蠟油加氫裝置尾油流程多泄露問題解決辦法
2020-04-22 09:13:56劉光明中海石油寧波大榭石化有限公司運行七部浙江寧波315000
化工管理 2020年9期
關鍵詞:調節閥
劉光明(中海石油寧波大榭石化有限公司/運行七部,浙江 寧波 315000)
蠟油加氫裂化裝置設計尾油收率47.94%,即250*0.4794=119.85t/h。尾油抽出溫度達362℃,尾油后路經過多個換熱器的換熱,如圖1,其中有側線塔底重沸器E-204 和E-205、分餾進料換熱器E-111 和E-202、反應進料換熱器E-107 和E-108等。為提高重石腦油轉化率,導致尾油收率持續控制在44%以下,尾油出裝置調節閥開度遠小于正常值,尾油整個流程出現憋壓現象。換熱器E-204、E-205頻繁發生泄露,甚至E-204泄露的高溫尾油著火。各個尾油管線、換熱器法蘭頻繁緊固,部分墊片甚至由于緊固力過大,已出現墊片失效的情況。鑒于單純的法蘭緊固效果不理想。裝置考慮各個方面,在保證重石腦油轉化率的前提下解決尾油流程的泄露問題。
多產重石腦油,同時解決尾油泄露問題,查找尾油出裝置管線與設備頻繁泄露的原因,包括:換熱器設計壓力、墊片的優化、尾油泵的出口壓力以及工藝優化。對其他工藝條件的影響不可超過其承受能力,不可破壞其操作穩定性。具體1 原因分析
(1)出裝置調節閥開度減小,導致尾油流程憋壓,蠟油加氫裂化裝置尾油泵0203-P-209 出口壓力2.5MPa,尾油出裝置壓力1.0MPa,但尾油出裝置調節閥前壓力1.6MPa 即尾油出裝置調節閥為尾油出裝置帶來0.6MPa 的壓降。法蘭泄露狀況如表1。
(2)隨著尾油頻繁泄露,墊片多次緊固后,墊片極易出現壓偏現象,而且墊片的密封作用也在持續下降,許多墊片失效。
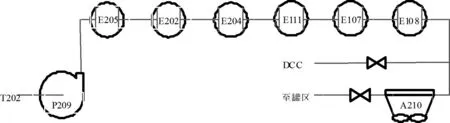
圖1.蠟油加氫裂化尾油流程圖
(3)反應轉化率上升或下降、原料油切換、燃料氣組分波動等等都會導致尾油量發生變化,進而導致尾油流量控制閥開度波動,使尾油流程壓力相應變化,發生泄露。
2 措施
(1)泄露法蘭打卡子,但需要后期補膠,法蘭仍有泄露,但裝置保持正常生產,法蘭打卡子也是在正常生產時法蘭密封無法達到效果后采取的措施。
(2)墊片的塑性變形超出了其允許的范圍,為了減少這種狀況,同時減少法蘭墊片的壓偏,在裝置停工檢修時,將尾油流程的所有墊片換做波齒墊。雙金屬自密封波齒墊片的特殊結構設計可使墊片內側接觸應力隨著內壓的升高而增大,實現可靠密封[1]。在生產中再次出現法蘭泄露問題時,通過加強緊固多會將泄漏問題解決,后期緊固密封效果要強于纏繞墊。雙金屬波齒墊的更換使尾油流程的泄漏狀況發生變化(如表1),但隨著尾油量的波動仍時常會發生泄露現象。

表1.原尾油流程泄露狀況隨壓力的變化
(3)采用葉輪切削的方法來適當降低P-209 的出口壓頭。由于尾油出裝置流量調節閥存有很大余量,適當降低P-209出口壓力也可以通過增大調節閥閥位來滿足流量穩定的需求。P-209葉輪切削:
揚程、流量隨葉輪直徑的變化公式如下:
揚程:H1=H2*(D1/D2)2
流量:Q1=Q2*(D1/D2)2[2]
直徑由D2切削為D1,流量和揚程都會減小,通過尾油液控閥開度增大來滿足T202液位控制。在葉輪切削之前,尾油流量調節閥開度為28%,考慮到調節閥的壓降以及尾油流程中的管線與換熱器的壓降,計劃將泵出口壓力降低到2.2MPa。切削后:
揚程H1=H2*(D1/D2)2=2.4*(D1/D2)2=2.2MPa
即切削后的葉輪直徑D1=0.96D2=0.384m流量Q1=Q2*(D1/D2)2=0.917Q2,通過調節閥控制管線阻力,將流量仍控為110t/h。
B 泵葉輪切削后,出口壓力2.2MPa,尾油出裝置壓力1.0MPa,尾油出裝置調節閥前壓力為1.4MPa。調節閥閥位由原來的28%,提高到40%。工作電流由原來的13A 下降為11A,P-209額定電壓為10000V,節約電能20KW·h。
(4)a.尾油量減少,由原來的119.85t/h 降低到110t/h,同時部分尾油熱供DCC,導致尾油背壓升高。b.尾油減少的同時,輕組分增加,致使以尾油為熱源的各個塔底重沸器調節閥PID匹配度下降。以尾油為熱源的各個塔底重沸器調節閥波動大。以上兩點也導致尾油流程出現憋壓。為此,對尾油換熱流程中的各個換熱器調節閥做限位處理,調整PID值以適應新的工況。設置閥位報警,防止尾油流程后路憋壓。
(5)加強尾油換熱器及尾油泵各個設備參數監控。

表2.P-209切削前后主要變化參數對比
3 結語
經過以上四項措施,尾油流程的泄漏問題得以解決,法蘭打卡子使裝置避免了非計劃停工;更換波齒型墊片以及機泵葉輪切削為裝置正常運行打下了重要基礎;工藝操作調整,在保證公司效益的前提下,維持了裝置的穩定生產。
葉輪切削節省電費約10萬元/年,保證了石腦油的收率,為公司多生產石腦油4.38萬噸/年。
猜你喜歡
儀器儀表用戶(2023年11期)2023-10-25 01:46:48
儀器儀表用戶(2023年10期)2023-09-12 08:24:28
儀器儀表用戶(2022年11期)2022-11-03 12:38:58
儀器儀表用戶(2022年10期)2022-09-29 04:36:58
儀器儀表用戶(2022年9期)2022-08-30 05:39:48
儀器儀表用戶(2022年5期)2022-05-06 09:02:30
儀器儀表用戶(2022年4期)2022-04-01 03:17:02
儀器儀表用戶(2021年12期)2021-12-10 16:02:25
儀器儀表用戶(2021年11期)2021-11-29 02:20:36
石油化工自動化(2018年5期)2018-11-14 02:34:26
