熱軋帶鋼表面質量缺陷原因分析
2020-04-22 06:22:40裴智勇
中國金屬通報 2020年14期
裴智勇
(河鋼集團唐鋼一鋼軋廠,河北 唐山 063000)
近幾年來,在熱軋帶鋼、熱軋薄板和熱軋中厚板的生產工藝技術方面取得了顯著的進步,同時對其表面缺陷也進行了更為精確的劃分和界定。但缺陷的在線檢測與識別還很不完善,所以仍無法完全避免成品表面缺陷的形成。所以有必要對其主要缺陷進行統一判斷,如用深度、寬度、高度和頻率等指標來判斷出不合格產品是否報廢,以尋求解決辦法。
1 概述
伴隨著國內軋鋼技術的不斷自主開發與應用,我國熱軋生產技術有了新的突破,熱連軋鋼質量缺陷原因分析更加準確,熱軋鋼的質量要求特別包括:一般指標包括成品規格允許偏差、平整度、彈性、尺寸等;角缺陷指標包括蛇形角偏差、局部偏差值等高點、塔型和楔塊;帶鋼表面和內部的缺陷包括夾雜物、拉拔、表面清潔度、裝配、氣泡、壓片、壓邊和織帶。不過在實際過程中成品生產質量仍達不到理想水平標準。主要針對熱軋鋼板的質量通病,采取有效的控制措施,運用分類分析法,建立系統的控制體系,通過缺陷分類的不同,可以快速地進行缺陷分析,并隨著時間的推移更好地控制熱軋鋼的質量。
2 熱軋帶鋼表面檢測系統
熱連軋機表面質量檢查通常只檢查熱軋帶鋼的尾部外觀。該方法僅對短帶材表面質量進行抽樣檢測,無法及時反映帶材的整體表面質量,從而使下一步工作難于開展,易造成使用者質量異議。此外,由于缺乏有效的板面質量檢測手段,不能提供軋輥更換優化指導,不能準確確定產品的質量等級,造成不必要的產品質量問題熱連軋表面質量在線檢測系統是當前國內外研究的熱點之一,與Parsytec 相比,Parsytec 的攝像機表面檢測系統更具代表性。唐鋼一鋼軋廠熱軋車間保證了產品的表面質量,符合下道工序生產及市場對優質產品的要求,安裝了一套帶鋼表面質量在線檢測裝置,使用效果良好。控制熱軋生產過程中的產品質量。帶鋼表面質量在線檢測裝置,采用CCD 高速攝影系統,安裝于熱軋輥上下表面掃描CCD 高速攝影系統,將帶鋼表面質量數據輸入圖像處理系統。當帶材表面質量異常時,系統進入缺陷識別程序。利用圖像處理和模式識別技術,根據系統定義,自動識別帶鋼上下表面的缺陷,根據缺陷的嚴重程度,對缺陷進行分類,并采取相應的報警措施。該系統可在多個終端顯示和記錄帶鋼缺陷的圖像和數據。熱連軋機組基本自動化系統和過程計算機系統,進行地面檢測,最終把條、態、種、速、寬、長數據與表面質量檢測結果結合起來,形成每卷條質量的完整信息。
3 熱軋鋼板常見表面缺陷分類
3.1 表面缺陷
目前,國內外對熱軋鋼板表面缺陷分類已有了統一的評價標準,由于各種因素如原因和形狀的不同,板材表面缺陷共分為33 種類型。但不同種類之間有可能相互關聯,而且從外觀上看,許多缺陷也非常相似,比較容易造成混淆。
3.2 板形缺陷
①中浪:沿著縱向呈波浪式起伏,多出現在薄板或軟板上;②邊浪:薄型、低碳鋼產品多見,邊緣呈波浪狀起伏;③紋樣基底不平整:紋樣基底有明顯凸起和凹陷,呈魚鱗狀,沿縱帶分布,有的沿板面分布。
3.3 全卷外觀缺陷
①塔型:類似塔型,常用于軋制厚規格產品;②疏松度:疏松度的層間間隙,厚規格產品軋制中間隙較大;③錯層:層與層之間或多層與層之間不均勻分布,多數用于軋制厚規格產品;④吊壞:卷底兩個頭部的單獨部分被損壞,兩層卷底之間有空隙;⑤塌卷:其外觀呈橢圓或不規則圓形。
3.4 成分性能
①一種或多種成分超出計劃鋼號規定的范圍;②超拉力強度:超拉力強度超出計劃鋼號范圍;③延伸超出范圍:延伸量超出計劃鋼數量的要求。
4 熱軋鋼板常見表面缺陷分析
4.1 麻點
鋼片表面上有個凹凸不平的粗麻點,又稱面麻,通常為連續成片,有的呈局部或周期性分布,這是因為輥子質量不好,表層硬度不均勻,還可能失去冷硬層,磨損不均,制成品孔軋槽磨損、銹蝕或粘結斷裂,加熱時,板坯氧化嚴重,軋制時鐵皮壓在表面,脫落形成細小的凹坑。
4.2 折疊、劃傷
出現的原因是導軌板加工不良或磨損嚴重,邊沿不光滑,導引裝置安裝不正確,因軋制壓力過大而造成刮痕,熱軋帶鋼,軋輥,冷床上移鋼,導軌板或孔型粘連造成劃痕,翻轉設備有尖角,翻轉件經過時刮傷,或煤氣中含硫大,滑塊易結塊,造成板坯表面斷裂、刮痕。
4.3 夾雜
夾雜為非金屬夾雜,這與鋼的表面有一定的深度,常為點狀、條狀或塊狀分布,顏色有暗紅、淡黃色等。形成原因主要是鋼錠、坯面原帶非金屬夾雜未清除而軋入坯面;當爐頂或爐頭受熱時,耐火材料、煤灰、煤渣落到鋼坯的表面,并因軋件表面未清潔而被軋到表面上;另外,由于軋機周圍的環境不干凈,可能導致軋件表面粘有非金屬夾雜。
4.4 結疤
疤痕是鋼的表面上有疤痕的金屬片,表現為分布不規則、大小不一、深淺不一的結疤,常為夾雜在結痕下方,其原因是鑄錠操作不當,將散落的鋼水或濺出的鋼水粘在模壁上,軋制后鑄錠表面會因粘著模具、凸包、網紋、重皮或翻皮等缺陷而留下疤痕或疤痕。滾動時形成的傷疤,磨削時,由于磨孔前面有飛翅而形成的表面。磨削面或磨槽表面磨損嚴重,軋制后留下的疤痕,有的是因為板坯上的“胡須”沒有清除。
4.5 裂紋
主裂紋為縱裂、橫裂和星裂;就鋼的橫截面而言,裂紋根部很尖,有一定深度,且與表面垂直,周圍存在嚴重的脫碳和非金屬夾雜現象。造成這一現象的原因是初生坯殼厚度不均、薄處應力集中、或坯殼內外溫差引起的熱應力,鋼的靜壓力抵抗坯殼在厚度方向上的凝固收縮所產生的應力等,當應力超過坯殼的拉伸強度時就會產生裂紋。
4.6 輥印
軋輥印痕是由軋輥表面缺陷引起的。大部分是上肉和下肉(其中也包括網紋)。軋輥表面缺陷形狀是判斷軋輥印痕的主要依據。有規律的缺陷(這里一般是缺陷的間隔長度一定),然后通常是由輥子產生,又可根據輥距的長度和位置來判斷所生產的輥子類型。常見缺陷見下圖1
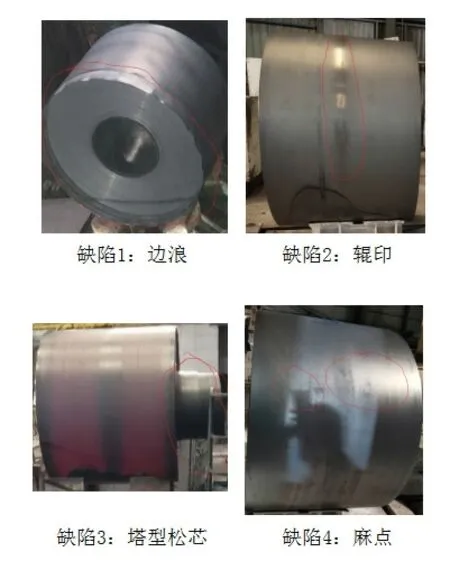
圖1 常見缺陷
5 防止熱軋鋼板表面缺陷產生的措施
5.1 麻點
①換輥時,要仔細檢查輥子有無嚴重銹蝕;②磨損輥或孔型應及時更換;③改進軋輥材質,提高耐磨性,并保持良好冷卻,使用熱軋機油,降低磨損,提高輥道耐磨性;④調節材料加熱溫度,保持正壓,減少氧化氣,對于某些易氧化、易脫皮的合金鋼,應將鐵皮涂于其表面,以防止受熱;⑤滾壓前或滾壓過程中,用高壓水、壓縮空氣清除滾壓表面的氧化鐵。
5.2 折疊、劃傷
①切削的導向板應符合要求,邊緣光滑;②適當調節導向裝置;③去除滾道、滾道上蓋板、移鋼及翻鋼設備尖角;④需對運輸輥道進行檢查,及時排除故障。
5.3 結疤
①改善鑄錠、模具或連鑄操作,提高鑄錠質量;②加強鋼錠、坯料的質量檢查,對于有缺陷的坯料,必須清除后再進行生產;③軋輥嚴格刻制,及時更換磨損嚴重的導護板、軋槽,防止刮傷軋件。
5.4 裂紋
①改進煉鋼、連鑄冶金質量,提高連鑄坯表面質量,對不合格鑄坯嚴格檢驗,禁止投產;②加熱溫度嚴格控制;③改進滾軋系統,防止不均勻冷卻,采用均勻壓下,合理的鋼道次翻轉;④軋制過程中合理的控冷,冷卻均勻。
5.5 花紋板高度不夠
嚴密壓花滾筒,增加壓力并及時更換滾筒。熱連軋鋼帶產品的生產工藝,在此過程中,對產品缺陷的控制是很困難的,因此需要有更好的技術和更多的經驗才能逐步完善。
5.6 輥印
利用生產間隙檢查各輥道(包括工作輥、輸送輥、夾送輥、助卷輥、托輥等)表面有無缺陷,及時消除輥道缺陷,例如僅在帶鋼頭部或尾部幾圈發現輥印,產生的原因多由于在卷曲過程中負責壓頭或壓尾的助卷輥表面的缺陷造成,可對助卷輥進行重點檢查,視情況打磨或更換缺陷輥道。
6 結語
總之,熱軋板帶制品是鋼材的主要品種之一,隨著其在各個方面的應用和發展,用戶對產品的要求也越來越嚴格。并且用戶在注重鋼板質量的同時,對于產品的外觀質量也越來越重視和關注。從很大程度上說,外觀質量是熱軋鋼板質量的重要指標之一。如產品外觀質量不合格,在生產過程中,既要保證產品的性能,又要注重產品的外觀質量,這樣才能保證產品的質量。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
海峽科技與產業(2016年3期)2016-05-17 04:32:12
汽車觀察(2016年3期)2016-02-28 13:16:26
Coco薇(2015年1期)2015-08-13 02:23:50
玩具(2009年10期)2009-11-04 02:33:14