一種魯棒的線紋尺圖像刻線提取算法研究
2020-04-10 13:28:56張曉磊孫鵬孫鐿瑋鄒志
計測技術 2020年1期
張曉磊,孫鵬,孫鐿瑋,鄒志
(1.中車青島四方機車車輛股份有限公司計量理化檢測中心,山東 青島266109;2.航空工業北京長城計量測試技術研究所,北京100095)
0 引言
線紋尺圖像自動化檢定方法中,刻線識別是關鍵技術,以鋼卷尺[1]為例,對于表面較為光潔嶄新的鋼卷尺,采用常規的圖像二值化[2]與邊緣檢測算法[3]就可以得到每條刻線的中心位置,但由于不同生產廠家采用不同的加工印刷工藝,導致鋼卷尺的基體材質、印刷方式都有所不同,使得不同鋼卷尺在相同的光照與拍攝條件下會呈現出不同的表面明暗對比;同時,由于使用環境、使用時間不同,尺帶表面會出現各種污點與銹斑。以上因素都對鋼卷尺圖像的自動檢測提出了挑戰[4-6],為保證鋼卷尺圖像的自動檢測識別的準確性,本文提出了一種基于Gabor變換[7]的鋼卷尺圖像刻線提取方法,該方法可自動識別破損和有銹斑的刻線,有效提高系統的檢測準確度和魯棒性。
1 線紋尺檢測算法設計
線紋尺刻線的尺寸與分布具有特殊性,刻線具有同樣的寬度與標準一致的空間分布頻率,且刻線方向嚴格一致,可采用對頻率與方向敏感的Gabor變換,降低光照不均勻、字符、銹斑、污損等對刻線初步位置提取的不利影響,達到初步定位出每根刻線位置的目的,并利用初步定位位置,進行刻線位置的精確計算。
線紋尺檢測算法流程如圖1所示。利用Gabor濾波器得到的濾波圖像的水平線上的灰度峰值中心,即刻線中心所在的近似位置。利用此近似位置可以在刻線中心固定寬度內,提取圖像感興趣區域,對刻線中心進行進一步的高準確度計算。計算可采用邊緣檢測算法提取每根刻線的雙邊緣,然后計算雙邊緣各自所在的直線位置,再計算得到這兩條直線的中心位置,作為刻線中心。對兩側邊緣進行直線擬合時采用RANSAC[8]算法。
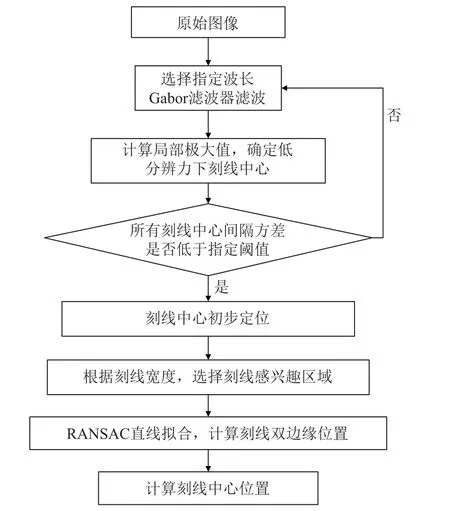
圖1 算法結構框圖
2 指定頻率的空域頻域去噪方法及其實現
Gabor濾波器是一種同時保留空域與頻域信息的濾波器,可在頻域與空域最大程度地減小測量不確定度[9],同時可對任意方向與任意頻率的信號進行濾波。Gabor濾波器的實現方式是引入Gabor核函數,有

其中,g(x,y;λθ,ψ,σ,γ)的實數部分為

虛數部分為

且

式中:x和y為該濾波器的像素坐標;λ為濾波的波長;θ為濾波器的傾斜角度,水平方向為0°,豎直方向為90°;ψ為相位偏移量,可以用來表征濾波器中心點的相位;σ為調制三角函數的高斯函數的標準偏差,可以用來表征濾波器的作用區域尺寸;γ為Gabor核函數圖像的長寬比,當γ=1時,Gabor核函數有效作用域為圓形[10]。
實際操作時可根據實際視野進行適當調整。由于只關心水平方向分布的刻線,因此可將濾波器在豎直方向上進行壓縮,以減少計算量。圖2是傾斜角、波長分別為0°和15像素、0°和30像素、45°和30像素的Gabor濾波器,其長寬比γ=1。采用設計好參數的濾波器進行圖像處理,可對圖像噪聲、圖像光照不均勻有較好處理效果。
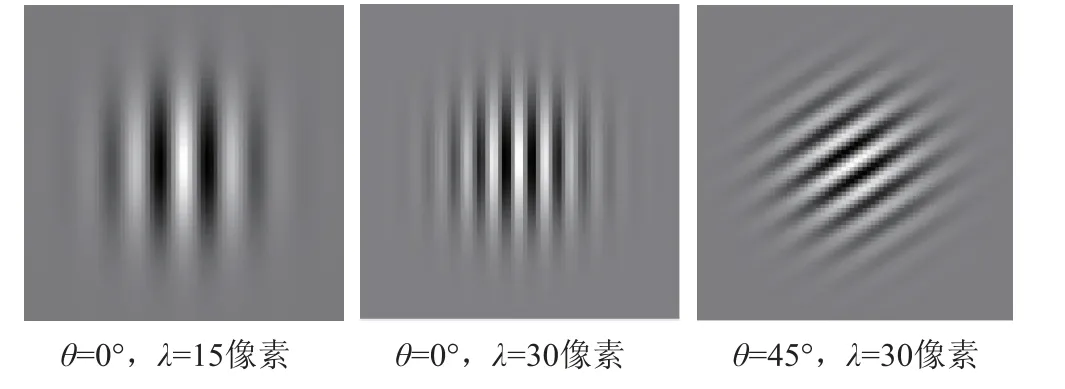
圖2 不同參數的Gabor濾波器
對于具有較強污點噪聲的圖像,如果采用均值濾波然后二值化的處理方法,往往無法得到較好的效果。
由于尺面上具有數字標識,直接采用二值化同樣會將其過濾出來,由于不同鋼卷尺的印刷方式不同,導致采用閾值分割無法將刻線位置與數字有效區分。由于檢測過程中鋼卷尺的背景不同,背景中的干擾部分也難以去除。
圖3是嚴重磨損的鋼卷尺的圖像,其刻線的邊緣輪廓已無法辨認。在這種情況下,即使采用均值濾波[11]或高斯濾波[12],也無法有效降低污損和背景灰度不一致產生的影響。如果對其進行二值化操作,也會由于目標與背景間存在大量噪聲干擾而無法選擇合適閾值。

圖3 嚴重磨損的鋼卷尺圖像
此時,選擇一條橫貫所有刻線的水平線,統計該水平線上的所有像素灰度值,則得到如圖4所示的灰度分布曲線,由于刻線磨損嚴重,每根刻線存在多個灰度極小值,既無法通過二值化提取刻線,也無法根據局部灰度值來判別刻線中心。
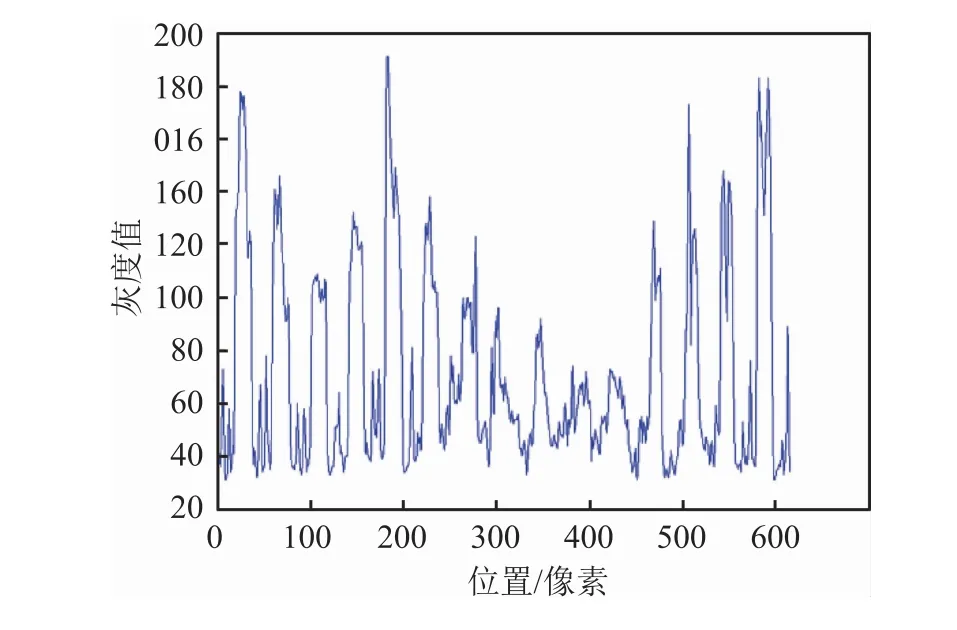
圖4 橫穿所有刻線的水平線的灰度分布
由于Gabor濾波器具有較強的抗噪聲干擾能力,因此采用Gabor濾波器可以從圖像中將特定頻率分布的刻線提取出來[13],能夠有效解決刻線污損、背景干擾和光照不均勻等問題。
為提高計算效率,可以通過連續下采樣,得到低分辨力圖像,在低分辨力圖像上進行Gabor濾波,再將降低了分辨力圖像的計算結果映射到原始分辨力圖像上。圖5為采用Gabor濾波器進行濾波的圖像。

圖5 帶有嚴重噪聲的鋼卷尺表面濾波后圖像
在濾波后的圖像中,選擇一條橫貫所有刻線的水平線,該水平線上的歸一化灰度值如圖6所示。
計算濾波后的某行像素的灰度局部極大值,得到低分辨力下的刻線中心,如圖7所示。
將低分辨力下的刻線中心位置Pd,映射到原始圖像中,得到原始圖像中刻線中心的位置Po,當低分辨力圖像的行數和列數分別是原始圖像尺寸行數和列數
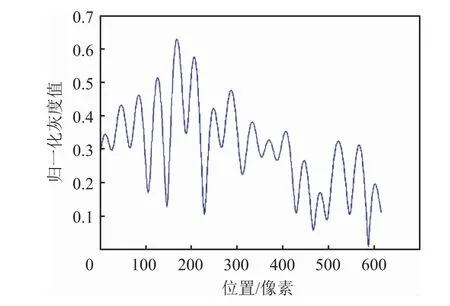
圖6 橫穿濾波后圖像所有刻線的水平線的歸一化灰度值

圖7 刻線中心初步定位圖像
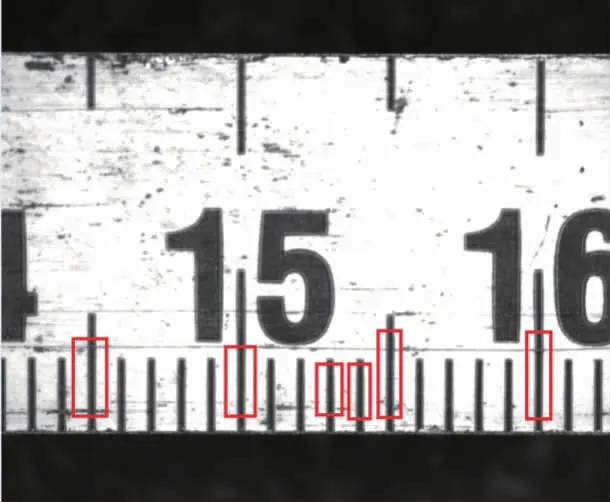
圖8 采用目視與本文算法定位鋼卷尺刻線
3 實驗
采用標準分劃板對圖像采集系統進行像素當量標定,采用圖像采集系統對鋼卷尺進行單幅圖像拍攝。對拍攝的圖像中N根刻線的位置分別采用目視與本文提出的方法進行刻線中心提取,將提取結果進行比對。為減小誤差,目視提取采用3次取平均的結果,選擇如圖8中6根刻線進行中心提取。實驗結果如表1所示。
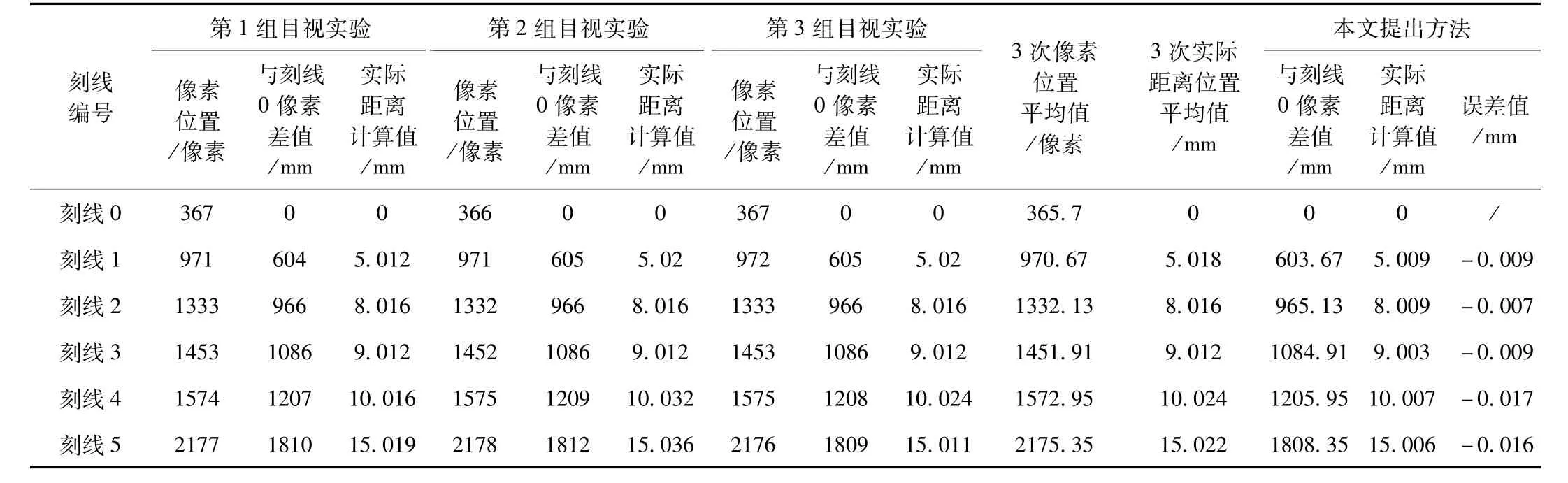
表1 目視方法與本文提出的方法進行刻線中心提取結果比對
4 結論
本文提出一種魯棒的線紋尺圖像刻線提取方法以解決鋼卷尺圖像檢測識別不準確問題。針對存在嚴重噪聲的線紋尺圖像,利用Gabor濾波進行指定頻率的特征提取,之后利用RANSAC算法進行雙邊緣的直線擬合,定位刻線位置,再通過邊緣提取算法,實現刻線中心的準確提取;開展了驗證實驗,通過標準分化板,對圖像采集系統進行像素當量標定;對刻線進行定位與距離計算,將計算的位移量與目視參考量進行比對,得到刻線的定位誤差均值為11.1μm,定位誤差的標準偏差為4.56μm。試驗結果證明本文方法具有較強的抗噪能力與較好的魯棒性,具有技術借鑒意義。