鋁合金列車側(cè)墻制造及其質(zhì)量控制
2020-04-13 05:45:56朱瑞中車大連機車車輛有限公司編輯丙甲
科學(xué)生活 2020年1期
文/朱瑞(中車大連機車車輛有限公司) 編輯/丙甲
1. 軌道列車鋁合金的應(yīng)用
近年來,各種焊接結(jié)構(gòu)越來越多地采用鋁合金材質(zhì),使用鋁合金型材作為車體結(jié)構(gòu)的主要材質(zhì)有很多優(yōu)點。
輕量化,鋁合金具有良好的剛性特性,同時密度比不銹鋼要低,能有效地降低列車車體的重量。
低能耗,由于鋁合金材質(zhì)能有效地降低列車車體的重量,所以列車在運行的過程中能有效地降低能耗的損失,同時也便于制動與牽引。
耐腐蝕,由于鋁合金自身的特質(zhì),鋁合金表面會被氧化形成一層致密的氧化鋁,對鋁合金母材進(jìn)行保護(hù)。
鋁合金材質(zhì)由于本身的物理特性,導(dǎo)致在焊接的時候需要控制好周圍環(huán)境的溫度和濕度。并且由于鋁合金在焊接受熱后容易變形,在列車側(cè)墻拼接組焊的時候?qū)Τ叽纭?zhǔn)確度、精準(zhǔn)度的控制是很困難的。所以鋁合金焊接對焊接工藝和電焊工的技術(shù)很高,這是目前鋁合金列車生產(chǎn)中的難點。
綜上所述:由于鋁合金優(yōu)點比較突出,其優(yōu)點遠(yuǎn)大于缺點,故其可以成為現(xiàn)代化新型輕量化列車的首選材質(zhì)之一。
在日常生產(chǎn)中我們通過以下的制造工藝與焊接工藝,來彌補鋁合金材質(zhì)性能的缺點,提高生產(chǎn)質(zhì)量。
2. 側(cè)墻結(jié)構(gòu)及制造工藝
2.1 側(cè)墻結(jié)構(gòu)
側(cè)墻組成是由鋁合金型材板組裝焊接形成,側(cè)墻采用分塊模式化結(jié)構(gòu),結(jié)構(gòu)簡單,強度高,便于加工,自身質(zhì)量小,便于調(diào)運,外觀美觀。列車的側(cè)墻是由多個不同或相同的分塊側(cè)墻所組成,每個分塊側(cè)墻首先是由多個不同的鋁合金側(cè)墻板型材組焊一起,再由機械加工中心對分塊側(cè)墻的窗口及其滑槽位置進(jìn)行加工,最后將左立柱鋁合金型材與右立柱鋁合金型材及其窗口補板進(jìn)行組焊。為了避免門角、窗角應(yīng)力集中,均采用圓弧過渡形式,窗口的圓弧形是由機械加工中心加工而來,門角是因為側(cè)墻是分塊側(cè)墻結(jié)構(gòu),所以門角是在與車頂組裝連接時候進(jìn)行組焊實現(xiàn)。
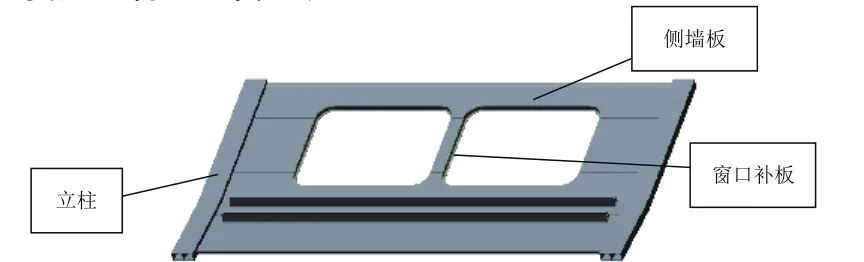
▲ 圖1 分塊側(cè)墻組成

▲ 圖2 側(cè)墻組成
2.2 制造工藝
鋁合金列車是由多塊分塊側(cè)墻與車頂、底架、端墻等車體部件組成,每個部件的制造質(zhì)量直接關(guān)系車體組成的質(zhì)量。分塊側(cè)墻制造工藝主要包括焊接機器自動焊接工藝、機械加工工藝、焊前焊后焊縫區(qū)域的表情打磨處理的工藝及焊縫檢測等制造工藝。
為了提高自動焊接的效率,制造一塊分塊側(cè)墻分為以下四步。
(1)下料:首先將側(cè)墻長大型材板根據(jù)不同的分塊側(cè)墻的尺寸進(jìn)行對應(yīng)截料。
(2)組焊分塊側(cè)墻型材板:將截好尺寸的側(cè)墻型材板進(jìn)行組對,對焊縫區(qū)域進(jìn)行打磨,使用自動焊接設(shè)備進(jìn)行組焊,焊接完后將整張分塊側(cè)墻翻轉(zhuǎn),對反面焊縫區(qū)域打磨,再用自動焊接設(shè)備進(jìn)行組焊。
(3)加工分塊側(cè)墻:將組焊好的分塊側(cè)墻調(diào)運至機械加工中心,加工窗口和加工出需要焊接左右立柱的位置,并且在加工中心處對窗口的尺寸進(jìn)行有效的把控。
(4)組焊左右立柱:加工完后的分塊側(cè)墻調(diào)運到左右立柱組焊胎,對左右門立柱和側(cè)墻板正反面焊縫進(jìn)行壓緊、打磨、焊接,提高部件裝配精度,減少部件裝配誤差,從而提高分塊側(cè)墻裝配質(zhì)量。
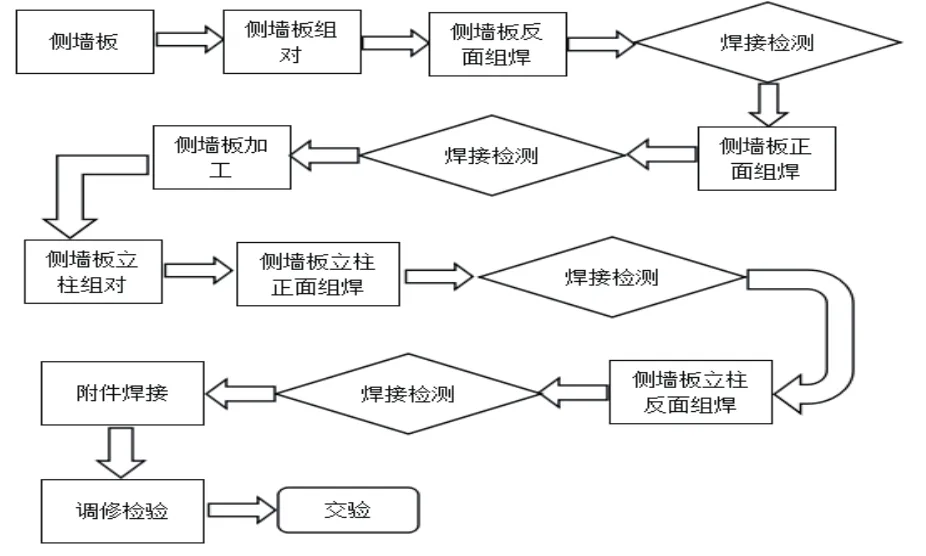
▲ 圖3 側(cè)墻制造工藝流程圖
3. 側(cè)墻焊接及其質(zhì)量控制
鋁合金側(cè)墻是由多個型材板焊接組成,正反面共有多個長大焊縫,這些焊縫均是由SMC焊接機器人進(jìn)行組焊。焊接過程中,由于鋁合金本身導(dǎo)熱性和線性膨脹系數(shù)均很大,分別是鋼的5倍和2倍,因此鋁合金焊接變形也會相應(yīng)增大,所以如何有效控制焊接變形才是鋁合金在焊接過程中需要克服的主要難題。鋁合金焊接變形有多種因素的影響,例如材料剛度、焊接結(jié)構(gòu)、外加防變形的約束力、焊接電流及速度、冷卻方式等很多因素。
在生產(chǎn)中控制變量的方法有以下幾種。
(1)工裝模具法:焊接長大側(cè)墻型材板時,設(shè)計工裝用液壓夾具對側(cè)墻型材進(jìn)行夾緊固定。
(2)工藝放量法:通過下料時對側(cè)墻型材板進(jìn)行放量截料來抵消焊接時候的收縮。
(3)控制工藝參數(shù):通過合理選擇工藝方案和嚴(yán)格控制工藝參數(shù)來減少焊接變形是實際生產(chǎn)中最常用的方法。第一步,通過采用分段焊接方式以降低焊接熱輸入; 第二步,合理的焊接順序,使焊接工件在各個方向的受熱均勻,盡量采用先內(nèi)后外,先短焊縫后長焊縫的對稱焊法。
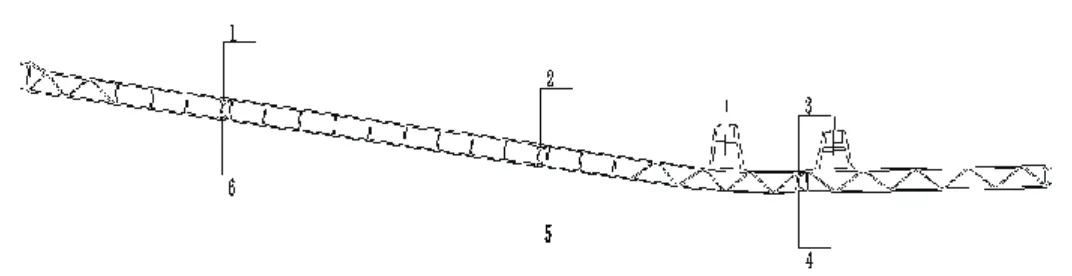
▲ 圖4 側(cè)墻焊接順序
(4)反變形法:提前將側(cè)墻工藝變形的變化量通過工藝放量進(jìn)行補充,將側(cè)墻加工成扇形,這樣在焊接左右立柱完后,可以得到較好的側(cè)墻。
(5)焊接后調(diào)修:對側(cè)墻型材板焊接完后,用火焰進(jìn)行調(diào)修。
由于鋁合金對光和熱具有很強的反射,所以在焊接的過程中,融化后填充部分處的顏色變化不明顯,焊接過程很難控制融化程度和判斷質(zhì)量,極其容易造成焊接缺陷,其常見的焊接缺陷有表面可見的如氣孔、裂紋和咬邊等,也有隱藏在焊縫里的未焊透和未完全融合等問題。
為了減少或者避免鋁合金側(cè)墻在焊接過程中出現(xiàn)的缺陷,保證焊接的質(zhì)量,我們采用以下幾種措施。
其一,焊前清理。焊接前對鋁合金母材用擦油紙進(jìn)行擦拭,再用角磨對焊接區(qū)域進(jìn)行打磨。
其二,選擇合適焊接填充材質(zhì)。選擇合適鋁合金焊絲可以有效降低焊接過程中出現(xiàn)裂紋。
其三,選擇合適的焊接保護(hù)氣。我們采用選擇高純度的氬氣作為焊接保護(hù)氣,它能有效減少活性氣體對焊接的影響。
其四,控制焊接環(huán)境的濕度和溫度。利用多組大功率空調(diào)組,對焊接環(huán)境的濕度和溫度進(jìn)行控制,減少焊接過程由于濕度過大出現(xiàn)的氣孔。
鋁合金材質(zhì)運用于軌道列車車體制造,尤其是運用于側(cè)墻時要保證車體的強度。不光要保證好側(cè)墻的組成的尺寸,還要確保側(cè)墻每條焊縫的質(zhì)量。
通過理論結(jié)合實際生產(chǎn),針對側(cè)墻制造中的焊接工藝和問題分析,能夠有效提高鋁合金側(cè)墻組成和焊接的質(zhì)量,提高生產(chǎn)的效率。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24