單體閘門主鋼結構整體翻身工藝
2020-04-10 07:09:04
港口裝卸 2020年1期
上海振華重工(集團)股份有限公司長興分公司
1 引言
大型鋼結構內部構造復雜、空間受限、施工環境惡劣,為提高施工作業的安全性及施工效率,節約制造成本和縮短工期,常規的施工方法為:對鋼結構進行合理的模塊化劃分,依照施工進度分別進行各模塊制造施工,再將各模塊有序組合拼裝成鋼結構整體。在這個過程中,各模塊通過不斷地翻身實現不同工況的作業,以達到改善焊接位置、控制焊接變形、提高施工質量和施工效率的目的。
閘門結構在制造過程中,為降低安全風險、縮短施工周期,在閘門施工完畢后,需對閘門結構進行整體豎立翻身作業。本文以閘門結構整體翻身施工方案為例,對閘門結構整體翻身作業進行詳細講解說明。在閘門施工過程中,由于其結構高度超過其寬度2倍,豎立狀態高度達16 m(含胎架高度),在施工過程中涉及大量高空作業,增加了內場轉運難度系數,容易造成傾倒事故,安全風險不可控。因此,經過反復論證確定閘門結構實施側臥狀態施工,待施工完畢后翻身至發運要求的豎立狀態,這個方案將施工高度降低至8 m,不僅減輕了內場轉運難度,而且達到了安全可靠、技術先進、節約制造成本等目標。
2 閘門整體結構特點和翻身吊裝要求
閘門結構總重約450 t,在豎立狀態時高度方向為非對稱結構。它的上部為桁架結構,整體強度偏弱,中下部為箱體結構,底部外側為薄壁結構,這種結構導致重心偏下。構件的寬度和長度方向關于中心基本對稱,外形輪廓長寬高分別為(26.5×6.5×14.5)m,運輸要求為豎立狀態綁扎。依照擬定的方案為側臥狀態制造成型,長寬高尺寸更改為(26.5×14.5×6.5)m,同時為了滿足運輸要求,必須在制造施工完畢后將整個閘門結構翻身至豎立狀態,并移位至岸邊等待交付運輸。
由于閘門結構主要作用為調節水位、通斷河流,本身不需要進行吊裝作業,故產品自身并未設計吊裝吊耳,依照工藝擬定的翻身需求,需在閘門構件合適的位置額外增加工藝吊耳,以便對其進行整體翻身作業。在這個過程中不僅需要保證吊耳強度滿足吊裝要求,還需要保證閘門自身結構強度滿足吊裝要求,同時需要合適的吊裝設備及作業人員,以確保整個吊裝過程安全可靠、技術先進可行。
3 閘門單體整體吊裝翻身方案
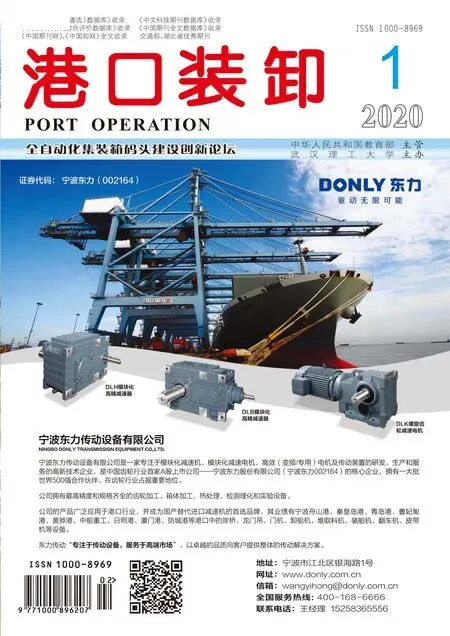
依照閘門結構特點,結合目前現有車間的制造能力、起重設備、人力資源、技術水平等各方面因素,確定總體翻身方案為:按照閘門結構選擇側臥式方案進行制造(即在車間內平躺制造),待車間內構件完工后,使用液壓平板車轉運至指定吊裝作業點,利用浮吊雙鉤完成吊裝作業,即由側臥狀態翻身至豎立狀態,再重新更換鋼絲繩懸掛方式,通過浮吊單鉤吊裝,使閘門整體構件旋轉后達到運輸時的豎立狀態。以上方案具體分為6個步驟:①雙鉤整體提升;②主鉤二下降;③拆除主鉤二吊索具;④主鉤一旋轉180°;⑤更換吊點并安裝主鉤二吊索具;⑥主鉤二提升至完成翻身豎立狀態(見圖1)。閘門整體翻身完畢后可依照實際情況吊運至指定位置進行后續工作。
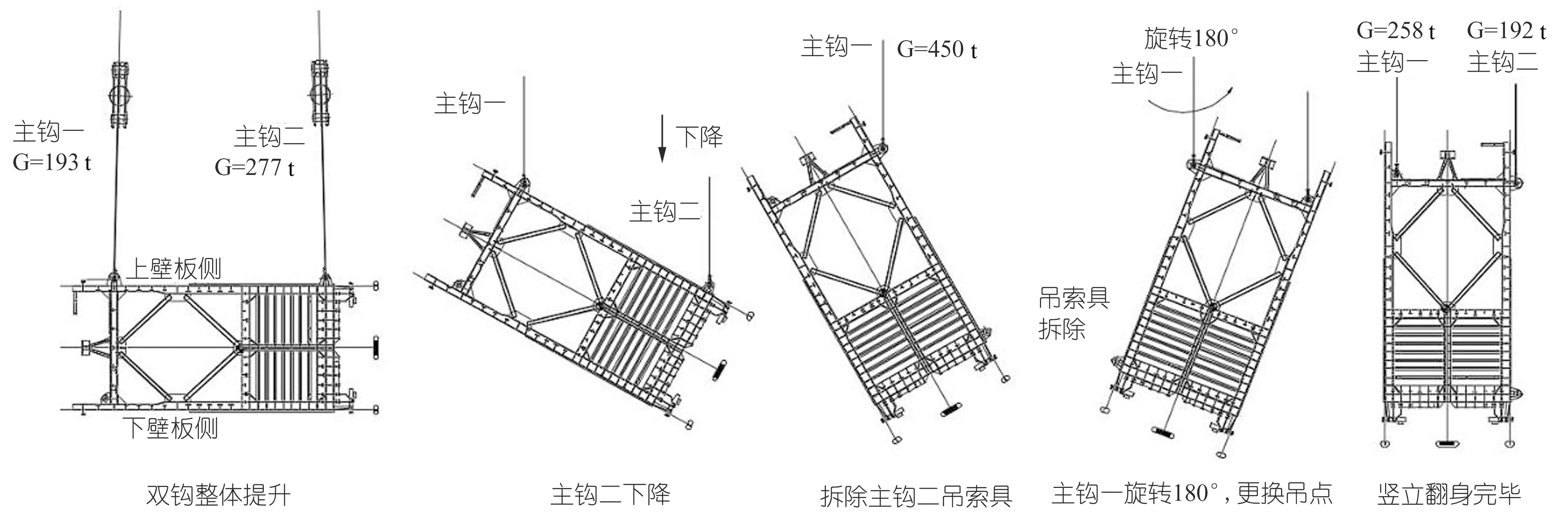
圖1 閘門整體翻身過程示意圖
考慮到閘門整體結構偏弱,閘門整體翻身方案采用非接觸式空翻的方法,將主要承受吊載點設置在各正交節點位置,確保每個吊點載重不超過150 t。閘門整體平吊過程中需要在上壁板外側頂部和底部各設置4個吊點,其中頂部吊點作為主鉤一的工作吊點,除在平吊過程中需要使用,在旋轉過程中也要使用,故頂部4個吊點設置150 t吊耳,底部僅平吊使用設置為80 t吊耳,此8個吊點均設置在上壁板上并于正交節點位置對應(見圖2)。閘門整體平吊抬高后,主鉤二下降至空載狀態,主鉤一承載全部載荷,閘門整體為傾斜平衡狀態,單鉤使閘門懸空旋轉180°,后主鉤二吊裝下壁板側吊點。但由于閘門結構在單鉤平衡狀態下為傾斜狀態,為避免主鉤二吊點鋼絲繩與閘門結構發生擠壓情況,將主鉤二吊點設置在下壁板內側,輔助閘門整體結構豎立翻身作業,依照工況,該處吊耳設置為80 t。
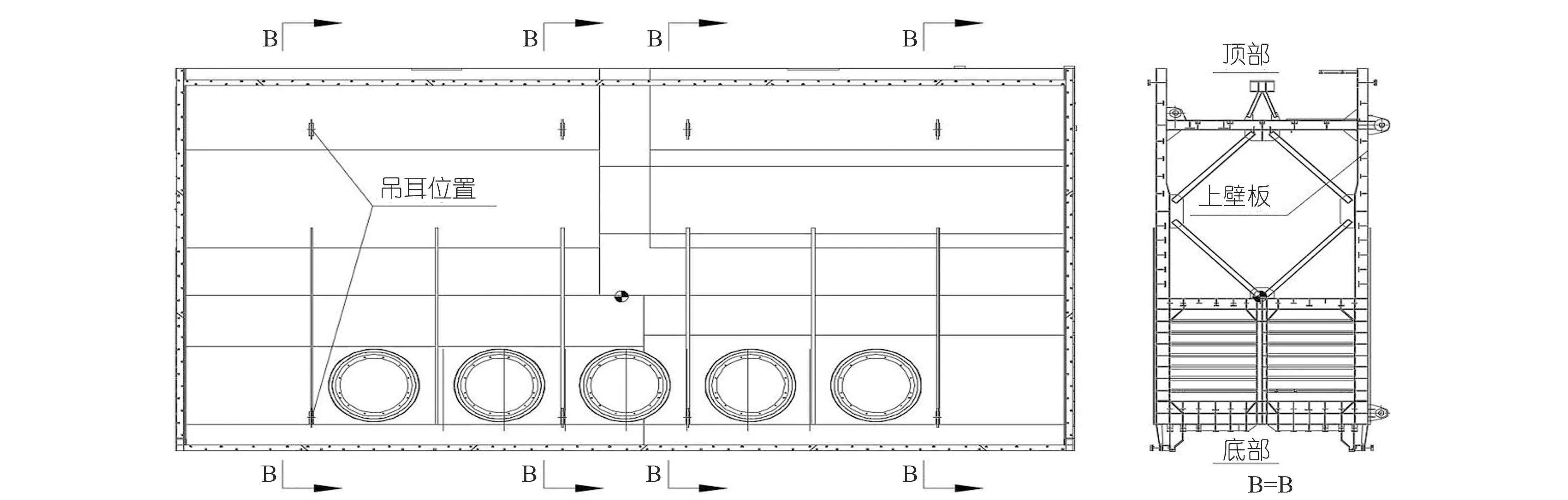
圖2 閘門整體翻身吊點位置示意圖
結合現有的資源,擬使用1 600 t浮點進行吊裝作業,使用2根800 t吊梁,單側兩吊耳使用同一根鋼絲繩與吊梁連接,每根吊梁吊裝4個吊點,確保各吊點均衡受力,避免構件局部過載變形情況發生。吊梁上、下分別使用合適規格的鋼絲繩進行吊裝作業,但需要保證確保浮吊吊高足夠,通過精確繪圖計算吊耳受力方向,設計吊耳時保證吊耳受力方向與鋼絲繩受力方向一致,避免吊耳承受側向載荷。
4 吊裝強度校核及實施
4.1 吊耳設計
依照閘門整體翻身吊裝過程及吊裝狀態要求,以滿足各工況需求為導向,結合公司現有技術水平、工藝裝備、產品結構特點情況,在閘門結構上確定合適位置的安裝工藝吊耳,并對閘門結構對應區域焊縫進行加強處理,保證吊耳與閘門結構、吊耳范圍區域內結構焊縫為全熔透要求。依照吊裝過程各狀態情況,確定極限狀態時各工藝吊耳吊裝載荷,其中參與翻身吊裝的4件吊耳載荷為150 t/件,參與平吊移位的4件吊耳載荷為80 t/件,并分別從焊縫強度、正切應力、切應力和擠壓應力4個方面初步計算吊耳強度,通過有限元軟件進行閘門整體結構強度分析,確保滿足吊裝要求。
單件翻身吊耳極限載荷為150 t,由于吊耳材質與結構母材級別相同,焊材所用級別均比母材高一個等級,故吊耳強度、吊耳與閘門結構連接焊縫強度校核計算按照產品結構母材等級進行強度校核[1-2],母材許用正應力σ=355 MPa,安全系數K1取1.3倍,使用多吊耳和吊梁組合抬吊均衡系數K2取1.5倍,依照計算結果,修改焊縫長度、板厚、吊耳尺寸等參數,確保焊縫強度、正切應力、切應力和擠壓應力4個參數計算結果均滿足吊裝要求,吊耳簡圖見圖3。
圖3 閘門整體吊裝吊耳簡圖
4.2 強度校核
以頂部載荷為150 t的吊耳為例進行強度校核說明。
4.2.1 焊縫強度校核
焊縫所受拉應力σ焊=F/A,F為吊耳載荷;A為焊縫截面積,取吊耳主板截面積參與計算求得:σ焊=150×9.8×103/(0.7×0.05)=42 MPa。
材料的許用應力為:σs=σ/(K1×K2)=182 MPa>σ焊,即焊縫強度滿足吊裝要求。
4.2.2 吊耳正切應力強度校核
σ=F/A,F為吊耳載荷,A為吊耳垂直于受力方向最小截面積。求得:
σ=F/A=150×9.8×103/[(250×2-154)×50+(225×2-154)×20×2]MPa=44 MPa>σs,吊耳的正應力滿足使用要求。
4.2.3 吊耳切應力強度校核
τ=F/A為吊耳載荷,A為平行于吊耳受力方向最小截面積,許用剪應力為:τs=0.6σs=0.6×182=109.2 MPa。
τ=F/A=150×9.8×103/[50×(250-154/2)+20×(225-154/2)×2]=102 Mpa<τs,吊耳的切應力滿足使用要求。
4.2.4 吊耳軸孔擠壓強度校核
σ擠=F/A,F為吊耳載荷,A為軸徑向截面積,許用擠壓應力為:
σ擠s=0.42σ=149 MPa
σ擠=F/A=150×9.8×103/(154×50+154×20×2)=106 MPa<σ擠s,吊耳的擠壓應力滿足使用需求。
通過對吊耳焊縫強度、正切應力、切應力和擠壓應力4個參數進行初步計算吊耳強度,均滿足吊裝要求。
依照同樣要求對底部80 t吊耳各項受力參數進行強度校核,其焊縫強度σ焊=33 Mpa、吊耳正切應力σ=44 MPa、吊耳切應力τ=89 MPa、吊耳軸孔擠壓強度σ擠s=71 MPa,計算結果均達到吊裝安全要求。吊裝過程所使用的2根800 t吊梁為正常使用工藝裝備,經過計算滿足吊裝要求,在使用前對吊梁狀態、焊縫、相應的吊索具情況進行質量檢查評估,合格后即可投入使用。
4.3 閘門結構強度校核
閘門整體翻身吊裝吊點雖然設置在閘門正交節點位置,但各節點相對于每個吊點所承載的載荷而言相對偏弱,尤其是閘門頂部結構為桁架式結構,每處節點斷面面積僅為0.03 m2,中間桁架部分與上下壁板為角焊縫連接,不具備作為翻身主吊點能力,故在模塊制造過程中和閘門整體成型制造過程中,要求吊耳對應位置區域焊縫根部進行碳刨清根處理,保證對應區域焊縫達到全熔透狀態,并在桁架兩側增加三角筋板,以便將吊耳所受到的載荷均勻地傳遞到整個閘門構件上,從而保證閘門受力均衡(見圖4)。借助于有限元分析軟件PATRAN/NASTRAN進行有限元建模計算,由于閘門整個翻身過程比較復雜,存在多個極限工況,故對閘門重要模塊、吊裝節點、加強筋板、主要受力點、頂部桁架結構進行模擬,并對其進行網格化設置,鋼材的材料密度為ρ=7 850 kg/m3,楊氏模量為Ε=2.06×105MPa,泊松比為V=0.3,重力加速度取g=9.8 m/s2,綜合安全載荷系數均取1.95(1.3×1.5)。有限元分析主要分為3大工序進行:閘門整體平吊提升、閘門整體翻身過程(極限工況下,僅靠近頂板側4個吊耳參與吊裝)、豎立提升移位。
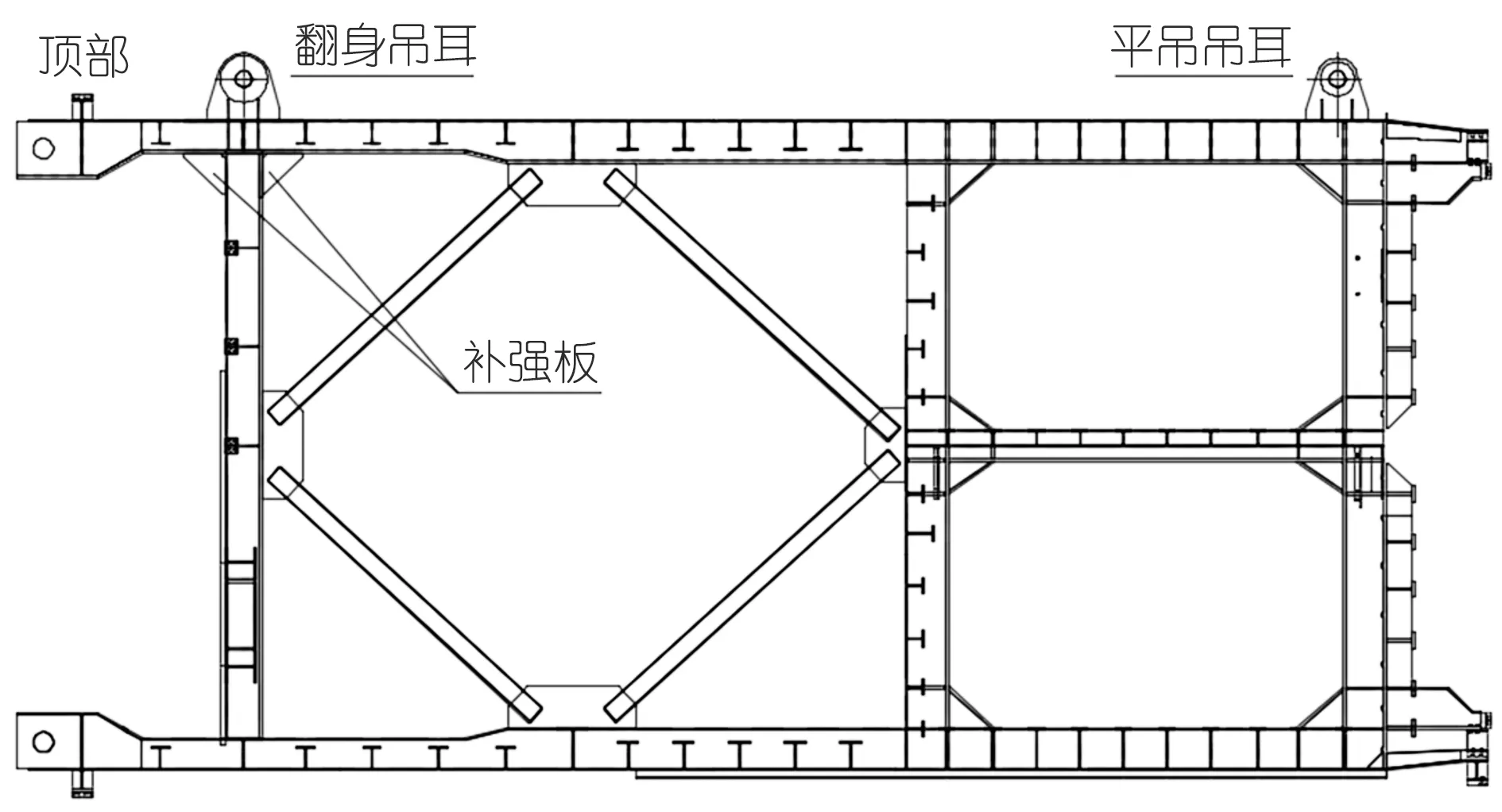
圖4 閘門結構補強示意圖
4.3.1 閘門整體平吊抬高狀態強度校核
通過上壁板靠近頂部4件150 t吊耳和底板4件80 t吊耳與吊索具連接,將閘門整體提升,計算結果為:閘門結構最大應力為162 MPa,閘門結構最大剪切應力為54 MPa,應力滿足吊裝要求。
4.3.2 閘門整體翻身狀態校核
閘門整體翻身過程包含雙鉤整體提升、單鉤下降、拆鉤、單鉤旋轉、重新安裝吊索具、單鉤提升、整體移位7個工況,選取單鉤吊裝為極限工況進行建模分析,此工況由上壁板頂部4件150 t吊耳進行提升吊裝至平衡狀態,計算結果為:閘門結構最大應力為316 MPa,閘門結構最大剪切應力為166 MPa,應力滿足吊裝要求。從計算結果看,雖然理論上已通過,但加強三角板偏弱,考慮到浮吊作業、浪涌等實際情況,在閘門成型過程中對原擬定的三角板加強筋板進行增厚處理,以確保吊裝安全。
4.3.3 閘門豎立狀態校核
閘門豎立整體提升吊裝過程,依靠上壁板外側頂部4件150 t吊耳和下壁板側頂部桁架4件80 t吊耳將閘門整體提升移位,計算結果為:閘門結構最大應力為172 MPa,閘門結構最大剪切應力為93.5 MPa,應力滿足吊裝要求。
經過分別對吊裝吊耳、閘門自身結構強度進行校核,結果均滿足閘門單體整體吊裝要求,結合現有起重設備及工藝裝備,可以確保閘門整體結構能順利完成翻身作業,相對于豎立制造過程和豎立狀態內場轉運,整體翻身方案能保證技術可行、安全可靠、經濟合理、方便快捷的要求,依照吊裝方案要求,僅增加部分吊耳及對應區域焊縫加強處理,并在產品后續施工過程中按照要求嚴格執行即可。
4.4 閘門單體翻身吊裝實施
通過PATRAN/NASTRAN有限元建模計算分析閘門結構整體翻身過程中各極限工況,其強度均能滿足吊裝需要,在板單元及閘門成型過程中,要求對吊耳相關區域焊縫進行加強,并嚴格按照翻身吊裝方案對閘門結構進行結構補強,后期按照翻身吊裝方案進行翻身作業(見圖5、圖6)。
圖5 閘門平躺吊裝

圖6 閘門翻身完畢后狀態
5 結語
閘門整體翻身方案需要經過嚴格分析論證,確認該方案技術的可行性后再進行現場實施,以達到提高效率、保證質量、節省工期、降低制造成本、控制風險的目的。本文以閘門單體翻身制造方案為例說明整個方案策劃過程,總結項目施工過程中的經驗,可為后續項目制作提供參考依據。
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
設備管理與維修(2015年12期)2015-04-09 06:57:24