數(shù)控車(chē)床搭載Baruffaldi動(dòng)力刀塔結(jié)構(gòu)分析與應(yīng)用
2020-04-23 11:12:56沈陽(yáng)機(jī)床股份有限公司遼寧沈陽(yáng)110142潘明臣
金屬加工(冷加工) 2020年4期
關(guān)鍵詞:數(shù)控車(chē)床
■沈陽(yáng)機(jī)床股份有限公司 (遼寧沈陽(yáng) 110142) 潘明臣
目前工業(yè)自動(dòng)化發(fā)展迅速,而裝備制造業(yè)作為工業(yè)的核心產(chǎn)業(yè),其發(fā)展水平標(biāo)志著國(guó)家的科技水平、經(jīng)濟(jì)實(shí)力以及國(guó)防實(shí)力,國(guó)際市場(chǎng)的總體競(jìng)爭(zhēng)歸結(jié)到底是各國(guó)裝備制造業(yè)的競(jìng)爭(zhēng)。數(shù)控技術(shù)和數(shù)控機(jī)床為裝備制造業(yè)的母體,其技術(shù)的優(yōu)劣直接決定了我國(guó)裝備制造業(yè)發(fā)展的水平,所以大力發(fā)展數(shù)控技術(shù)及數(shù)控機(jī)床是提高我國(guó)綜合實(shí)力的重要途徑。復(fù)雜且精度要求高的零件成為數(shù)控機(jī)床加工的難點(diǎn),我國(guó)現(xiàn)有機(jī)床針對(duì)這些零件的加工現(xiàn)狀:一是采用加工中心工作平臺(tái)加工,此種加工手段雖能保證精度,但是設(shè)備的初期采購(gòu)成本相當(dāng)高,除了國(guó)家項(xiàng)目外,民營(yíng)企業(yè)一般無(wú)法承擔(dān)購(gòu)買(mǎi)費(fèi)用;二是采用多種機(jī)床分序加工,比如一種法蘭盤(pán)類(lèi)件毛坯到成品的加工,數(shù)控車(chē)床只能完成外圓、端面和內(nèi)孔的加工工序,而分度圓上的孔或槽只能拆卸后裝夾在鉆床或者銑床上加工,需占用多臺(tái)設(shè)備,對(duì)于一些民營(yíng)企業(yè),廠房的占地成本也需要考慮,而且更換設(shè)備二次裝夾造成的累積誤差無(wú)法避免。如單獨(dú)使用數(shù)控車(chē)床搭載動(dòng)力刀塔既能滿足各工序的復(fù)合切削,又能節(jié)約設(shè)備購(gòu)買(mǎi)成本,還能減少設(shè)備的占地成本。
1. Baruffaldi動(dòng)力刀塔的結(jié)構(gòu)分析
Baruffaldi動(dòng)力刀塔國(guó)內(nèi)稱(chēng)為巴拉法蒂動(dòng)力刀塔,是意大利進(jìn)口高精度機(jī)床部件,在金屬切削領(lǐng)域已是成熟產(chǎn)品,下面對(duì)其中一種型號(hào)——TBMA250臥式動(dòng)力刀塔(見(jiàn)圖1)進(jìn)行結(jié)構(gòu)分析。

圖1 刀塔結(jié)構(gòu)
工作原理:刀塔本體5為載體,通過(guò)后端的刀盤(pán)旋轉(zhuǎn)驅(qū)動(dòng)馬達(dá)4聯(lián)接本體內(nèi)部的傳動(dòng)軸實(shí)現(xiàn)刀盤(pán)轉(zhuǎn)位并鎖緊,而驅(qū)動(dòng)馬達(dá)靠數(shù)控系統(tǒng)進(jìn)行控制。動(dòng)力刀塔與傳統(tǒng)的刀塔相比,其強(qiáng)大的功能優(yōu)勢(shì)在于其增加了加工工位的銑削功能,傳統(tǒng)刀塔在刀盤(pán)2鎖定狀態(tài)時(shí),加工工位刀座整體與刀具是固定不動(dòng)的,而動(dòng)力刀塔加工工位通過(guò)銑削軸驅(qū)動(dòng)部件(見(jiàn)圖1中II視圖)帶動(dòng)銑削軸離合器部件(見(jiàn)圖1中I視圖)。動(dòng)力源為銑削軸驅(qū)動(dòng)電動(dòng)機(jī)3,該電動(dòng)機(jī)固定在電動(dòng)機(jī)座25上,電動(dòng)機(jī)座與刀塔本體相連固定,法蘭24和蓋板23聯(lián)接在電動(dòng)機(jī)座上防止灰塵和水等雜物進(jìn)入傳動(dòng)部分,電動(dòng)機(jī)軸通過(guò)傳動(dòng)齒輪22聯(lián)接到銷(xiāo)軸21上的齒輪,并由緊定螺釘26周向固定,銷(xiāo)軸上的齒輪由其上的深溝球軸承19作徑向支撐并由兩側(cè)的擋圈20作軸向固定,再由刀塔中心大齒輪10過(guò)渡傳遞到套齒輪9,最后再由套齒輪傳到離合器8上,離合器前端爪與刀座1嚙合時(shí)形成刀具的轉(zhuǎn)動(dòng)。總傳動(dòng)比i=i1×i2×i3=1∶1,其中i1=54/54;i2=54/346;i3=346/54,這樣既不損失轉(zhuǎn)速也能保持一定的輸出轉(zhuǎn)矩。套齒輪由兩組角接觸球軸承11支撐,離合器軸向移動(dòng)并在嚙合時(shí)與刀座同時(shí)旋轉(zhuǎn)需要推力球軸承18提供支撐,其移動(dòng)機(jī)構(gòu)由其后端的活塞17與活塞缸12通過(guò)液壓油的作用實(shí)現(xiàn),離合器由墊塊通過(guò)中心螺釘與活塞緊固,當(dāng)油口1通過(guò)離合器控制油管7注入液壓油并保持一定壓力時(shí),油推動(dòng)蓋板14聯(lián)接活塞和離合器一起向左移動(dòng),使離合器爪與刀座爪聯(lián)接,與驅(qū)動(dòng)電動(dòng)機(jī)實(shí)現(xiàn)同步傳動(dòng),此時(shí)該位置通過(guò)信號(hào)控制電纜反饋給數(shù)控系統(tǒng),如果此過(guò)程嚙合不到位,數(shù)控系統(tǒng)接收不到信號(hào),則系統(tǒng)報(bào)警;反向則由油口2通過(guò)控制油管注入液壓油并保持一定壓力時(shí),推動(dòng)活塞向相反方向移動(dòng),完成離合器與刀座的脫離,同時(shí)該位置也通過(guò)信號(hào)控制電纜反饋給數(shù)控系統(tǒng),原理同上,此時(shí)刀盤(pán)可以轉(zhuǎn)動(dòng)實(shí)現(xiàn)換工位,油路密封均采用密封圈15。整個(gè)刀塔功能性完整且結(jié)構(gòu)緊湊,定位精度能達(dá)到±4s,相鄰工位轉(zhuǎn)位時(shí)間0.12s,遠(yuǎn)優(yōu)于國(guó)內(nèi)刀塔。
2. 動(dòng)力刀塔復(fù)合加工的應(yīng)用
以目前我廠生產(chǎn)的數(shù)控車(chē)床搭載此刀塔可完成復(fù)合切削,以用戶(hù)樣件閥門(mén)法蘭蓋(見(jiàn)圖2)為例,材質(zhì)45鋼,分析校核加工參數(shù)并完成銑削軸驅(qū)動(dòng)電動(dòng)機(jī)的選型。
(1)車(chē)削加工方式 此動(dòng)力刀塔可進(jìn)行閥門(mén)法蘭蓋端面、外圓和內(nèi)孔車(chē)削。此時(shí)銑削軸驅(qū)動(dòng)電動(dòng)機(jī)不工作,主軸旋轉(zhuǎn),刀架所受切削力由刀座和刀盤(pán)承擔(dān),這與傳統(tǒng)液壓或電動(dòng)刀架一樣。
(2)銑削加工方式 閥門(mén)法蘭蓋上6個(gè)均布、直徑為22mm的通孔右端面需要銑削加工,直徑244~310m m范圍,深度2m m,此時(shí)傳統(tǒng)的車(chē)削方式不能滿足加工需求,這時(shí)動(dòng)力刀塔的銑削軸發(fā)揮作用,主軸定位并抱死后,銑削軸介入。根據(jù)加工參數(shù)計(jì)算銑削軸需求功率:P=0.00064Kpd00.27ae0.85fz0.75apzn/ η=0.00064×1×160.27×0.80.95× 0.20.75×2×3×5001.15/0.75= 3.3(kW)。(式中各參數(shù)值查加工工藝手冊(cè)得出,其中硬質(zhì)合金刀具修正系數(shù)Kp=1;銑刀直徑d0=16m m;側(cè)吃刀量ae=0.8mm;每齒進(jìn)給量fz=0.2mm/z;背吃刀量ap=2mm;銑刀齒數(shù)z=3;銑削軸轉(zhuǎn)速n=500r/min;機(jī)械部件傳動(dòng)效率η=0.75)。
根據(jù)加工參數(shù)計(jì)算切削力:F=CFKFap0.86f0.72d0-0.86z ap= 669×1×20.86×0.20.72×16-0.86× 3×2=210(N)。(式中各參數(shù)值查加工工藝手冊(cè)得出,其中工件及銑刀類(lèi)型系數(shù)CF=669;刀具修正系數(shù)KF=1)。
則銑削軸需提供轉(zhuǎn)矩T = FR=210×0.008=1.68(N·m)。
(3)鉆削加工方式 閥門(mén)法蘭蓋6個(gè)均布直徑為22mm的通孔需要鉆削加工,同樣主軸定位并抱死后,銑削軸介入。根據(jù)加工參數(shù)先計(jì)算銑削軸需求轉(zhuǎn)矩:T=5.87d02fσb0.7=5.87×222×0.15× 4000.7=28.2(N·m)。需求功率P=T v/(30d0η)=28.2×35/(30×22×0.75) =1.99(kW)。(式中各參數(shù)值查加工工藝手冊(cè)得出,其中硬質(zhì)合金刀具直徑 d0=1 6 m m ; 進(jìn) 給 量f = 0.15mm/r;力學(xué)性能σb=400MPa; 切削線速度v=35m/min)。
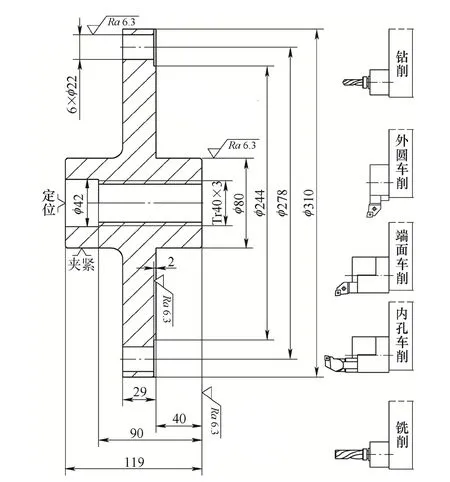
圖2 加工示意
經(jīng)過(guò)計(jì)算校核,選取銑削和鉆削中功率和轉(zhuǎn)矩最大值,再結(jié)合伺服電動(dòng)機(jī)選型樣本選擇FANUCαil6/10000,額定功率5.5kW,額定轉(zhuǎn)矩35N·m,滿足加工要求。
3. 結(jié)語(yǔ)
當(dāng)今世界機(jī)床市場(chǎng)正朝著高效、多功能方向發(fā)展,通過(guò)分析Baruffaldi動(dòng)力刀塔的結(jié)構(gòu)及其應(yīng)用,得出其優(yōu)點(diǎn):①加工復(fù)雜零件時(shí)減少了裝夾次數(shù)且提高加工精度,減少了繁瑣的人工操作,解放了勞動(dòng)力。②減少了加工件的周轉(zhuǎn)時(shí)間和設(shè)備的占地面積,有效節(jié)約了成本。本文為國(guó)內(nèi)數(shù)控機(jī)床面向未來(lái)發(fā)展提供了參考,類(lèi)似動(dòng)力刀塔如在國(guó)內(nèi)批量生產(chǎn)可提高車(chē)削中心及相關(guān)設(shè)備的整體競(jìng)爭(zhēng)水平,滿足國(guó)內(nèi)外市場(chǎng)需求。
猜你喜歡
裝備制造技術(shù)(2020年4期)2020-12-25 05:26:22
制造技術(shù)與機(jī)床(2019年12期)2020-01-06 03:17:48
制造技術(shù)與機(jī)床(2017年6期)2018-01-19 02:41:24
制造技術(shù)與機(jī)床(2017年4期)2017-06-22 11:18:05
制造技術(shù)與機(jī)床(2017年2期)2017-05-04 04:17:34
現(xiàn)代工業(yè)經(jīng)濟(jì)和信息化(2016年12期)2016-05-17 05:37:48
制造技術(shù)與機(jī)床(2015年10期)2015-04-09 07:06:08
制造技術(shù)與機(jī)床(2015年10期)2015-04-09 07:05:42
裝備機(jī)械(2015年1期)2015-02-28 22:19:52
組合機(jī)床與自動(dòng)化加工技術(shù)(2014年9期)2014-03-01 02:21:42
