階梯軸類零件激光在機測量誤差補償研究
2020-04-22 06:29:44尉淵丁大偉趙正彩劉英智徐九華
機械制造與自動化 2020年1期
尉淵,丁大偉,趙正彩,劉英智,徐九華
(1. 北京星航機電裝備有限公司,北京 100074; 2. 南京航空航天大學 機電學院,江蘇 南京 210016)
0 引言
在機測量(on-machine measurement, OMM)技術實質是指在前后工序間隙對零件實際形狀尺寸進行現場快速測量,及時發現加工偏差,以便在加工中實時進行誤差補償,進而提高加工精度與效率。激光在機測量是非接觸式動態掃描過程,效率較高,測量精度主要受機床誤差、傳感器誤差及安裝誤差等影響。因此,為提高激光在機測量精度,國內外學者從測量原理、機床精度、路徑規劃、模型重構及誤差分析等方面進行了深入研究。對階梯軸類零件在機測量而言,卡盤跳動與尾架偏差無疑會對結果產生較大影響。國內外許多學者對車床主軸回轉精度檢測進行研究,鄭相周等[1]設計的計算機測量系統識別了徑向跳動、端面跳動和角度擺動誤差,并可在計算機上用3D圖形表達。SHOJI等[2]提出矢量表示方法,用垂直于軸線的矢量來計算主軸徑向回轉誤差;ROBERT等[3]改進反向法,通過設計轉臺減少位移傳感器的移動和調整,從三維角度顯示主軸徑向和軸向同步誤差。
此外,合理規劃測量路徑可快速而準確獲取測點位置坐標,DING等[4]基于CAD模型提出三維激光掃描路徑規劃方案;王禹等[5]構造1×30×1的BP神經網絡模型,很好地提高了路徑擬合和預測的準確性及效率。后期需對采集數據進行處理時,高瑞等[6]提出一種復雜曲面零件散亂點云特征點提取方法,直接操作于散亂點云;沈琰輝等[7]提出一種新的基于鄰域離散度的異常點檢測算法,性能穩定。后期對數據進行光順處理[8],便于模型重構及誤差分析。
基于上述思路,諸多激光在機測量系統應運而生,如:KLAUS等[9]提出1D-3D物體(5m×5m×5m)測量概念,采用激光跟蹤儀構建完整M3D3在線測量系統,可實現對大尺寸工件的精確測量。NISHIKAWA等[10]選用性能良好的激光位移傳感器代替探針,將截面測量結果與CAD模型及三坐標測量數據對比分析發現誤差相對較小。YANG等[11]為提高測量精度,采用激光干涉儀提出一種干涉圖拼接法來測量曲面形狀偏差,并驗證了該IFP拼接算法的有效性。
本文基于SK50P型三軸數控車床,在刀架上通過輔助工裝搭載激光位移傳感器,對階梯軸類特征零件進行在機測量。首先制作兩端呈錐度的高精度標準件,用于車床實時誤差表征,并設計誤差補償算法,計算不同角度下補償值;然后處理數據并重構模型,分析誤差補償前后激光在機測量精度,驗證補償效果;再由傳感器與臺階特征位置幾何關系計算出點云偏轉角度,對初始測量點云進行修正,并與三坐標測量結果進行對比,分析測量誤差,實現階梯軸類零件高精度激光在機測量。
1 試驗及方法
1.1 試驗裝置
激光在機測量裝置的基本結構如圖1所示。該系統以數控車床為運動載體,以LK-G80型點掃描激光位移傳感器為輪廓信息采集裝置,搭配LK-Navigator軟件實現對階梯軸型面的自動化掃描及數據導出、存儲等,并用于誤差補償與分析。

圖1 測量裝置示意圖
1.2 試驗方法
首先,建立測量坐標系,選擇傳感器進給速度F=120mm/min。由于刀架啟動并達到進給速度需要一定時間,因此在編程時預留響應距離,使得傳感器能穩定可靠地進行階梯軸型面數據的采集。測量中利用卡盤上的分度將階梯軸每次旋轉30°,然后運行測量程序進行數據采集,共測量12組數據。階梯軸理論模型及測量路徑規劃如圖2(a)所示。

圖2 階梯軸和標準圓柱理論模型
在工件與尾架頂針間裝配標準圓柱,其模型如圖2(b)所示。圓柱兩端分別與工件及頂針錐度連接,并且是線接觸,可移動。通過數據處理將尾架偏差剔除,對不同角度下的卡盤跳動進行評價,并將該誤差補償進型面測量結果,實現高精度激光在機測量。
2 誤差補償算法
激光在機測量過程中,主軸跳動與尾架偏差的影響最大,且該類偏差不穩定,需實時檢測,因此在階梯軸與尾架間裝夾標準件來表征誤差。該標準件由高精密外圓磨工藝制成,圓度可達0.0005mm,兩端分別有60°錐孔和錐尖,裝夾過程中盡量保證階梯軸、標準件、尾架頂針在同一高度上。隨后對標準件表面測量數據進行最小二乘線性擬合,如圖3所示。

圖3 最小二乘線性擬合
由圖3可知,標準件圓柱面測點數據不規則,其總體趨勢呈單調下降。為此,線性擬合后,計算兩端點數據差,即為主軸跳動與尾架偏差之和,設為αi,則
αi=βi+γ(i∈[1,12] ,i∈N)
其中:αi為端點數據差;βi為主軸跳動誤差;γ為主軸中心線與尾架偏差;N是自然數,表明i取整。
為確定不同角度測量數據的補償值,以其中某一角度的偏差值為基準,設為α0;計算其他角度相對偏差值,得:
αi-α0=(βi+γ)-(β0+γ)=βi-β0
取階梯軸各圓柱面測量值的平均值,為Lim(m=1,2,3,4,5),基準角度測量值為L0m,因此,測量數據平均值之差為:
k∈[0,11] ,m,k∈N)
建立δi-(αi-α0)的線性關系,可由MATLAB線性擬合得到,程序如下:
p=polyfit(αi-α0,δi,1)
經計算,擬合得關系式:
δi=-0.674×(αi-α0)-0.0027
隨后,代入不同αi-α0,計算相應的δi,作為其補償值,結果如圖4所示。

圖4 不同角度下誤差補償值
3 結果與討論
3.1 誤差分析
首先進行誤差補償,并將坐標點云導入UG中并重構模型,通過“面到面”檢查來分析其誤差,結果如圖5所示。


圖5 數據點云及模型重構
為分析其誤差,由圖5(a)中的測量數據點云重構出圖5(b)中的零件模型,并將其與三坐標測量結果對比分析。將模型各圓柱面沿z負向編號,分別為1、2、3、4、5,如圖5(b)所示;調用“面-面”偏差指令來評價其補償前后分別與三坐標修正模型間誤差,如圖6所示。
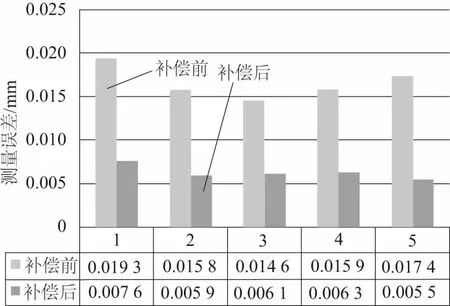
圖6 補償前后測量誤差
由圖6可知,在誤差補償前,測量重構精度在0.0146mm~0.0193mm之間,而經誤差識別補償后,精度可達0.0055mm~0.0076mm,可有效提高激光在機測量精度。
3.2 臺階面精確測量
復雜曲面零件常包含臺階等特征,如何對臺階面信息進行準確表達是個關鍵問題。主要原因有:接觸式測頭雖能滿足大部分高精度測量要求,但由于測頭半徑的存在導致臺階面爬升起點和終點尖銳處難以測量,如圖7(a)所示;而非接觸式測頭,如激光傳感器等,則可能存在光線被遮擋等現象使得測量數據缺失,如圖7(b)所示。

圖7 臺階面測量盲區
為此,為完整獲取臺階處特征信息,參考激光傳感器斜射測量方式,將激光測頭逆向偏轉12.5°,使發射光束與接收光束之間夾角為25°。微調并運行測量程序,測量數據如圖8所示。

圖8 測量點云
該特征與真實臺階之間也存在一個旋轉角度,設為α,其關系如圖9所示。

圖9 擬合特征與真實臺階數學關系
已知:AD、CE'為紅外光線長。其中A'E'為測量擬合值。
在△A'E'F中,
E'F=CD
A'F·tanα=A'F·sinθ
tanα=sinθ
由此可得α=12.213°,旋轉后如圖中箭頭所示。臺階高度為6mm,因此平面度為:T=6×sin0.112=0.011mm,這與三坐標測量臺階平面度0.009mm非常接近,意味著臺階處數據擬合精度高。
4 結語
1) 設計并制作標準圓柱用于誤差表征,提出誤差補償算法;通過測量及擬合,給出不同角度下誤差補償值在-0.01mm~0.021mm之間,該值主要是卡盤跳動誤差及尾架偏差。
2) 誤差補償前后分別對測量點云進行模型重構,結果表明,補償前測量偏差在0.0146mm~0.0193mm之間,補償后精度可達0.0055mm~0.0076mm。
3) 激光測量臺階平面度為0.011mm,與三坐標測量機所測0.009mm相近,表明該測量方法可行。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
光學精密工程(2016年6期)2016-11-07 09:07:19
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
核科學與工程(2015年4期)2015-09-26 11:59:03