減速器太陽輪的模具技術研究
2020-04-23 11:12:58東莞理工學院廣東東莞523000范永恒梁宇鋒陳梓浩梁國軒張澤鑫
金屬加工(冷加工) 2020年4期
關鍵詞:方法
■東莞理工學院 (廣東東莞 523000) 范永恒 梁宇鋒 陳梓浩 梁國軒 張澤鑫
太陽輪是行星齒輪傳動機構中重要的零件,其結構復雜、加工要求高,目前生產主要采用傳統切削加工方法,效率低下、加工成本高且浪費材料。直齒圓柱齒輪冷擠壓成形難以在保證成形質量的前提下同步成形外齒與內花鍵,所以該技術在太陽輪加工方面推廣困難,本文通過研究三種冷擠壓成形工藝,確定出最適合生產的方案。
1. 成形工藝方法的設計
1)方法1:外齒和內花鍵一次性在同一個模具內成形,最后精修外齒。擠壓前對毛坯進行潤滑處理,將毛坯放入外齒定模的套筒中,使毛坯和外齒定模相接觸。花鍵陽模向下運動,經過引導區后準確插入毛坯內孔,毛坯上下兩面均受到擠壓,由于花鍵的成形變形量、成形所需載荷比外齒小,所以陽模向下運動會使花鍵先成形。陽模繼續向下運動,將毛坯下壓入模具中,完成外齒的成形。陽模停止向下運動并往回推出陰模型腔,頂出機構將已成形的零件頂出陰模。最后,對內花鍵和外齒形已加工好的零件上端面車削,放進精修模具中精修,實現外齒形精度的提升。
2)方法2:外齒單獨成形,內花鍵和外齒精修在同一個模具內成形。將兩個潤滑過的環形毛坯堆疊放入陰模套筒內,陽模心軸插入坯料孔,直至臺階面與上端坯料接觸。陽模向下運動,下面毛坯在上面毛坯傳遞的載荷作用下產生形變,毛坯被擠壓入外齒陰模,外齒成形。陽模在外齒成形后做回程運動。此時上方毛坯剛進入齒形陰模,下方毛坯已完全進入齒形陰模等待脫模。在陰模套筒內再加一個毛坯,陽模再次向下運動,最上方毛坯將中間的毛坯擠壓進齒形陰模中形成外齒,同時最下方外齒已成形的毛坯被擠出陰模,得到外齒成形的毛坯。將外齒成形的毛坯放入精修模具內,內花鍵陽模插入零件內孔直至內花鍵陽模頭部與毛坯接觸。由于精修外齒的形變比內花鍵成形的形變小,所以在擠壓過程中,先完成外齒的精修,再完成內花鍵的成形。內花鍵成形后,陽模退出精修模具,頂出機構把零件推出。
3)方法3:外齒、外齒精修均單獨成形,內花鍵通過機加工實現。外齒、外齒精修與方法2類似,將潤滑過的環形毛坯放入陰模套筒內,陽模心軸插入坯料孔直至臺階面和上端坯料接觸。陽模向下運動,擠壓毛坯得到外齒齒形。然后將零件放入精修模精修外齒齒形,最后通過機加工實現端面和內花鍵的成形。
2. 成形工藝方法的模擬結果分析
通過有限元模擬出齒輪成形過程及成形結果,圖1所示為有限元分析的步驟。零件材料通常為20CrMnTi合金,擠壓速度為20mm/s。
1) 方法1的最終成形狀態如圖2所示,外齒和內花鍵一次成形造成內花鍵發生了較大形變,最大形變在1mm以上,無法滿足太陽輪的生產。
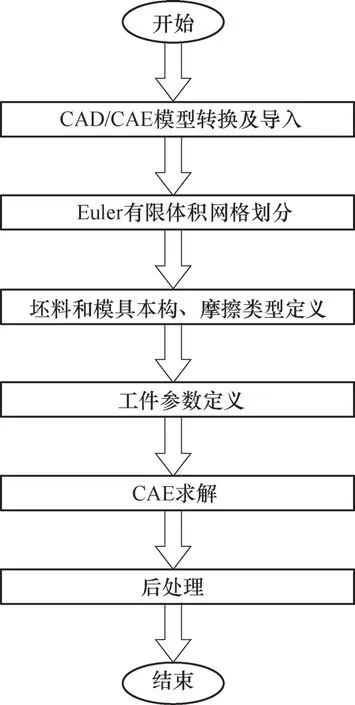
圖1 有限元軟件求解步驟
2)方法2的最終成形狀態如圖3所示,外齒的成形質量較好。圖4所示為精修外齒最小距離對比,由于內花鍵形成需要內花鍵陽模向下運動,導致精修完的外齒面產生的形變達到1.99mm,不能在保證齒輪精度的同時加工出符合設計想法的內花鍵。因此方法2不適合作為太陽輪的生產工藝。
3)方法3的最終成形狀態如圖5所示,方法3外齒的成形精度較好,材料利用率高,而且模具相對簡單,生產率較高,適合作為太陽輪的生產工藝。
3. 結語
本文就減速器太陽輪的模具工藝進行了研究,有限元模擬分析結果表明:先使太陽輪的外齒成形,再將已成形的外齒零件放入精修模具中精修,然后熱處理并機加工出太陽輪端面和內孔的工藝最適合作為減速器太陽輪的生產工藝。本研究能為齒輪工藝方案的確定提供有效的依據,為下一步實用化工藝研究奠定基礎。
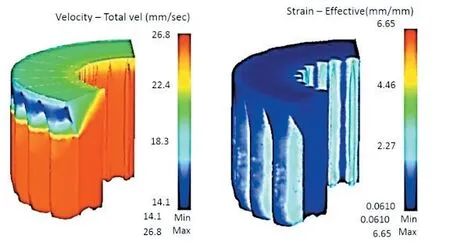
圖2 方法1的齒輪最終成形狀態
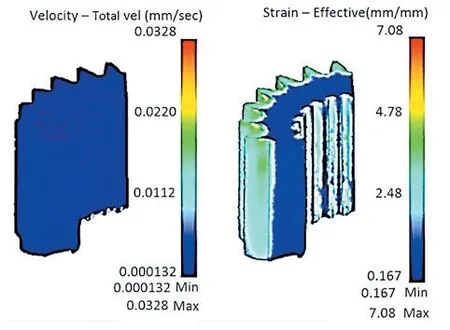
圖3 方法2的齒輪最終成形狀態
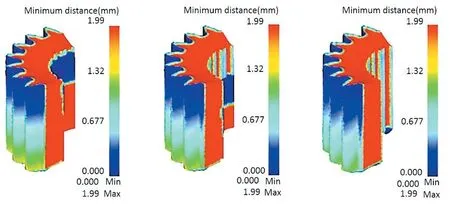
圖4 精修外齒最小距離對比
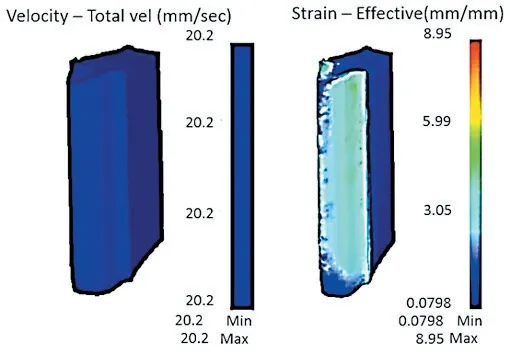
圖5 方法3的齒輪最終成形狀態
猜你喜歡
中老年保健(2021年9期)2021-08-24 03:52:04
河北畫報(2021年2期)2021-05-25 02:07:46
中學生數理化(高中版.高考理化)(2020年2期)2020-04-21 05:33:04
兒童繪本(2020年5期)2020-04-07 17:46:30
兒童故事畫報(2019年5期)2019-05-26 14:26:14
Coco薇(2016年2期)2016-03-22 02:42:52
山東青年(2016年1期)2016-02-28 14:25:23
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
