SWRH82B 盤條表面缺陷淺析
2020-04-22 06:22:42馬曉妹邱香花馬曉旭
中國金屬通報 2020年14期
位 楓,馬曉妹,邱香花,馬曉旭
(新余鋼鐵集團有限公司,江西 新余 338001)
82B 是含碳量為0.82%的高碳盤條用鋼,B 代表等級,普遍用于高層建筑、橋梁、水利修建等重點工程,這就要求盤條必須有一個穩定的化學成分、良好的金相組織以及優秀的力學性能。我們公司生產的主要是規格為12.5 的盤條,檢測項目包括拉力試驗、金相檢測等。進行拉力試驗時,某些批次的盤條會出現異常拉斷,導致無法進一步加工,此時往往說明盤條存在表面缺陷,因為表面缺陷會降低力學性能中的斷面收縮率等塑性指標。送往金相進行微觀檢測,表面缺陷在金相檢測中也會有直觀的體現,比如盤條邊緣出現邊裂或折疊。去年線材廠組織了大批量82B 盤條生產,送金相檢驗后發現較大批次出現邊裂、折疊、等缺陷,現就此情況進行淺要分析[1]。
1 化學成分、力學性能和金相組織要求
化學組成成分分析見表1。

表1 82B 盤條的化學成分要求 w/%
1.1 力學性能
直徑為8.0mm ~13.0mm時,抗拉強度為1060MPa ~1200MPa,斷面收縮率不小于25%。
1.2 金相組織
82B組織主要是索氏體或索氏體加珠光體及少量鐵素體,不應該出現心部馬氏體島、晶界滲碳體及其它對性能有害的組織。
2 裂紋情況統計
查連續88批有18批金相表層裂紋(占比21%),具體情況見表1。
3 表面缺陷分析
表面缺陷類型及危害。此次盤條質量缺陷主要是邊裂和折疊(圖1、圖2)。
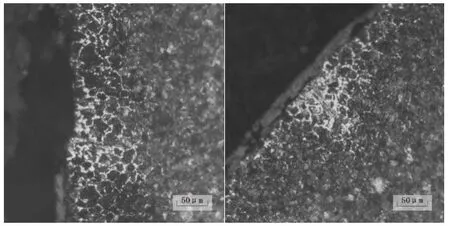
圖1 邊裂
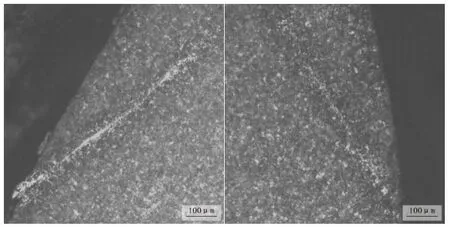
圖2 折疊
據相關研究表明,鋼坯問題和軋制工藝本身的問題都可能產生折疊,如果要具體區別,可通過對折疊的宏觀形態和微觀組織形態分別進行分析。因為盤條的表面缺陷通常被氧化鐵皮所覆蓋,不好觀察,我們特地對其進行熱酸處理,得到更加直觀的試樣標本。(圖3)。
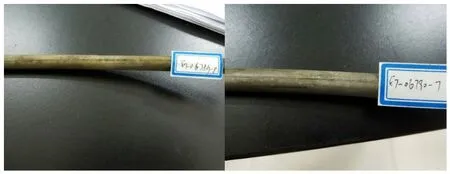
圖3 酸浸低倍處理后試樣
試樣表面線狀缺陷為裂紋,裂紋由表斜向深入鋼基呈角度分布,裂紋內嵌氧化鐵,角度小于45°定性為折疊,大于45°為邊裂,缺陷周圍有明顯脫碳現象,見圖1、圖2。
①折疊。折疊是一種金屬重疊現象,裂紋沿盤條表面以小于45°角的角度呈曲線或圓弧形分布,一般在局部,也有連續分布,常見形態見圖2。通過金相檢驗可以看出,缺陷部位有脫碳,基體未見明顯脫碳。②邊裂。盤條邊緣出現凹陷、裂紋等,形成向內縱伸的裂口缺陷稱作邊裂。常垂直于邊部向內部縱深延展,常見形態見圖1。由金相顯微鏡觀察得知,邊裂部位脫碳明顯,裂紋內有氧化鐵皮存在[2]。
(2)盤條的表面缺陷危害很大,容易使盤條在后續應用或加工過程中產生脆斷。盤條表面存在折疊、邊裂等表面缺陷時,隨著拉拔次數的增加,應力集中在鋼絲的一側或兩側,形成橫裂紋,當橫裂紋較大時會造成拉拔斷絲,橫裂紋產生的斷口一般呈撕裂狀,邊緣不整齊。橫裂紋不僅對拉拔造成影響,還會在鋼絞線的捻制及預張拉過程中發生斷裂[3]。
4 查鑄坯
(1)成品出現批量金相裂紋的同批鑄坯通過修模,角部及振痕深處均未發現裂紋。
(2)頭坯角部及振痕深處均未有裂紋。
(3)從6 根頭坯低倍情況可以看出,頭坯基本都有中心疏松情況,且第1、3、4、5 流都有內裂紋。連澆爐次的低倍也有中心疏松情況,見圖4。
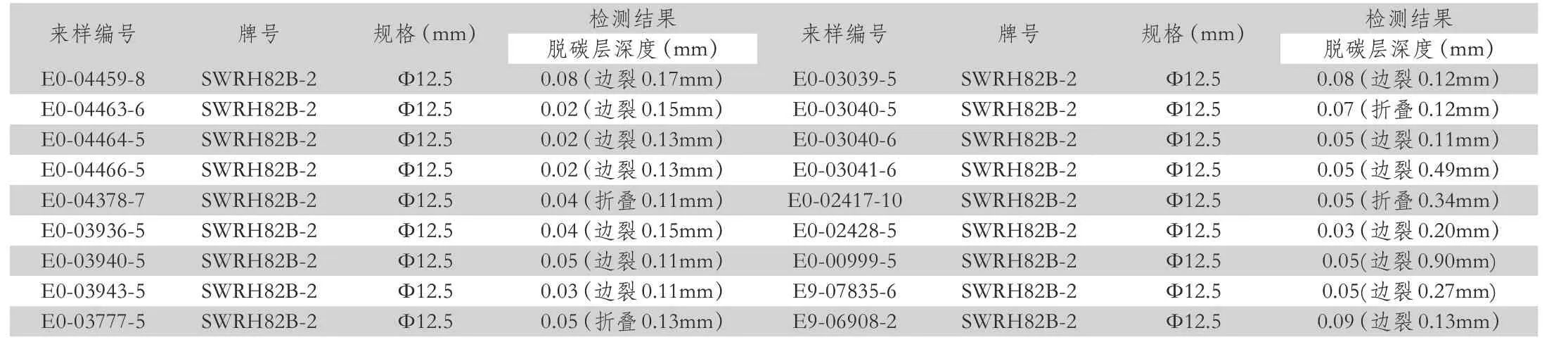
表2 82B 盤條樣品表層檢測結果

圖4 頭坯低倍
5 表面缺陷產生的主要原因
(1)連鑄坯存在皮下氣泡或針孔狀氣泡,在加熱過程中表面金屬氧化導致氣泡暴露。
(2)由于軋制工藝操作不當,導衛或軋機夾板質量不佳,軋件部分過充滿產生耳子,會形成折疊,有可能在軋件的表面劃出很深的傷痕。這種疤痕會導致軋后的劃痕部分被壓進軋件的內部,形成折疊;吊裝及轉運過程中由于操作不當,在盤條表面造成劃傷[4]。
(3)脫氧不良、澆注異常。
(4)在板坯表面和邊緣裂紋在加熱細縱裂紋和軋制工藝的不斷擴大;鋼坯內在缺陷、加熱溫度偏高或者加熱不均勻。
(5)連鑄邊部存在角部裂紋等缺陷,角部裂紋和氣孔在軋制過程中因不能焊和而產生邊裂。軋制過程中無法融合導致表面裂紋。
6 表面缺陷的預防措施
(1)從連鑄坯的表面質量開始注意,防止盤條表面微裂紋的產生;對連鑄坯做表面探傷,發現缺陷要及時清理;采取合理的鋼坯加熱溫度,防止鑄坯出現表面裂紋、中間裂紋、中心疏松和縮孔;控制因卷渣引起的大型夾雜。
(2)查看軋輥,防止粗軋機中氧化鐵皮堆積過多;吊裝轉運時精心操作,避免硬劃傷。
(3)檢查導衛孔型和對中性設計是否合理。每次軋機停機后要檢查是否有某個導衛位置偏離,導衛中有無氧化鐵皮堆積。軋件尺寸是否正確。
(4)檢查坯料出爐溫度,溫度不均勻也可使軋件間斷性過充滿。
7 結論
(1)因鑄坯檢測未發現有表面裂紋,成品金相典型裂紋應非鑄坯裂紋引起。
(2)成品金相裂紋較深,裂紋兩邊有脫碳,經掃描電鏡分析裂紋處有較多氧化鐵和其它夾雜物,這類裂紋可能是由于鑄坯表層嚴重夾雜(因非穩定澆注引起)造成的。
(3)鑄坯低倍檢測有內裂情況,如內裂未被軋合,會引起成品的內裂紋;成品金相內裂紋很可能就是由于鑄坯的內裂造成。
(4)金相裂紋靠近表沿圓周方向較長(非典型),裂縫較寬,肉眼可見,靠近心部單邊脫碳,裂縫及周邊有較多氧化鐵夾雜物,此類缺陷可能是軋制折疊造成的[5]。
(5)控制原材料的關鍵是控制其本身缺陷,其中就包括非金屬夾雜物、邊裂和折疊等。目前的冶金水平已經可以使鋼中的潔凈度達到較好的水平,但鋼中仍然存在一定量的大夾雜物,而邊裂和折疊也是從各道工序都有可能產生。所以應該嚴格把控每道工序的質量,力求達到最好的狀態,進而提高鋼產品的質量。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
海峽科技與產業(2016年3期)2016-05-17 04:32:12