裝藥方式對(duì)銅/鋼爆炸焊接界面波的影響及波形成機(jī)理
2020-04-14 14:38:40繆廣紅馬雷鳴李雪交艾九英趙文慧馬宏昊沈兆武
高壓物理學(xué)報(bào) 2020年2期
關(guān)鍵詞:界面
繆廣紅,馬雷鳴,李雪交,艾九英,趙文慧,馬宏昊,沈兆武
(1.安徽理工大學(xué)深部煤礦采動(dòng)響應(yīng)與災(zāi)害防控國家重點(diǎn)實(shí)驗(yàn)室,安徽 淮南 232001;2.安徽理工大學(xué)力學(xué)與光電物理學(xué)院,安徽 淮南 232001;3.安徽理工大學(xué)土木建筑學(xué)院,安徽 淮南 232001;4.安徽理工大學(xué)化學(xué)工程學(xué)院,安徽 淮南 232001;5.中國科學(xué)院材料力學(xué)行為和設(shè)計(jì)重點(diǎn)實(shí)驗(yàn)室,中國科學(xué)技術(shù)大學(xué),安徽 合肥 230027)
由于爆炸焊接過程具有瞬時(shí)性、復(fù)雜性,人們?cè)谕ㄟ^實(shí)驗(yàn)及相關(guān)設(shè)備來觀察、研究爆炸焊接過程時(shí),效果十分有限。隨著計(jì)算機(jī)技術(shù)的發(fā)展,數(shù)值模擬技術(shù)的突破為爆炸焊接研究提供了幫助。迄今為止,國內(nèi)外諸多學(xué)者利用數(shù)值模擬軟件對(duì)爆炸焊接過程及參數(shù)開展了大量研究,取得了較理想的研究成果。Nassiri等[1]分別利用光滑粒子流體動(dòng)力學(xué)(Smoothed particle hydrodynamics,SPH)法、任意拉格朗日-歐拉(Arbitrary Lagrange-Euler,ALE)法模擬了爆炸焊接的高速撞擊過程,并研究了結(jié)合界面的剪切應(yīng)力和速度分布,結(jié)果顯示只有SPH法再現(xiàn)了碰撞時(shí)的射流現(xiàn)象。Abe[2]使用二維有限差分法研究了爆炸焊接波的形成機(jī)理,計(jì)算結(jié)果與模擬結(jié)果保持一致。Yuan等[3]采用SPH法研究了6061Al/AZ31B的爆炸焊接,模擬得到波形界面和射流現(xiàn)象,但是并沒有詳細(xì)指出波的形成機(jī)理。Tabbataee等[4]使用有限單元法模擬了射流。Mousavi等[5-6]采用歐拉法模擬了射流和類似流體狀的波狀界面,并成功預(yù)測(cè)了波形尺寸和射流速度。王宇新等[7]應(yīng)用無網(wǎng)格物質(zhì)點(diǎn)法(Material point method,MPM),對(duì)爆炸荷載作用下基板和復(fù)板的動(dòng)態(tài)變形過程進(jìn)行了三維數(shù)值模擬,并分析了碰撞點(diǎn)壓力和速度的變化情況。劉江等[8]用SPH法進(jìn)行二維建模,重現(xiàn)了實(shí)驗(yàn)中觀察到的射流和界面波現(xiàn)象,并揭示了碰撞壓力、有效塑性應(yīng)變、溫度等參數(shù)隨時(shí)間的變化關(guān)系。周春華等[9-10]研究了均勻布藥下結(jié)合界面波的變化規(guī)律后,提出了新的不等藥厚布藥工藝。
從眾多學(xué)者的研究成果來看,數(shù)值模擬軟件能夠幫助人們?nèi)妗⑾到y(tǒng)地了解爆炸焊接過程,降低實(shí)驗(yàn)成本,優(yōu)化實(shí)驗(yàn)參數(shù)。在平板爆炸焊接中,通過炸藥爆炸產(chǎn)生的爆轟能量推動(dòng)復(fù)板與基板發(fā)生斜碰撞,碰撞界面在微秒級(jí)的時(shí)間內(nèi)產(chǎn)生數(shù)千兆帕高壓,發(fā)生塑性變形,從而實(shí)現(xiàn)基板和復(fù)板的固相焊接。由此可以看出,炸藥是整個(gè)爆炸焊接過程的能量來源,因此對(duì)炸藥藥量和布藥方式進(jìn)行控制具有重要的研究意義。本研究應(yīng)用LS-DYNA軟件,采用SPH法進(jìn)行二維建模,研究炸藥與爆炸焊接界面波的關(guān)系及波的形成機(jī)理。
1 計(jì)算模型
1.1 爆炸幾何模型
SPH法是一種無網(wǎng)格法,適合處理爆炸、沖擊等大變形問題,但是其搜索算法較為耗時(shí),粒子越多,該問題越突出,計(jì)算效率越低[11]。為了提高計(jì)算結(jié)果的精確性,同時(shí)兼顧計(jì)算效率,炸藥采用粗網(wǎng)格劃分,基板和復(fù)板采用細(xì)網(wǎng)格劃分。先采用LS-DYNA軟件建立二維平面計(jì)算模型,再利用LS-prepost軟件將網(wǎng)格全部生成SPH粒子(見圖1)。復(fù)板和基板材料選取Cu和Q235鋼,爆炸焊接選用硝銨炸藥。模型尺寸:復(fù)板150 mm ×4 mm,基板 150 mm × 15 mm,間隙 6 mm,基板和復(fù)板網(wǎng)格尺寸為0.2 mm × 0.2 mm,炸藥網(wǎng)格尺寸為0.4 mm × 0.4 mm。采用 cm-g-μs單位制。
圖1 計(jì)算模型Fig.1 Computational model
1.2 材料模型和狀態(tài)方程
硝銨炸藥選用 Jones-Wilkins-Lee(JWL)[12]狀態(tài)方程(EOS),計(jì)算公式為

式中:AJ、BJ、R1、R2和ω為材料系數(shù);p為爆轟產(chǎn)物壓力,GPa;E0為初始比內(nèi)能,kJ·cm-3;V為爆轟氣體產(chǎn)物的相對(duì)比容。炸藥的具體JWL狀態(tài)參數(shù)見表1,其中ρ為密度,D為爆速。

表1 硝銨炸藥的JWL狀態(tài)方程參數(shù)Table 1 JWL EOS parameters of ammonium nitrate explosive
基板、復(fù)板均采用 Mie-Grüneisen狀態(tài)方程[13]和 Johnson-Cook材料模型[14]。Grüneisen狀態(tài)方程被廣泛應(yīng)用于解決材料的大變形問題,它描述了粒子速度up和沖擊速度D之間的基本關(guān)系,計(jì)算公式如下

式中:Γ0為Grüneisen系數(shù),ρ為當(dāng)前密度,ρ0為初始密度,c0為體積聲速,s為壓縮比。
Johnson-Cook材料模型經(jīng)常用來反映金屬的力學(xué)行為,計(jì)算公式如下

其中無量綱溫度T*表示為

式中:εp為有效塑性應(yīng)變;為 有效塑性應(yīng)變率,為參考應(yīng)變率;A、B、C、m、n是與材料相關(guān)的常數(shù);Tr為室溫;Tm為熔點(diǎn)。Cu和Q235鋼的Johnson-Cook材料模型參數(shù)列于表2,Grüneisen EOS參數(shù)列于表3,其中:c為聲速,km/s;S1為擬合系數(shù);a為Grüneisen系數(shù)Γ0的一階體積修正,G為剪切模量。

表2 Cu和Q235鋼的Johnson-Cook模型參數(shù)Table 2 Parameters of Johnson-Cook model of Cu and Q235 steel

表3 Cu和Q235鋼的Grüneisen方程參數(shù)Table 3 Grüneisen EOS parameters of Cu and Q235 steel
1.3 爆炸復(fù)合窗口
爆炸焊接質(zhì)量的好壞極其依賴選取的爆炸焊接參數(shù),如藥量比、間距、碰撞速度、碰撞角等。參考文獻(xiàn)[15]中的爆炸復(fù)合窗口,選取復(fù)板厚度δ1= 4 mm時(shí)藥量比(單位面積炸藥與復(fù)板質(zhì)量之比R)分別為R1= 1.0、R2= 1.5的兩組參數(shù)開展研究。經(jīng)計(jì)算得到對(duì)應(yīng)的炸藥厚度分別為44.8 mm和67.2 mm。由圖2可知,R1靠近可焊窗口下限,R2位于可焊窗口內(nèi)部,兩組參數(shù)均位于爆炸復(fù)合窗口內(nèi)部。

圖2 爆炸焊接窗口Fig.2 Explosive welding window
2 模擬結(jié)果分析
2.1 均勻布藥
為了研究炸藥量與焊接界面波形的關(guān)系,首先進(jìn)行均勻布藥模擬。分別建立炸藥厚度為44.8 mm和67.2 mm的計(jì)算模型,輸出模擬圖像,如圖3所示。
為了更方便地了解爆炸焊接過程參數(shù)的變化規(guī)律,在結(jié)合面上等間距區(qū)域選取7個(gè)關(guān)鍵點(diǎn),選取位置如圖4所示。輸出關(guān)鍵點(diǎn)的碰撞壓力值,如表4所示。硝銨炸藥的爆轟壓力計(jì)算公式為

圖3 均勻布藥模擬效果圖Fig.3 Simulation effect diagram of uniform charge
式中:γ為硝銨炸藥的多方指數(shù),ρ0為炸藥密度,D為炸藥爆速。
由式(9)可以看出,模擬中使用的硝銨炸藥的密度為常數(shù),所以爆轟壓力p只與炸藥爆速D有關(guān)。由于炸藥的爆速與單位面積的藥量成正比[16],且R1<R2,因此R2對(duì)應(yīng)的爆轟壓力要高于R1的爆轟壓力。炸藥的爆轟壓力作用于復(fù)板,復(fù)板又傳遞到焊接界面,最終導(dǎo)致R2對(duì)應(yīng)的基板、復(fù)板碰撞壓力高于R1。根據(jù)圖5的模擬結(jié)果可知,理論分析結(jié)果與模擬結(jié)果一致。
圖4 關(guān)鍵點(diǎn)取樣示意圖Fig.4 Schematic diagram of key point sampling

表4 均勻布藥方案關(guān)鍵點(diǎn)碰撞壓力Table 4 Collision pressure of key points in uniform charge scheme
焊接界面波長(zhǎng)的計(jì)算公式[17]為
式中:vp為碰撞速度;d為復(fù)板厚度;c為材料聲速;vc為碰撞點(diǎn)移動(dòng)速度,等于炸藥的爆轟速度。
從式(10)可以看出,給定金屬板材的材料參數(shù)后,復(fù)板厚度d和材料的聲速c為常數(shù),碰撞速度vp和碰撞點(diǎn)移動(dòng)速度vc為變量,界面波的波長(zhǎng)λ與vp成正比,與vc成反比。
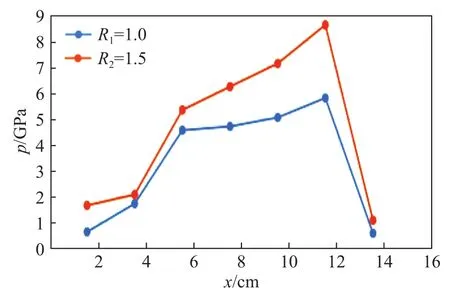
圖5 關(guān)鍵點(diǎn)碰撞壓力值折線Fig.5 Line diagram of collision pressure of key points
從圖3可以看出,復(fù)板上部均出現(xiàn)了打傷現(xiàn)象,這是由于前期炸藥和板材劃分的網(wǎng)格尺寸不同所致。R1和R2兩組模擬均得到了波狀焊接界面,這被認(rèn)為是焊接良好的標(biāo)志[18],模擬結(jié)果與文獻(xiàn)[19]的金相實(shí)驗(yàn)結(jié)果吻合較好。從圖3(a)和圖3(b)看出,焊接界面在起爆端區(qū)域沒有出現(xiàn)波狀界面,隨著距起爆端距離的不斷增大,界面先后出現(xiàn)了無波到微波、微波到大波的轉(zhuǎn)變。圖3(a)中射流現(xiàn)象最先出現(xiàn)在4.299 6 μs時(shí)刻,而圖3(b)中的射流最先出現(xiàn)在4.198 2 μs,早于前者,這是由于藥量比越大,爆轟能量越大,導(dǎo)致射流出現(xiàn)較早。焊接界面的放大圖像顯示,波狀界面先于射流出現(xiàn),可以認(rèn)為波的形成不一定需要射流,印證了Godunov提出的應(yīng)力波機(jī)理[20]。從圖3(c)、圖3(d)可以清晰地看出,碰撞點(diǎn)前方在基板和復(fù)板碰撞作用下,板材表面噴射出大量射流,可以清洗掉金屬表面的雜質(zhì)和氧化層,提高焊接質(zhì)量[21]。噴射出的射流中,基板的成分明顯高于復(fù)板,基板材料是射流成分的主要來源,這是由于Cu的密度高于Q235鋼,密度較小的材料更容易產(chǎn)生射流[22]。圖3(e)和圖3(f)為模擬圖像,表明基板與復(fù)板已經(jīng)完全復(fù)合。從復(fù)合板中央部分的取樣結(jié)果來看,圖3(f)的波狀尺寸大于圖3(e),由于小波增加了焊接面積,有助于提高焊接質(zhì)量,波形越大,越容易出現(xiàn)裂縫和孔洞等缺陷,因此可以認(rèn)為藥量比R1優(yōu)于R2的焊接質(zhì)量,藥量比盡量取在可焊窗口的下限。
圖5是均勻布藥下各個(gè)關(guān)鍵點(diǎn)的碰撞壓力折線。考慮到邊界效應(yīng)的影響,去掉首尾兩個(gè)關(guān)鍵點(diǎn)后,折線顯示沿著爆轟方向焊接界面的碰撞壓力逐漸增大,由于碰撞壓力過大會(huì)產(chǎn)生熔化層,產(chǎn)生的稀疏波可能將已結(jié)合的復(fù)合板拉開,降低焊接質(zhì)量,因此均勻布藥不是最終選擇。
2.2 梯形布藥
根據(jù)均勻布藥方式下界面波的分布特點(diǎn),起爆端區(qū)域的結(jié)合呈平直界面,這是由于炸藥起爆時(shí)能量不穩(wěn)定[23],碰撞壓力小。在爆炸焊接中,碰撞壓力過小會(huì)導(dǎo)致界面未復(fù)合[16],即起爆端附近極易出現(xiàn)未復(fù)合現(xiàn)象,降低金屬板材的利用率,這種現(xiàn)象被稱為邊界效應(yīng),在實(shí)驗(yàn)和工程實(shí)踐中應(yīng)盡量避免。碰撞壓力要超過某個(gè)臨界值,復(fù)合板才能獲得良好的焊接質(zhì)量,這也證明了爆炸焊接是一種壓力焊[24]。沿著爆轟方向,結(jié)合界面逐漸由無波發(fā)展成微波、大波界面,這是爆炸產(chǎn)物的堆集以及基板和復(fù)板碰撞引起的振動(dòng)能在待復(fù)合區(qū)疊加并共同作用的結(jié)果[25-26]。結(jié)合式(9)、式(10)可知,波狀界面的尺寸與碰撞點(diǎn)的移動(dòng)速度有關(guān),碰撞壓力與炸藥爆速成正比,在平行法爆炸焊接裝置中爆速等于碰撞點(diǎn)的移動(dòng)速度[27],由此得出,炸藥的爆轟能量賦予了復(fù)板巨大的壓力,碰撞壓力決定界面波形。因此可以通過調(diào)整炸藥厚度來控制爆轟能量,使界面波形維持在微波狀,進(jìn)而提高復(fù)合板的焊接質(zhì)量。
設(shè)計(jì)如圖6所示的呈梯形裝藥結(jié)構(gòu),通過調(diào)整炸藥起爆端和末端厚度a、b的值,來確定一個(gè)合適的傾斜裝藥角度,沿著爆轟方向控制碰撞點(diǎn)的壓力基本保持不變,避免因大波狀界面而產(chǎn)生渦旋和裂縫,提高復(fù)合板的結(jié)合強(qiáng)度,使整個(gè)焊接界面都保持在微波狀結(jié)合狀態(tài)。布藥方案見表5。
由于網(wǎng)格劃分較大,導(dǎo)致波形尺寸不易測(cè)量。當(dāng)網(wǎng)格劃分較小時(shí),可以較清晰地觀察界面的形貌特征。由前述分析得知,碰撞壓力決定界面波形,因此將界面上的碰撞壓力作為研究對(duì)象,使界面上各點(diǎn)處碰撞壓力基本保持一致。

圖6 梯形裝藥結(jié)構(gòu)示意圖Fig.6 Schematic diagram of ladder charge structure

表5 梯形布藥方案Table 5 Ladder charging scheme
不同梯形布藥方案下界面關(guān)鍵點(diǎn)的碰撞壓力如圖7所示,具體壓力值列于表6。由圖7中折線的波動(dòng)情況可知,當(dāng)采用梯形布藥方式后,基板、復(fù)板之間的碰撞壓力不再呈均勻布藥下逐漸增長(zhǎng)的趨勢(shì),而是呈較小幅度的上下波動(dòng),因此梯形布藥方式可以消除不利因素,使焊接界面的碰撞壓力基本保持不變,以獲得波長(zhǎng)較小、波幅較小的微波界面。觀察圖7發(fā)現(xiàn),起爆端和末端的碰撞壓力最小,這是由稀疏波引發(fā)的邊界效應(yīng)所致。在不考慮首尾兩端的壓力時(shí),方案Ⅲ的碰撞壓力波動(dòng)最小,因此最終焊接界面的波形狀態(tài)好于其他方案。而方案Ⅱ中界面上的碰撞壓力起伏最大,最終可能導(dǎo)致基板與復(fù)板未復(fù)合。因此確定合適的首尾裝藥高度是梯形布藥方案的關(guān)鍵。

圖7 關(guān)鍵點(diǎn)碰撞壓力值折線圖Fig.7 Line diagram of collision pressure of key points
綜上所述,采用梯形布藥方式可以消除焊接界面波形不均勻現(xiàn)象,而且減少了炸藥用量,同時(shí)也可以減小爆炸焊接實(shí)驗(yàn)現(xiàn)場(chǎng)引發(fā)的噪聲。通過分析各個(gè)關(guān)鍵點(diǎn)的碰撞壓力可知,方案Ⅲ的復(fù)合效果最好,即炸藥起爆端和末端的厚度分別為67.2 mm和42.0 mm時(shí)裝藥傾斜角度最佳。在實(shí)際的工程實(shí)踐中,梯形布藥方式的應(yīng)用并不廣泛,原因是其影響因素較多,參數(shù)確定比較復(fù)雜。盡管減小炸藥厚度會(huì)使碰撞壓力減小,但碰撞壓力的變化與炸藥厚度并非成嚴(yán)格的正比關(guān)系,所以才會(huì)得到圖7的模擬結(jié)果。如何優(yōu)化梯形布藥參數(shù)使界面波波形基本保持不變,還需要大量深入的研究。
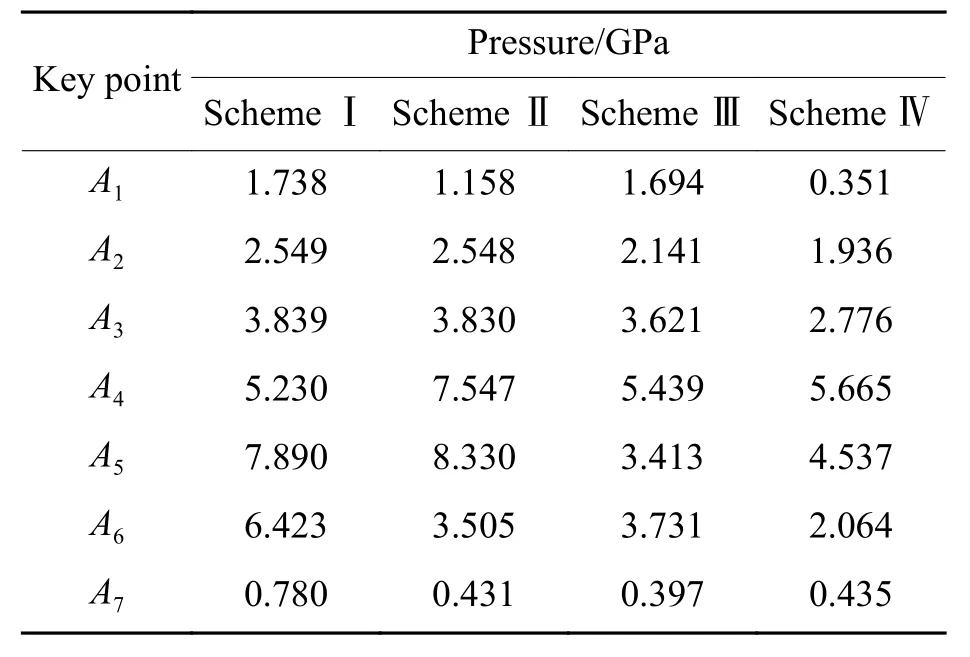
表6 梯形布藥方案關(guān)鍵點(diǎn)碰撞壓力Table 6 Collision pressure of key points of ladder charge scheme
3 界面波形成機(jī)理
爆炸焊接過程具有瞬時(shí)性,因此很難用實(shí)驗(yàn)方法來研究界面波的形成與焊接參數(shù)之間的關(guān)系。雖然有關(guān)界面波形成機(jī)理的研究已經(jīng)進(jìn)行了數(shù)十年,但迄今為止仍然沒有達(dá)成一個(gè)統(tǒng)一的認(rèn)識(shí)[28]。期間眾多學(xué)者提出了一些波形形成機(jī)制,主要有復(fù)板流侵徹機(jī)理[29]、Helm-holtz不穩(wěn)定流機(jī)理[30-31]、渦脫落機(jī)理[32-33]和應(yīng)力波機(jī)理[34]。隨著數(shù)值模擬軟件的發(fā)展,SPH法能夠清晰地模擬出波形成過程,為解釋界面波的形成機(jī)理提供了幫助。
圖8展示了采用SPH法得到的爆炸焊接界面波形成過程。基板與復(fù)板在P點(diǎn)高速碰撞,此時(shí)P點(diǎn)可看作低黏塑性流體狀態(tài),巨大的碰撞壓力使P點(diǎn)產(chǎn)生塑性變形。如圖8(a)所示,復(fù)板與基板碰撞后形成初始射流和再入射流,再入射流在前方復(fù)板的阻礙下向斜上方噴出。沿著焊接方向向前發(fā)展,碰撞點(diǎn)P轉(zhuǎn)移到波峰上,見圖8(b),先前的再入射流被基板捕獲,形成在波峰的前后方,此處極易形成漩渦、空洞等缺陷,從而降低復(fù)合板的焊接質(zhì)量。碰撞點(diǎn)P轉(zhuǎn)移到波峰上后,再入射流與波峰碰撞,沿斜下方噴出。圖8(c)中碰撞點(diǎn)P越過波峰后形成新的碰撞點(diǎn),在巨大的爆轟壓力下基板再次發(fā)生塑性變形,形成新的波形,由此產(chǎn)生周期性的波狀界面。由圖8可見,SPH法模擬的波形成過程與復(fù)板流侵徹機(jī)理的一致性較好,證明了SPH法在解釋爆炸焊接界面波形成過程中復(fù)板流侵徹機(jī)理的有效性。

圖8 波形成示意圖Fig.8 Illustration of wave formation
4 結(jié) 論
(1)采用LS-DYNA軟件和SPH法,模擬了整個(gè)爆炸焊接過程,得到典型的波狀界面和射流現(xiàn)象,理論分析與模擬結(jié)果具有一致性。
(2)在兩種藥量比、均勻布藥方案中,忽略邊界效應(yīng)后的結(jié)果顯示,沿著爆轟方向基板與復(fù)板之間的碰撞壓力均逐漸增大,而且藥量比越大,碰撞壓力越大,界面波形越大。
(3)在梯形布藥方案中,通過改變炸藥起爆端和末端的高度設(shè)計(jì)了4種方案,結(jié)果顯示梯形布藥可以有效消除爆炸焊接界面波的不均勻現(xiàn)象,使界面波形尺寸基本保持一致,而且節(jié)省了炸藥用量。當(dāng)起爆端和末端的高度分別為67.2 mm和42.0 mm時(shí)效果最佳。
(4)介紹了幾種波形成機(jī)理,展示并研究了界面波形成過程,模擬的波形成過程與復(fù)板流侵徹機(jī)理的一致性較好,證明了復(fù)板流侵徹機(jī)理解釋界面波形成過程的有效性。
猜你喜歡
艦船科學(xué)技術(shù)(2022年16期)2022-09-22 02:15:00
北京航空航天大學(xué)學(xué)報(bào)(2021年6期)2021-07-20 07:23:54
當(dāng)代陜西(2020年13期)2020-08-24 08:22:02
制造技術(shù)與機(jī)床(2017年5期)2018-01-19 02:49:17
制造技術(shù)與機(jī)床(2017年11期)2017-12-18 06:47:29
金秋(2017年4期)2017-06-07 08:22:16
蘇州科技大學(xué)學(xué)報(bào)(自然科學(xué)版)(2017年1期)2017-03-20 15:25:18
中國材料進(jìn)展(2016年10期)2016-12-26 06:50:20
濰坊學(xué)院學(xué)報(bào)(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04
