加熱溫度對彈簧鋼脫碳層影響實驗研究
2020-04-22 06:22:56劉天強
中國金屬通報 2020年14期
關鍵詞:實驗
劉天強
(南京鋼鐵股份有限公司,江蘇 南京 210035)
彈簧鋼在周期性彎曲和扭轉交變應力作用下,工作條件惡劣。使用過程中彈簧截面應力是沿徑向從中心向表面逐步增加的,表面所受應力最大,故而強度要求最高。而彈簧鋼表面常常出現脫碳層,造成表面強度明顯降低,容易產生裂紋,過早出現疲勞失效。故而彈簧鋼表面脫碳層的控制具有重要意義。研究發現彈簧鋼脫碳主要發生在加熱和軋制兩個過程中,加熱溫度、加熱時間對鋼坯脫碳影響比較明顯,一般來說溫度比時間影響更為顯著,因此本文主要研究加熱過程中溫度對脫碳的影響[1]。
1 實驗設計
(1)試樣來源及表面處理:試驗材料為55SiCrA 彈簧鋼鑄坯,從鑄坯上切取15*15*12(mm)金相試樣若干,并采用不同目砂紙打磨試樣的兩個鄰面,試樣中0#為未打磨樣品,1#為28 目砂紙打磨后樣品,2#為600 目砂紙打磨后樣品,3#為200 目砂紙打磨后樣品。本實驗在750℃時共選擇了0#,1#,2#,3#四種不同表面粗糙度的試樣進行實驗,850℃及之后的試樣選取0#,1#兩種粗糙度試樣進行實驗。分別進行不同工藝的熱處理實驗,從砂紙打磨面中間將試樣切開,測量不同熱處理溫度及保溫時間后試樣截面的脫碳層厚度。以探尋熱處理工藝與脫碳層的關系。所有實驗加熱氣氛均為空氣氣氛。
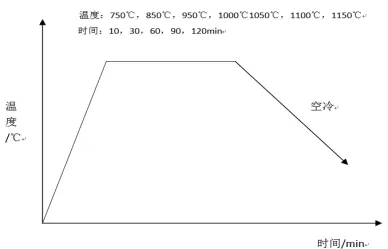
圖1 熱處理工藝曲線圖
(2)熱處理工藝:實驗使用箱式電阻爐進行加熱,保溫溫度為750℃~1150℃,在低溫段溫度間隔區間為100℃,950℃之后溫度間隔區間為50℃,保溫時間分別為10min,30min,60min,90min,120min。實驗時先將電阻爐加熱至實驗溫度,再將試樣放入爐內,開始保溫計時,到達保溫時間后,從爐內取出相應試樣空冷至室溫,未到時間的試樣繼續保溫。電阻爐由室溫升至實驗溫度的時間隨實驗溫度升高大約需要0.5h ~1.5h 不等。熱處理工藝曲線如下圖1 所示。
2 實驗結果
(1)750℃實驗結果。實驗發現,加熱溫度為750℃,保溫10min時,幾乎沒有脫碳現象(圖2),隨著保溫時間延長,脫碳層基本為全脫碳(圖3),脫碳層厚度整體上呈逐漸增大的趨勢,脫碳層厚度與試樣表面粗糙度沒有發現有明顯的規律性關系(圖4)。
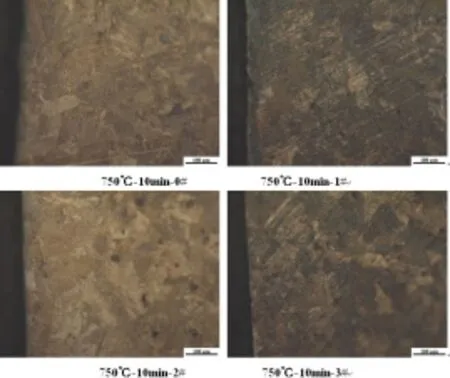
圖2 在750℃下進行實驗,彈簧鋼未出現脫碳圖
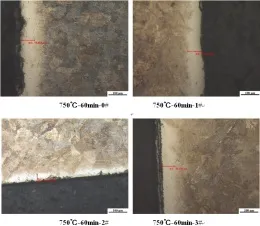
圖3 將保溫時間延長,彈簧鋼出現全脫碳圖
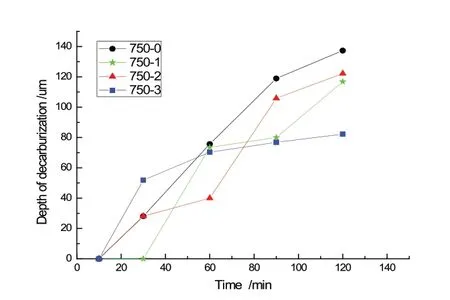
圖4 750℃不同試樣脫碳層厚度
(2)850℃實驗結果。實驗發現,加熱溫度為850℃時,隨著保溫時間延長,脫碳層厚度明顯增加,且保溫時間在90min 以內時,均出現全脫碳與半脫碳現象(圖5),當保溫時間為120min時,幾乎沒有全脫碳層(圖6),全脫碳與半脫碳層厚度均呈增大趨勢(圖7),全部為半脫碳現象。脫碳層厚度與試樣表面粗糙度沒有發現有明顯的規律性關系。
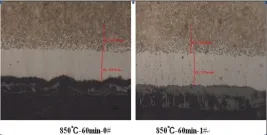
圖5 保溫時間在90min,彈簧鋼出現全脫碳與半脫碳圖
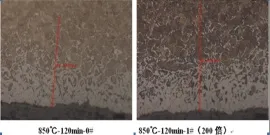
圖6 保溫時間為120min 時,彈簧鋼沒有出現全脫碳層圖
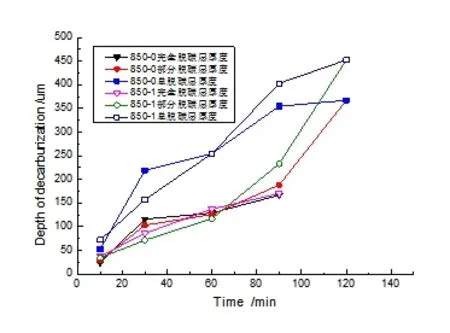
圖7 850℃不同試樣脫碳層厚度
(3)950 ℃實驗結果。實驗發現,加熱溫度為950 ℃時,隨著保溫時間延長,脫碳層厚度明顯增加,且保溫時間從10min ~120min,主要都為半脫碳。經處理后的金相照片發現部分試樣邊緣有極薄的疑似全脫碳層區域,但經照片放大仔細辨認后該疑似全脫碳區基體組織仍為鐵素體+珠光體組織,且晶粒均為等軸晶,并未出現全脫碳層典型的柱狀晶區,因此可認定950℃保溫時,試樣均為半脫碳(圖8)。并且脫碳層厚度與試樣表面粗糙度沒有發現有明顯的規律性關系。
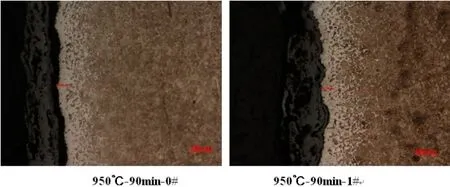
圖8 溫度為950℃保溫時,彈簧鋼出現半脫碳圖
(4)1000℃實驗結果。實驗發現,加熱溫度為1000℃時,隨保溫時間的延長,脫碳層總體呈增加趨勢。且除保溫時間為10min 之外,其他試樣均為全脫碳和半脫碳同時出現。全脫碳層與半脫碳層厚度之間沒有明顯規律,脫碳層厚度與表面粗糙度也沒有出現明顯規律。
(5)1050℃實驗結果。實驗發現,加熱溫度為1050℃時,保溫時間從10min ~120min 時,脫碳層厚度隨著保溫時間的延長逐漸增加。
(6)1100℃實驗結果。保溫溫度在1100℃時,隨保溫時間延長,脫碳層的總厚度呈增加趨勢。
(7)1150℃實驗結果。保溫溫度在1150℃時,隨保溫時間延長,脫碳層的總厚度呈增加趨勢。
(8)脫碳層厚度與加熱溫度關系趨勢圖見(圖9、圖10)。
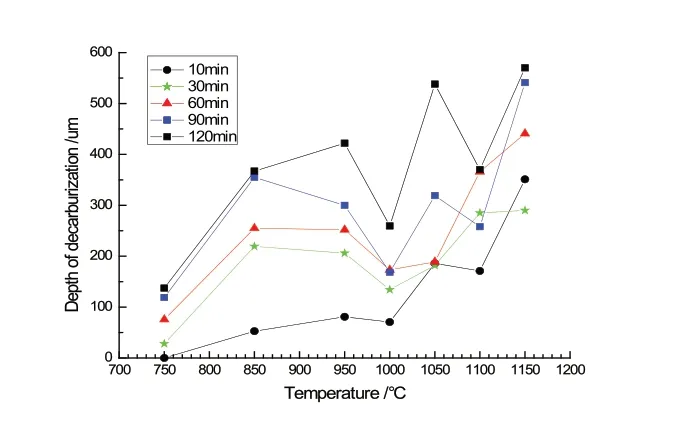
圖9 加熱溫度對總脫碳層厚度的影響
3 實驗結論
(1)55SiCr 彈簧鋼在750℃~850℃保溫時出現全脫碳,且隨著保溫時間延長,脫碳層厚度不斷加深;850℃時,總脫碳層出現局部峰值,這與全脫碳層的快速增厚有關。
(2)950℃以上時,試樣以部分脫碳層為主;脫碳層厚度隨保溫時間延長和溫度的升高而整體上呈增加趨勢。
(3)僅在1150℃時打磨處理的樣品脫碳層厚度小于未打磨樣品,其他溫度下粗糙度與脫碳程度并無明顯關系。
猜你喜歡
作文·小學低年級(2025年2期)2025-02-13 00:00:00
小雪花·小學生快樂作文(2024年11期)2024-12-31 00:00:00
作文·小學低年級(2024年2期)2024-04-29 00:00:00
作文·小學低年級(2023年3期)2023-04-29 00:00:00
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
小主人報(2022年4期)2022-08-09 08:52:06
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55