基于圖像識別的非接觸鋼板尺寸測量
2020-04-22 06:22:56張莘茹周書玉郝佳琦
中國金屬通報 2020年14期
張莘茹,周書玉,郝佳琦,楊 寧
(東北大學材料科學與工程學院,遼寧 沈陽 110819)
隨著社會基礎設施建設的不斷推進,鋼鐵尤其是板材的需求量不斷上升。板材作為鋼材四大品種之一,其產量占鋼材生產總量50%以上。鋼板的尺寸測量多采用人工接觸式測量方法,誤差大、效率低。部分企業為減少廢品,會增大加工余量,這樣無形中又提高了生產成本。因此,改進鋼板的尺寸測量系統很有意義。近年來,有很多學者對此展開了大量研究。筆者基于當今研究成果,提出一種激光掃描與圖像處理相結合的方法,設計了非接觸鋼板尺寸測量系統。
1 鋼板尺寸測量系統
鋼板尺寸測量系統由激光器、CMOS 相機、導軌和計算機組成。鋼板隨導軌向前運動,激光器發射線激光,垂直于鋼板的運動方向打在鋼板上,CMOS 相機拍攝激光線照片并傳輸給計算機,由計算機進行圖像識別和數據處理(圖1)。對采集的圖像首先利用張正友法消除鏡頭畸變,將圖像調整后運用仿射變換將圖像擺正。之后對圖像進行去噪、邊緣檢測、二值化等操作提取圖像中激光條紋的邊緣進行高度處理。被測鋼板的位置與尺寸信息對于數字圖像而言,只能用像素為單位來表示,標定像素精度后可以將像素結果轉化為實際的距離和長度。計算采集的圖像像素點即可求得鋼板的實際尺寸。
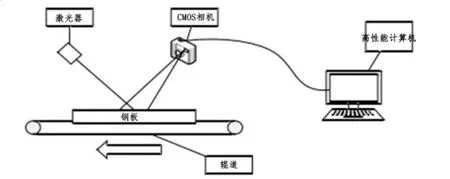
圖1 測量系統示意圖
2 測量原理
2.1 像素精度標定
在基于機器視覺測量的應用中,相機標定能夠提高定位精度。相機的標定主要涉及四個坐標系的轉換,即世界坐標系、相機坐標系、圖像坐標系和像素坐標系。世界坐標系是由用戶定義的三維坐標系,可描述物體和相機的坐標位置。相機坐標系是以小孔攝像機模型的聚焦中心為原點,以攝像機光軸為z 軸建立的三維直角坐標系。圖像坐標系是以毫米為單位的平面直角坐標系。對于數字圖像,分別為行列方向。
2.2 圖像處理
圖像預處理是指對圖像中感興趣部分進行提取和濾波去噪等操作,本文使用的方法分別是仿射變換和圖像濾波。仿射變換是從二維坐標到的線性變換。仿射變換可保持二維圖像的“平直性”與“平行性”。圖像變換前后,直線的線形、線上的點位和直線之間的相對位置不會發生變化。非共線的三對對應點可以確定唯一仿射變換。仿射變換可以使圖像擺正,為后續處理提供便捷。圖像擺正之后,為能夠提高效率,檢測到更精確的邊緣,需要進行圖像的預處理,即濾波處理,減少甚至清除圖像中的噪點,使得激光條紋更加平滑。常用的濾波有如下三種:①高斯濾波。高斯濾波是圖像處理中用于消除高斯噪聲的一種線性平滑濾波。它可將圖像中的每一個像素點的值都替換為該點鄰域內進行加權平均后的像素值。它的優點在于各個方向上平滑程度相同,不會改變原圖像的邊緣走向,而且能夠保證特征點和邊緣的特性。②中值濾。中值濾波是圖像處理中用于消除孤立噪聲點的一種非線性平滑濾波。它可將圖像中的每一個像素點的灰度值設置為該點某鄰域窗口內的所有像素點灰度值的中值。它的優點在于能夠有效平滑脈沖噪聲,同時保護圖像尖銳的邊緣。③均值濾波。均值濾波是一種典型的線性濾波。它是通過鄰域平均來消除噪聲的,即用像素鄰域內所有像素值的均值來代替原有像素值。它的優點在于算法簡單,平滑圖像速度快。但是存在固有缺陷,其降噪會使圖像不清楚,而且不能抑制脈沖噪聲。
2.3 激光線提取方法
①邊緣檢測。為得到激光條紋的特征信息,需要對激光條紋進行邊緣檢測。邊緣檢測通常是用一階梯度最大值或二階導數過零點來檢測圖像中目標與背景之間的邊界線。②圖像二值化。由于激光條紋與背景一亮一暗,亮度差別大,而處理過程中僅涉及激光條紋的特征,與背景無甚關聯,所以對圖像進行二值化處理,去掉不必要的部分,從而減小計算量,提高邊緣檢測的速度和效率。圖像二值化是指在保留圖像整體或局部的基本特征的前提下,選擇合適的閾值將原本具有多個灰度等級的圖像轉換成黑白二值圖像。基本做法為將像素灰度值大于給定閾值的置為255,小于給定閾值的置為0。
2.4 尺寸計算
由于鋼板是有厚度的,所以鋼板上的激光線與背景中的激光線不在同一條直線上,可以通過激光線的這一錯位來定位鋼板的尺寸。鋼板的長度或寬度等于鋼板上的激光線絕對長度;鋼板的厚度可根據兩激光線的錯位程度來計算,由于背景是靜止的,所以激光線在背景上的位置不會變化,而鋼板上的位置會隨著鋼板厚度的變化而變化。
3 實驗步驟和算法驗證
對前文各方法進行處理和驗證,并基于圖像直方圖特征和Canny 算子選取規則提出了一種用激光線提取的Canny 算子高低閾值選取方法和邊緣后處理方法,實驗結果如下文所示。
3.1 相機設置和硬件設置
圖像采集部分主要包括相機、采集卡、光源和曝光時間。綜合考慮對運動物體做一維測量的使用環境和價格因素,本系統采用工業CMOS 面陣相機。光源按其照射方法可分為:前向照明、背向照明、結構光照明和頻閃光照明等。前向照明是指光源和攝像機位于被測物的同側,優點在于安裝便捷;背向照明是指光源和攝像機分別位于被測物的兩側,優點在于獲得的圖像對比度高;結構光照明是指將光柵或線光源等投射到被測物上,根據它們所產生的畸變,解調出被測物的三維信息;頻閃光照明是指用高頻率的光脈沖照射被測物,令攝影機與光源同步,從而獲得高速運動物體的圖像。由于本系統的研究對象是激光線,需要激光線和背景具有高對比度,故選擇背向照明。曝光時間的選擇與光線強弱和物體運動速度有關。相同條件下,曝光時間越長,進入的光越多,生成的照片越亮。故光線較差時,可適當增加曝光時間,以提高照片亮度。而對于運動的物體來說,曝光時間越長,記錄下的物體運動軌跡越多,即形成重影,不能準確抓拍物體的外形。故物體運動速度較快時,應適當減少曝光時間,以準確抓拍物體外形。對于本系統而言,若曝光時間過長,容易使背景過亮,從而激光線與背景對比度不明顯,為后續圖片處理造成困難。
3.2 濾波處理
選擇激光線較好的圖像進行圖像濾波處理,本文選擇的窗口大小為5×5 窗口,實驗結果圖略。圖像處理前后的質量情況,可用峰值信噪比來表示(PSNR),通常PSNR 值越高,表示圖像劣化程度越小,圖像質量越好。對上述濾波方法在不同窗口下使用,信噪比值見表1。對比不進行濾波后直接提取邊緣圖片可以發現,三種濾波算法平滑圖像后均有效去除噪聲且高斯濾波的噪聲抑制效果最好。在定量分析方面,在3×3 窗口下,高斯濾波具有最高的峰值信噪比,因此選擇高斯濾波作為濾波去噪方式。

表1 不同窗口下各濾波信噪比值
3.3 改進Canny 算子
對前文高斯濾波下圖像進行邊緣檢測,提取激光線邊緣,對比不同邊緣檢測算子,可以發現,均存在噪點情況。在Canny 邊緣檢測中,難點在高低閾值的選取。若要實現有效的邊緣定位,消除激光線所在環境背景的干擾,合理的閾值選取方法是實現定位的重點。就本文而言,可以發現,激光線灰度值始終高于背景灰度值并且逼近圖像最大灰度值,這意味著在圖像灰度直方圖中,背景始終占據灰度值小的部分,并且圖像直方圖中的最大峰值一定不是激光線部分。因此本文Canny 邊緣檢測確定的低閾值為圖像直方圖峰值,若直方圖中存在多個峰值,則最后一個峰值為低閾值,高閾值為低閾值的1.5 倍。分別使用本文使用的算法和原圖與其他方法作比較,對圖像質量不佳,即圖像直方圖存在大量毛刺的情況下,進行相應技術處理(圖略)。
3.4 后處理
在獲得Canny 邊緣后,在圖像中依然存在大量干擾,為提取較好的激光線線型,需要進行后處理。本節結合激光條紋特征和形態學操作,對激光線圖像進行后處理,處理步驟如下:激光條紋特征為平行的雙邊緣,且在圖像寬向或縱向連續。所謂連續是指激光線不間斷的占據圖像寬向或縱向的一半。處理方式如下:對已經進行邊緣檢測的圖像,用一條白色像素線對圖像進行處理(圖略)。
4 實驗結果及分析
本文實驗在一體化鋼板測試平臺上進行,使用OpenCv 庫對前文所述各算法進行處理。得到鋼板厚度數據在線測量系統的處理流程,如圖2 所示。利用算法流程,選取若干張鋼板圖像進行測寬。實驗數據與計算數據對比,寬度的檢測偏差比率基本在5%以內,視覺檢測結果與鋼尺實際測量結果基本吻合(表2)。
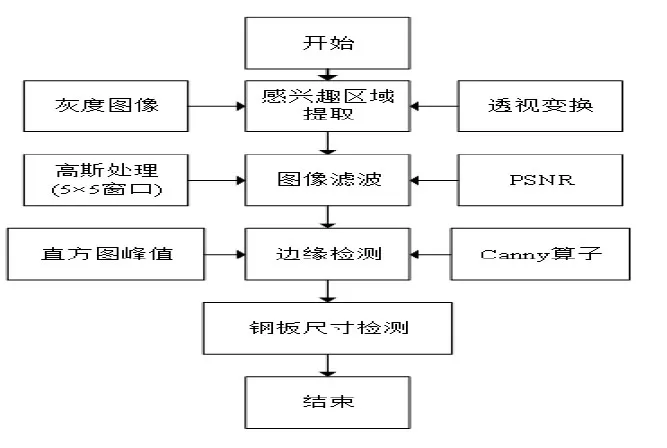
圖2 算法處理流程

表2 測量結果
5 結論
本文利用激光線和圖像處理相結合的方式進行鋼板尺寸的非接觸式測量,使用處理圖像直方圖的峰值作為Canny 算子處理邊緣的閾值,結果顯示此處理較其他處理得到的激光條紋更完整。對鋼板寬度進行實測顯示該模型最大測量誤差小于5%,能夠較好的滿足生產線中鋼板尺寸的自動測量要求。將該系統應用到實際生產中,可以降低生產成本,提高生產效率。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
海峽科技與產業(2016年3期)2016-05-17 04:32:12