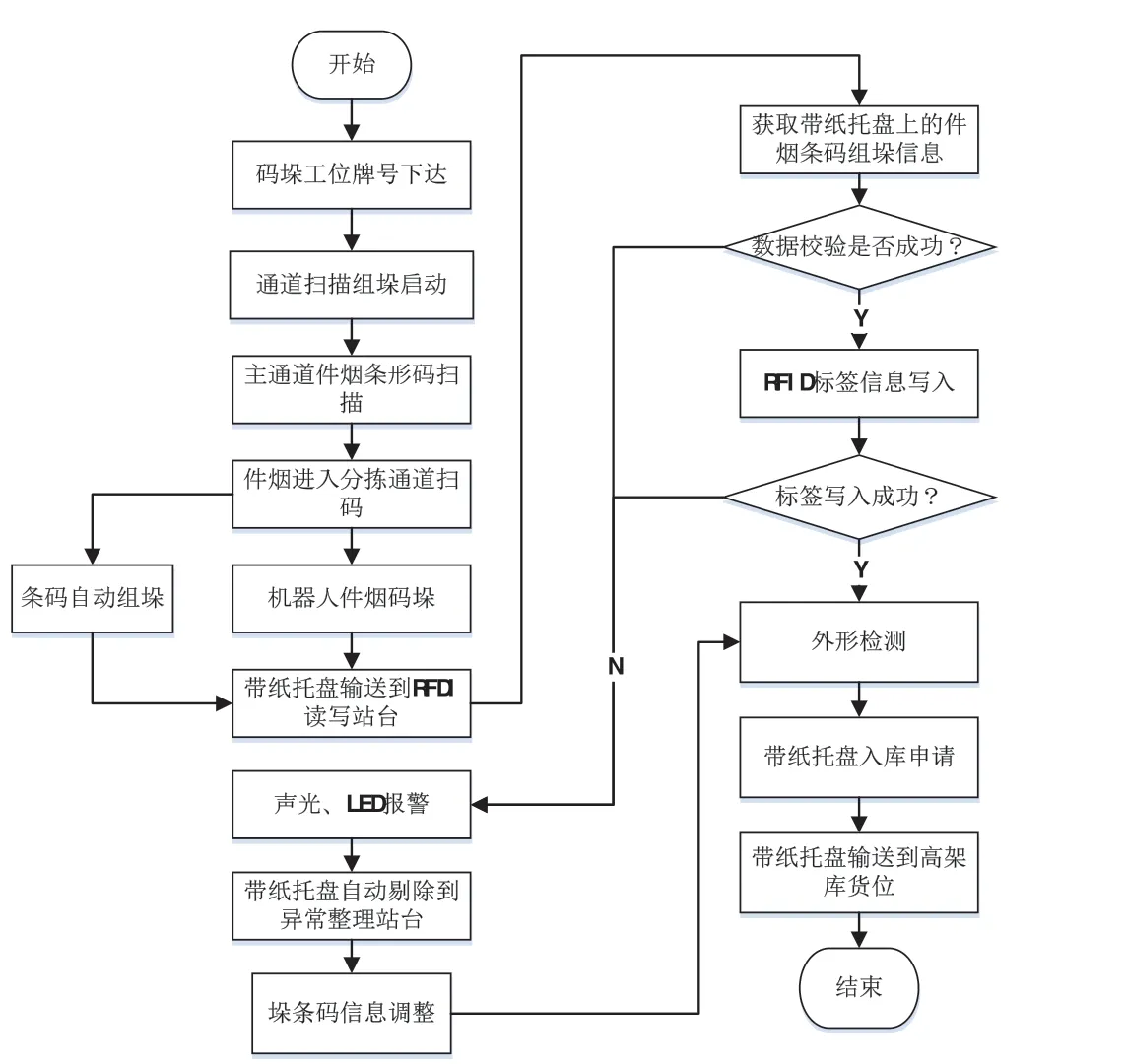
圖7 卷煙入庫流程圖Fig. 7 Process flow chart of cigarette entering storage
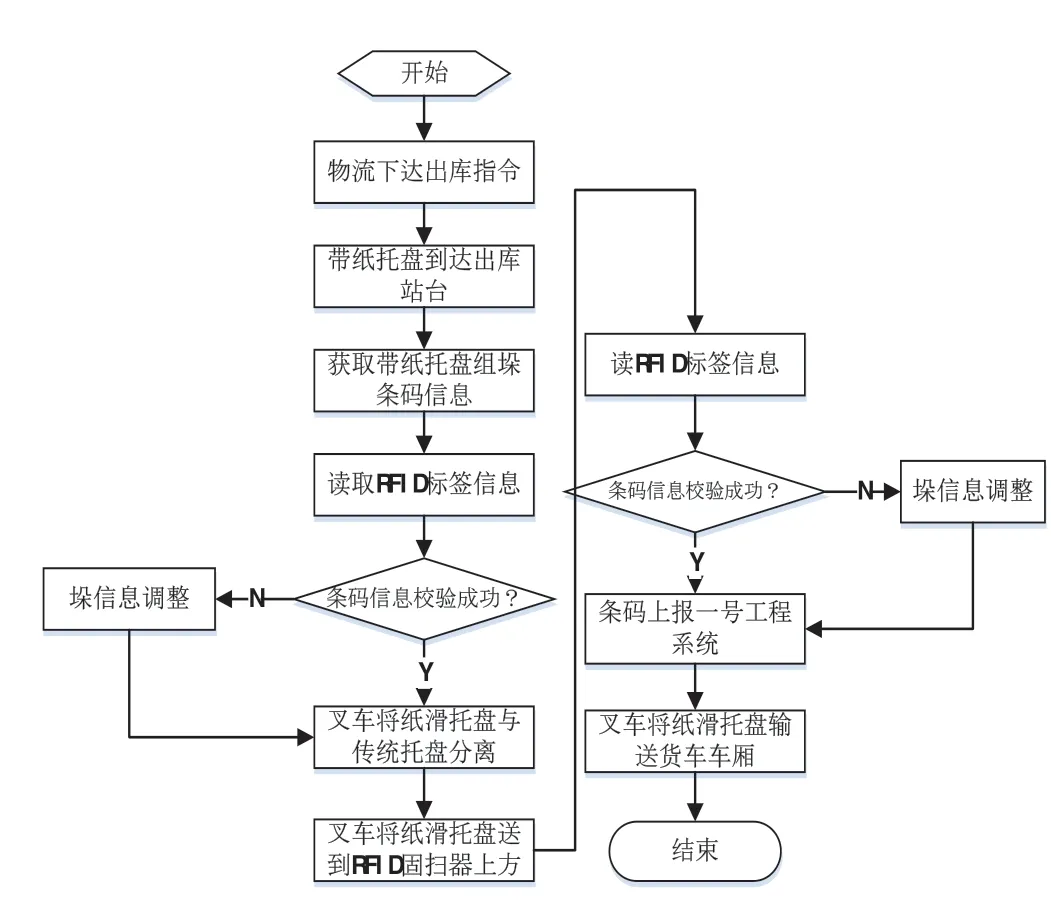
圖8 卷煙出庫流程圖Fig. 8 Process flow chart of cigarette exiting storage
3 應(yīng)用效果
3.1 試驗(yàn)設(shè)計(jì)
以龍巖煙草工業(yè)有限責(zé)任公司一二區(qū)兩個(gè)成品高架庫為例,對(duì)以RFID 信息為載體的紙滑托盤自動(dòng)化出入庫系統(tǒng)進(jìn)行測(cè)試。圖9 為二區(qū)成品高架庫布局,該系統(tǒng)從A 處接收來自卷包裝封箱成品件煙,包括2臺(tái)自動(dòng)碼垛機(jī)器人,6 個(gè)碼垛站臺(tái),6 條分揀通道,1條主通道,1 個(gè)人工入庫站臺(tái),1 個(gè)空托盤組入庫站臺(tái),1 個(gè)異常整理站臺(tái)以及1 個(gè)出庫站臺(tái);現(xiàn)有立庫單個(gè)貨位最多存放24 件,同時(shí)運(yùn)輸車輛采用9.6 m 標(biāo)準(zhǔn)車以及16.5 m 拖頭車,車廂高度2.9 米左右,車廂內(nèi)紙滑托盤采用橫向二層疊高方式堆放,剛好可以上下兩層各疊放24 件煙,剩余10 cm 左右的空間剛好留給叉車作業(yè)使用,所以整托盤最大載量設(shè)為24 件(共3 層,頂層4 件,其他兩層各10 件)。
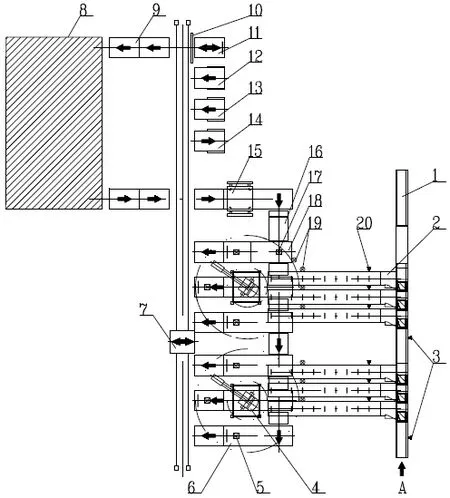
圖9 高架庫布局圖Fig. 9 Layout of elevated warehouse
3.2 數(shù)據(jù)分析
由表1 可見,與傳統(tǒng)的整托盤聯(lián)運(yùn)方式相比,采用紙滑托盤出入庫系統(tǒng)的裝卸人數(shù)、裝卸時(shí)間分別降低60%和25%,裝載率和單托盤條碼上報(bào)時(shí)間分別提高40%和90%。由于紙滑托盤質(zhì)量輕、體積小、造價(jià)低、兼容性強(qiáng),存儲(chǔ)空間僅為傳統(tǒng)托盤的1/50,改進(jìn)后托盤回收成本降低77%以上,有效解決了托盤標(biāo)準(zhǔn)不統(tǒng)一、流轉(zhuǎn)管理困難等問題。經(jīng)統(tǒng)計(jì),改進(jìn)后系統(tǒng)出入庫能力達(dá)到120 托盤/h,與傳統(tǒng)托盤出入庫能力125 托盤/h 相比,出入庫效率基本一致,能夠滿足物流企業(yè)正常生產(chǎn)要求。

表1 改進(jìn)前后比較Tab. 1 Comparison before and after improvement
4 結(jié)論
紙滑托盤聯(lián)運(yùn)是優(yōu)化卷煙工商一體化供應(yīng)鏈、提升客戶服務(wù)水平的重要舉措,有效解決了傳統(tǒng)托盤聯(lián)運(yùn)方式效率低、成本高等問題,符合煙草行業(yè)關(guān)于工商物流協(xié)同發(fā)展要求。以龍巖煙草工業(yè)有限責(zé)任公司兩個(gè)成品高架庫為例進(jìn)行測(cè)試,結(jié)果表明:與傳統(tǒng)整托盤聯(lián)運(yùn)方式相比,基于紙滑托盤出入庫系統(tǒng)的裝卸人數(shù)、裝卸時(shí)間分別降低60%和25%,裝載率和單托盤條碼上報(bào)時(shí)間分別提高40%和90%;存儲(chǔ)空間僅為傳統(tǒng)托盤的1/50,回收成本降低77%以上;件煙損壞率下降96%;單箱運(yùn)輸費(fèi)用下降37%,托盤存儲(chǔ)占用面積下降99%;出入庫能力為120 托盤/h,能夠滿足企業(yè)正常生產(chǎn)和發(fā)貨需求,基本實(shí)現(xiàn)了福建省內(nèi)以及省外部分紙滑托盤工商聯(lián)運(yùn)業(yè)務(wù),提升了煙草物流配送自動(dòng)化水平,推進(jìn)了工商物流一體化進(jìn)程。
紙滑托整托盤聯(lián)運(yùn)在煙草行業(yè)推廣過程中主要存在兩個(gè)問題,一是紙滑托盤盤高架庫入庫成功率問題,另一個(gè)是紙滑托盤RFID 芯片抗干擾問題。前者可能由于RFID 芯片的安裝位置、方向、RFID 天線安裝位置、紙滑托件煙碼垛前在高架庫內(nèi)運(yùn)輸過程中位置跑偏、脫落,一號(hào)工程條碼采集校驗(yàn)失敗等導(dǎo)致的紙滑托盤入庫失敗,降低高架庫的綜合入庫效率,同時(shí)可能造成庫內(nèi)紙滑托盤庫存數(shù)量不足,影響紙滑托盤調(diào)撥。后者由于紙滑托盤從工業(yè)高架庫出庫,運(yùn)輸?shù)缴虡I(yè)公司這一過程中,紙滑托盤上的件煙可能發(fā)生位移,導(dǎo)致件煙壓到RFID 芯片,而件煙上的鋁箔紙將會(huì)嚴(yán)重降低RFID 芯片的讀寫成功率,影響商業(yè)出入庫效率。針對(duì)以上兩個(gè)問題的研究,尋找恰當(dāng)?shù)慕鉀Q方案,將是紙滑托整托盤聯(lián)運(yùn)在行業(yè)推廣過程中重要的努力方向。
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測(cè)繪(2020年12期)2020-12-29 01:33:58
物流技術(shù)與應(yīng)用(2019年8期)2019-09-04 03:29:56
汽車觀察(2018年12期)2018-12-26 01:05:44
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
中華手工(2017年2期)2017-06-06 23:00:31
現(xiàn)代企業(yè)(2015年2期)2015-02-28 18:45:09
中外會(huì)展(2014年4期)2014-11-27 07:46:46
商界(2014年12期)2014-04-29 00:44:03
