降低冷軋乳化液系統軋制油耗的措施研究
2020-04-22 06:23:00李想
中國金屬通報 2020年14期
李 想
(唐山鋼鐵集團有限公司,河北 唐山 063016)
對于我國而言,當前環境污染問題成為了各行業領域發展過程中首要關注的課題之一,尤其對于鋼鐵企業而言,能耗問題相當突出,如何實現節能減排是各方人員高度重視的內容。換言之,如何自高能耗、多排放的傳統運行模式向具有綠色化、低碳化特點的全新運行模式轉變,已成為鋼鐵企業可持續性發展過程中亟待解決的一項問題。作為冷軋機組中非常重要的工藝環節之一,冷軋乳化液系統需要消耗軋制油、脫鹽水、循環冷卻水、蒸汽等,并產生處理難度較大的冷軋含油廢水。從這一角度上來說,基于對工藝設備的設計改進以及對生產現場的管理油耗,實現對系統油耗的控制,減少廢水排放,意義是相當重大的[1]。
1 油耗及排污
冷軋乳化液系統運行期間所涉及到的乳化液從本質上來說具有油水混合物的特點,原油為合成脂,是現代冷軋軋制工藝中的核心介質之一,噸鋼單位油耗是對冷軋乳化液系統成本進行評估的關鍵依據之一。同時,為確保乳化液自身性狀需求得到滿足,需要基于蒸汽對供液箱中乳化液進行加熱處理,確保其溫度維持在合理范圍內。為方便軋機冷軋工藝進行,需要通過沿乳化液供液管路設置冷卻器裝置的方式,實現對乳化液供液溫度的靈活調節與控制,因此對于整套冷軋乳化液系統設備而言,日常維護以及定期檢修中勢必會涉及到廢水產生與排放的問題,如何在積極應對上述問題的基礎之上,實現對軋制油耗的合理控制,成為業內人士高度重視的一項課題[2]。
2 工程概況
XX 冷軋板帶鋼廠配置酸軋聯合機組,設計年產量為180 萬噸,工藝模式為5 機架連續軋制,產出產品寬度區間為900mm~1600mm,厚度期間為0.4mm~2.5mm。乳化液系統作為冷連軋機組的核心系統之一,發揮對帶鋼以及軋輥進行冷卻、潤滑以及清潔的功效,其油耗水平可直接用于對冷軋乳化液系統使用、維護水平的評價,對生產成本產生重要影響。整套冷軋乳化液系統由供乳、回乳這兩大模塊構成。前者負責面向1#~5#軋機提供生產所需乳化液支持,分A 系統以及B 系統,乳化液溫度應控制在50℃~55℃區間內,且呈現半穩定~穩定的乳化狀態;后者則負責將軋機使用后的乳化液收集匯總,并通過過濾、撇油、加熱冷卻等一系列處理措施,重新提供給供乳系統循環使用。
3 帶鋼表面反射率調節
冷軋乳化液系統軋制油耗的一大關鍵影響指標即反射率。正常情況下帶鋼表面反射率在40%~45%區間內,因此必須經常性啟動撇油系統以達到凈化乳化液的目的,這一過程中同樣撇走了大量的軋制油,造成軋制油耗的增加。因此,為實現對軋制油耗的合理控制,關鍵在于促進帶鋼反射率指標的改善。具體可以從如下幾個方面著手。
(1)促進酸洗質量提升。冷軋乳化液系統運行過程當中所選用漂洗水氯離子含量過高,伴隨帶鋼運行進入乳化液內,導致乳化液中表面活性水平下降,直接以影響軋制油穩定性以及耐磨、耐壓性能,表面有大顆粒油珠形成,潤滑條件無法達到理想狀態,帶鋼板面殘油附著大量鐵粉,導致板面清潔度下降,影響乳化液潤滑性能。在乳化液氯離子超標的情況下,需要對部分乳化液進行排放以促進軋制油用量的提升,確保生產所需。主要原因在于酸洗環節中擠干輥出現嚴重磨損,同時漂洗用水水質不達標。為解決這一問題,促進酸洗質量的提升,關鍵是在整套冷軋乳化液系統運行過程當中沿1#以及5#漂洗槽增加電導率儀并動態監控,落實交接班擠干輥檢查更換制度,并對漂洗用水進行定時取樣送檢[3]。
(2)對軋機出口吹掃系統進行改進。整套冷軋乳化液系統中,5#軋機出口吹掃系統在帶鋼高速運轉狀態下無法實現氣幕的完全各段,導致帶鋼表面滴落大量乳化液,甚至可能受霧化因素影響導致乳化液于出口設備大量凝結,對帶鋼造成二次污染。通過對該問題產生原因的分析,為實現對軋制油耗的控制,可以嘗試在對出口空間進行封閉引導基礎之上,在原設計方案中軋機機架中間輥固定式吹掃噴嘴增加可調節角度的連接件,通過合理的調節角度,實現更好的吹掃效果,通過這種方式消除冷軋吹掃環節中的乳化液殘留問題,進一步提升反射率水平。
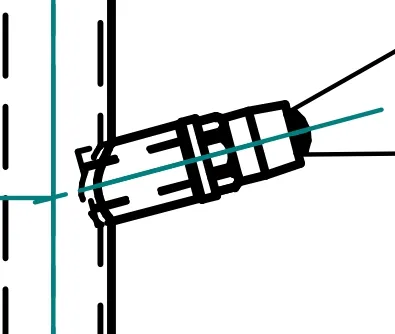
圖1 原設計方案噴嘴

圖2 可調節角度的連接件
4 乳化液濃度調節
冷軋乳化液系統運行期間,軋制油消耗量會受軋機乳化液濃度的影響,濃度過高、過低都可能造成油耗水平的增加。結合既往系統運行經驗來看,當濃度較高的情況下,帶鋼以及軋輥的冷卻效果會受到不良影響,造成打滑,大量軋制油吸附于帶鋼表面,直接降低帶鋼反射率水平;當濃度較低的情況下,帶鋼以及軋輥會出現過度磨損的情況,大量鐵粉產生并對軋制油以及皂化物產生吸附作用,冷軋處理后帶鋼表面發黑,導致浮油量增加。因此,在冷軋乳化液系統運行期間,必須結合帶鋼規格、速度,對乳化液系統濃度水平進行合理調節。同時,生產期間還應高度重視4#軋機出口部位吹掃系統的隔斷性能,以免A 系統、B 系統出現竄液而影響其濃度水平,導致B 系統清潔功效被弱化的現象。
針對B 系統清潔功效被弱化的現象。在乳化液系統上增加了一種能夠保持乳化液B 系統潔凈度的裝置,它的構成包括,乳化液系統自身加熱冷卻循環泵,由B 系統向A1 箱體、A2 箱體倒液總閥門,A1 箱體、A2 箱體獨立閥門,其改進之處在于利用加熱冷卻循環泵出口備用法蘭連接出通向A1、A2 主箱的獨立管道與閥門,與傳統設計相比較,節省兩臺(一用一備)單獨移液泵。通過定期開啟裝置使B 系統乳化液濃度以及清潔度得到良好控制,提高了冷連軋機組產品的質量,同時也降低了由于需要對B系統進行更新所進行的乳化液排放量,節約了成本,帶來一定的經濟效益[4]。
5 乳化液抗污染處理
在當前技術條件支持下,不同廠商所生產乳化液在抗污染能力方面存在較為明顯的差異性。一般情況下,乳化液所對應抗污染能力與軋制油耗呈現出反向相關性關系,即在乳化液抗污染能力較強的情況下,軋制工藝油耗偏低。因此,為進一步實現對冷軋乳化液系統運行期間軋制油耗的控制,就應當注意對乳化液污染的預防與控制,具體可以嘗試從以下幾個方面著手:
(1)預防冷軋乳化液系統機架內部雜油泄露。冷軋乳化液系統運行期間,機架內部所出現的雜油泄露以液壓油、工作輥軸承潤滑脂、以及油氣潤滑稀油為主,均具有不可皂化的特點,受雜油泄露因素的影響,導致冷軋過程中所適用潤滑液的潤滑性能以及皂化性能受到巨大影響,無法承擔軋制工藝潤滑需求。尤其對于液壓油而言,泄露具有總量大、突發性強的特點,相較于軋制油而言殘碳含量以及灰分含量明顯更高,這會導致冷軋乳化液乳化能力明顯降低,破壞其穩定性,因此在日常生產實踐中必須予以重點關注,對乳化液系統機架內部雜油泄漏點予以重點關注與發現,盡可能避免乳化液出現報廢問題,降低軋制油耗水平。
(2)預防金屬變形所致污染物。在冷軋乳化液系統運行過程當中,金屬摩擦作用所產生鐵粉以及金屬變形區域內各類污染物都會對冷軋系統的軋制油耗產生巨大影響。此環節中受金屬摩擦作用力影響所產生鐵粉顆粒會大量吸附于軋制油表面,導致帶鋼表面殘油量明顯增加。與此同時,油品在高溫、高壓環境下的產生聚合以及氧化反應,此過程中于變形區所形成高聚物具有較大的黏度,容易殘留于帶鋼表面,同樣是影響帶鋼反射率的重要因素之一。
(3)對排放系統乳化液進行定期清理。為預防乳化液污染,盡可能降低冷軋乳化液系統軋制油耗水平,需要按照1~1.5 個月的間隔時間對排放軋機收集槽、乳化液收集箱、以及乳化液污油箱在運行期間所產生的油泥以及油垢進行徹底清理,并充分參考冷軋軋機清潔情況對機架內相關設備與牌坊進行清理,以最大限度緩解冷軋乳化液污染物相對于軋制油耗水平的不良影響。
6 乳化液系統攪拌均勻性
本工程中冷軋乳化液系統A 系統主油箱為320m3,對于軋制油的攪拌混合是相對不利的,這樣一來會導致軋制油循環周期過長,且容易自冷軋乳化液系統中偏析形成與顆粒物結合長大雜質,并難以被撇油系統以及過濾系統清除。因此,在遇到計劃停車和檢修停車期間,持續進行乳環液加熱冷卻循環的運轉和保證5 臺功率為2.2kw 攪拌器裝置始終投入使用,以此種方式促進冷軋乳化液流動性水平的他生,達到降低軋制油耗水平的目的[5-8]。
7 結束語
本文上述分析中重點圍繞冷軋乳化液系統在冷軋運行過程當中的油耗控制措施進行分析與探討,側重探討了如何通過調節帶鋼表面反射率、調節乳化液濃度、對乳化液進行抗污染處理、以及確保乳化液系統攪拌均勻性等措施,達到降低冷軋工藝處理期間油耗水平的目的。結合本冷軋乳化液系統工程實例,經過為期1 年調試整改,冷軋乳化液系統軋制油耗自噸鋼單位0.68kg 下降至噸鋼單位0.4kg 以下,達到預期效果。同時還需要值得注意的一點是,在上述措施作用下,帶鋼表面反射率雖然自低于45%水平提升并穩定在55%左右,但與理想狀態還存在一定差距,未來還需要通過進一步強化冷軋乳化液系統維護技術攻關的方式,對原料卷表面質量進行合理優化與改進,以達到進一步提升帶鋼表面反射率,降低軋制油耗水平的目的。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
美與時代·美術學刊(2022年3期)2022-04-27 01:18:15
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
火花(2019年12期)2019-12-26 01:00:28
裝備制造技術(2019年12期)2019-12-25 03:06:46
人大建設(2019年12期)2019-05-21 02:55:32
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
家庭影院技術(2017年9期)2017-09-26 03:41:45
學苑創造·A版(2015年11期)2016-01-14 09:03:27