一種軸叉類工件料庫的設計和應用
2020-04-13 08:19:00李進冬鄧慶野
黑龍江科學 2020年6期
張 鵬,李進冬,鄧慶野
(1.沈陽機床集團歐米瑞(廣東)智能制造有限公司,沈陽 110000; 2.沈陽機床集團云科智能制造(沈陽)有限公司,沈陽 110000)
隨著工業自動化水平的不斷發展進步,機械加工行業對自動化單元越來越依賴。《中國制造2025》不斷推進,自動化加工單元在機械加工行業取得了前所未有的發展。自動化上料料庫作為自動化加工單元的一部分,在整個單元中更是起著至關重要的作用。
1 料庫的設計
本研究所設計的定節距料庫如圖1所示。這種形式的料庫能夠降低維護和維修難度,提升物料的存儲容量,使單個料庫的工作運行時間周期變長。根據客戶同類零件尺寸的不同,可以實現快速換產,增加了料庫對零件的包容性,提升了整個自動化加工單元的適應性。料庫主要由驅動機構、托盤機構、控制部分組成。
1.1 驅動機構
料庫整體采供中空電機減速機直連驅動,輸送速度為3~5 m/min。上料托盤與料庫采用鋼制帶附件的滾子鏈連接方式。托盤定位采用槽型開關進行到位檢測和停止信號發送。托盤的定位精度為±0.5 mm,如圖2所示。

圖1 定節距料庫Fig.1 Fixed pitch material warehouse

圖2 料庫驅動結構Fig.2 Drive structure of material warehouse
1.2 托盤機構
料庫的托盤機構是整個料庫的重要組成部分。主要由物料有無檢測單元、阻擋機構、防錯與定位機構組成。托盤機構如圖3所示。

圖3 料庫托盤機構Fig.3 Pallet mechanism of material warehouse
物料有無檢測單元:采用兩組開關共同合作進行檢測物料有無和物料具體位置。其工作原理為:將托盤上擺放物料的兩個位置分別在系統中標注上1號工位和2號工位。機械手抓取工件的順序為先取1號位工件,再取2號位工件。工裝板到達上料位后,物料檢測單元開始工作。檢測判斷工作大致分為以下三種情況:
第一,當物料檢測開關有信號時,說明工裝板上有工件存在,進一步判斷(1號工位)是否有信號。若有信號,說明1號工位有毛坯件存在,機械手到1號工位取件進行自動化加工單元上下料后續工作。若取完1號位工件,物料檢測開關仍有信號,則機械手到2號工位取件進行自動化加工單元上下料后續工作。若取完1號位工件物料檢測開關沒有信號,則料庫旋轉。
第二,當物料檢測開關有信號時,說明工裝板上有工件存在,進一步判斷(1號工位)是否有信號,若1號工位沒有信號,則機械手直接到2號工位取件進行自動化加工單元上下料后續工作。
第三,當物料檢測開關沒有信號,說明工裝板上沒有物料,則電機啟動,帶動下一個工裝板到達上料位。當物料檢測開關檢測到連續3個托盤都顯示沒有物料存在,則系統報警,提示檢查料庫是否缺料。檢測流程圖如圖4所示。
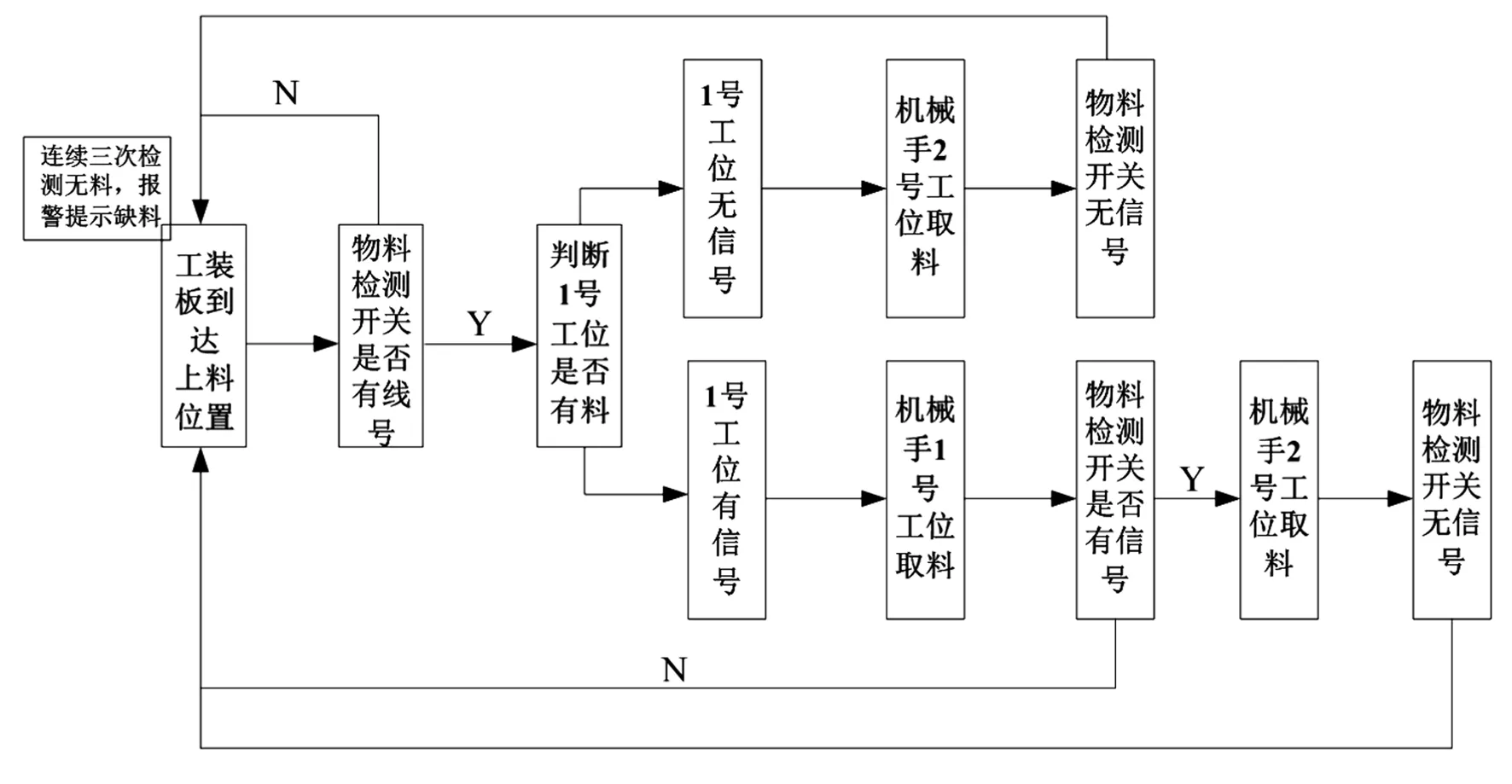
圖4 檢測單元工作流程圖Fig.4 Flow chart of detection unit
阻擋機構能夠防止工件在其軸向上竄動,保證機械手抓取毛坯件時定位準確,重復定位精度高;防錯機構能夠保證料庫上零件擺放的位置和方向準確無誤,不會因為人員疏忽出現物料擺放錯誤的情況;定位塊通過腰型孔固定在工件托盤上,方便客戶不同長度的軸叉件進行換產。
1.3 控制流程
整個料庫的工作過程主要分為托盤到位檢測、物料有無檢測、物料位置檢測三個過程。控制流程如圖5所示。
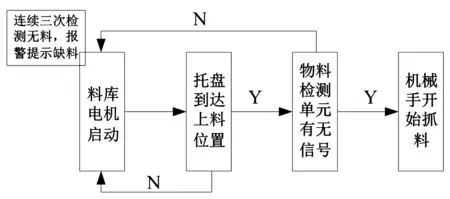
圖5 料庫控制流程圖Fig.5 Flow chart of material warehouse control
當機械手將毛坯件取走時,物料檢測開關沒有信號,系統發給驅動電機啟動指令,電機轉動通過鏈條傳動將工裝板運向上料位。當上料位定位開關有信號時,系統發給電機停止指令,物料檢測單元開始工作,整個上料過程結束。
2 產品的實際應用
本研究所設計的軸叉類零件的定節距旋轉料庫因為具有占地面積小、料庫容量大、工件適應范圍廣、定位精度高等諸多優勢,在市場上受到廣泛好評。圖6為我公司為某傳動軸廠提供自動化加工單元所應用的軸叉類零件的定節距旋轉料庫的圖片。
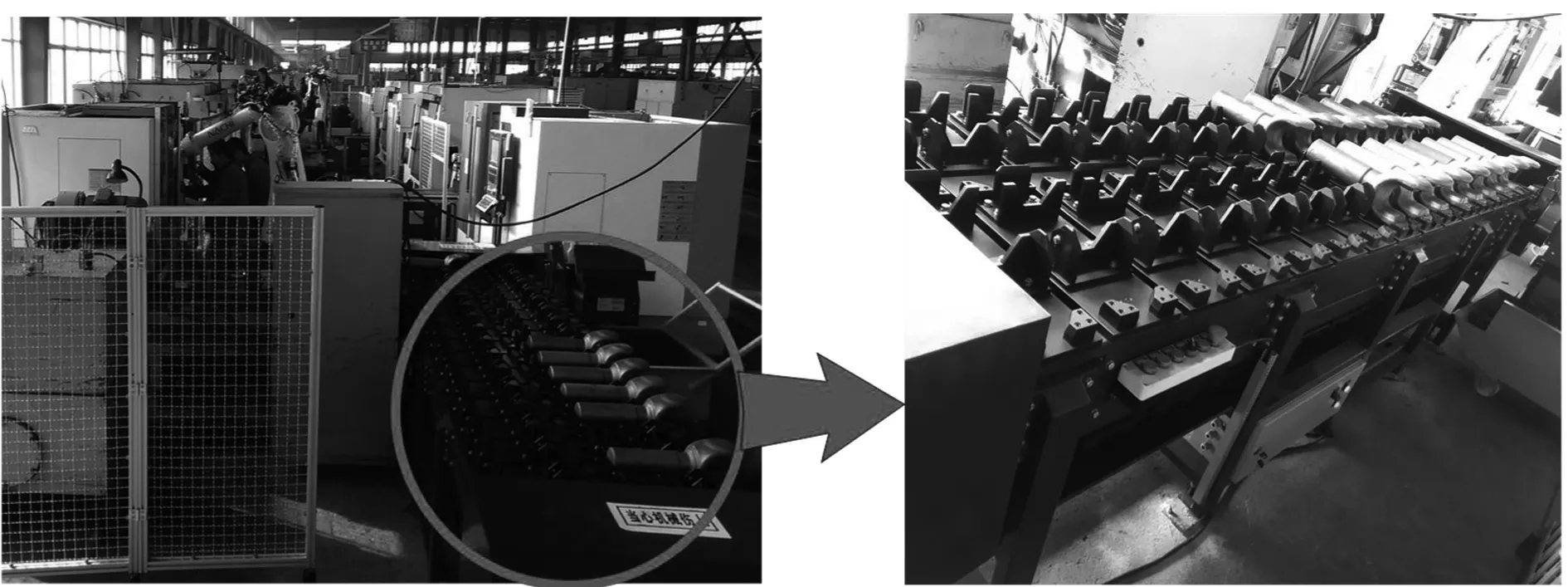
圖6 料庫系統的實際應用圖Fig.6 Practical application diagram of material storage system
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
鴨綠江(2021年35期)2021-04-19 12:24:18
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
中國生殖健康(2019年3期)2019-02-01 06:12:26
海峽科技與產業(2016年3期)2016-05-17 04:32:12
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25