某沉淀硬化不銹鋼材料的切削加工
2020-04-23 11:12:58山西航天清華裝備有限責任公司山西長治046012宋燕林鄧文星馮奎兵初宏婧韓利萍
金屬加工(冷加工) 2020年4期
關鍵詞:不銹鋼
■山西航天清華裝備有限責任公司 (山西長治 046012) 宋燕林 鄧文星 馮奎兵 初宏婧 韓利萍
05Cr17Ni4Cu4Nb沉淀硬化不銹鋼經過時效和固溶態處理后,硬度高達35HRC,在精加工時,材料硬度高、黏度大,易造成刀具黏結和擴散磨損等失效形式,導致加工成本居高不下。通過對材料和刀具失效形式進行分析,降低加工過程中切削力和刀具在加工過程中的黏結和擴散磨損。針對加工過程中的主軸功率較高,顫動較大,創新性地定制高效銑刀,并對加工軌跡進行優化,以達到預期加工效果。
1. 材料分析
沉淀硬化不銹鋼含有較高的鉻、鎳和很低的碳,還含有能起到沉淀硬化作用的銅、鉈及鈦等合金元素。這些元素能在回火時析出,產生沉淀硬化,使鋼具有很高的強度和硬度。由于它含碳量低,保證了足夠的含鉻量,從而具有了很強的耐腐蝕性能,固溶并進行一次時效處理可最大限度獲得更多的馬氏體,組織更均勻,強化效果更好,是比較成熟和穩定的沉淀硬化不銹鋼。05Cr17Ni4Cu4Nb沉淀硬化不銹鋼中各元素含量碳(C)≤0.05%,鉻(Cr)17%,鎳(Ni)4%,銅(Cu)4%,鈮(Nb)0.15%~0.45%。
鉻為不銹耐酸鋼及耐熱鋼的主要合金元素,能提高材料的硬度、強度和耐磨性,降低伸長率和斷面收縮率,并適當增加鋼的淬透性,從而使鋼不會變脆,同時,鉻元素在時效過程中可起到二次硬化作用。
鎳元素是不銹鋼中僅次于鉻的重要合金元素,能提高材料的韌性和耐熱性,加入鎳元素后,可促進不銹鋼鈍化膜的穩定性,提高不銹鋼的熱力學穩定性,還能大幅度提高不銹鋼的耐酸堿和腐蝕性。
在不銹鋼中加入銅元素,可微量提高材料的耐腐蝕能力,并在不銹鋼表面沉積下來,起到強化元素的作用,促使各元素發生沉淀硬化反應,從而增加材料的抗拉強度。
鈮元素在不銹鋼中的作用主要有兩點,一是可以形成碳化物NbC,起細化晶粒作用,防止Cr元素與C元素形成碳化物而降低Cr元素在晶界中的含量,導致晶界腐蝕;二是與Ni形成金屬間化合物,在時效時析出。
通過以上材料分析可以得出,沉淀硬化不銹鋼具有高強度、高硬度、高黏度和抗腐蝕的特性,在切削加工中,其具有切削變形大、切削力大、切削溫度高、刀具磨損快、切屑不易折斷、易產生積屑瘤及線膨脹系數大等特點,切削表面和已加工表面硬化現象非常嚴重。
2. 加工刀具分析
1)由上述沉淀硬化不銹鋼切削特點可以得出,切削沉淀硬化不銹鋼的刀具材料要求耐熱性高,耐磨性好,且與不銹鋼親和力作用小。切削刀具主要承受磨料磨損、黏結磨損和氧化磨損。所以在選擇硬質合金刀片時,制造刀片的粉末粒徑應屬于大顆粒粒徑,大顆粒粒徑較小顆粒粒徑在制作的基體上有更好的韌性、耐沖擊性及耐磨性。
2)硬質合金涂層作為硬質合金刀具的一個重要組成部分,其涂層的材質和涂層方式的好壞直接決定了刀具的切削性能和耐用度。根據沉淀硬化不銹鋼的切削特點,加工此類材料的刀具,既要化學穩定性好,抗氧化磨損能力強,又要具有很好的耐磨性和抗彎強度,所以選擇具備上述性能的Al2O3和TiAlN復合涂層。A l2O3涂層屬于非金屬涂層,抗黏結磨損強,TiAlN涂層會在表面形成一層極薄的非晶態A l2O3硬質惰性保護膜,從而起到抗氧化和抗磨損作用。為達到上述刀片性能,刀片涂層方式采用物理氣相沉積法(P V D),此涂層方式可使涂層材料結合牢固,組織致密,保持原有強度韌性不受影響,涂層結束后,為提高整體的加工效果,對刀片進行整體拋光,使切屑更流暢,切屑不易在刀具表面停留和黏結,切削熱可及時排走,避免切削刀具的黏結磨損和氧化磨損。
3)切削沉淀不銹鋼刀具的幾何參數:前角,切削沉淀硬化不銹鋼時,因其塑性高、韌性大及熱強性高,為減少變形及加工硬化現象,降低切削力和切削溫度,在保證刀具切削刃強度的前提下,應盡量采用較大的刀具前角,使切削刃鋒利,針對馬氏體沉淀硬化不銹鋼,刀具前角宜采用較大值,考慮到刀具后刀面與工件的摩擦和加工硬化,應選擇10°~15°為宜。
4)加工刀片對比:經過選型后,某刀片材質符合生產需求,該刀片后角為15°,經過實際切削實驗,發現刀具徑向切削線較長,單位長度內切削力大,為此,對現有刀具狀態進行二次定制,將刀片傾斜角由原來的7.2°改為4.75°,切削線長度由6.77mm增加到9.83mm,切削線長度增加了45%,單位切削線長度內切削力會降低30%,刀具耐沖擊性會進一步提升,所以刀具改進方案符合生產需求。改制前后刀片對比如圖1所示。
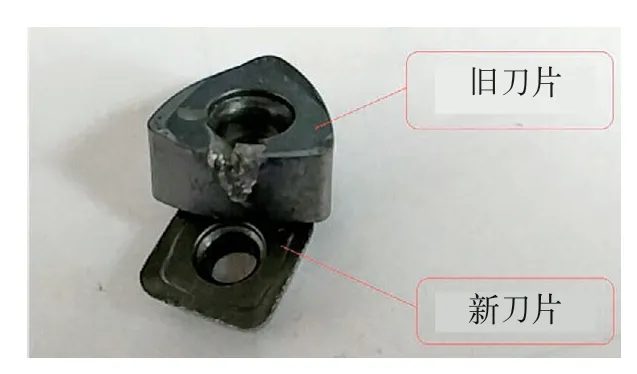
圖1 改制前后刀片對比
3. 典型零件加工
某橫梁體產品,長1 200mm,寬220mm,粗加工熱處理后單邊余量3.5mm,該產品平面輪廓較多,尺寸精度高,形成5處開放槽結構和兩處腔體結構。產品三維模型如圖2所示。
銑削沉淀硬化不銹鋼時,應盡量采用順銑法,避免切入切出時在硬化層停頓后再切入,加劇刀具磨損。銑削平面時,采用不對稱順銑法,以保證切削刃平穩地從工件中切離,切屑黏結接觸面積也比較小,在高速離心力作用下把切屑甩掉,以避免刀齒重新切入時有切屑黏貼,沖擊工件,損壞刀具。
(1)加工難點分析 產品的加工難點在于如圖2所示的眾多平面及開放槽,去除平面余量時,由于材料的高黏度和高硬度特性,刀具切削力大,機床顫動大,容易引起刀具崩碎和黏連失效,甚至導致“悶車”。
(2)產品正面總體加工工藝分析 由于零件外形及材料的特殊性能,該件的加工選擇具有機加行業代表性的DMG MORI五軸加工中心,采用虎鉗裝夾。加工正面時,考慮到多特征導致的產品變形因素,首先選擇φ 63mm快進給刀具進行面開粗,開粗完平面后,對兩處凸臺側壁及總長進行開粗。總體開粗刀路軌跡如圖3所示,加工效果如圖4所示。總體開粗后選擇面銑刀對平面進行光整,最后對4處開放槽進行銑削。
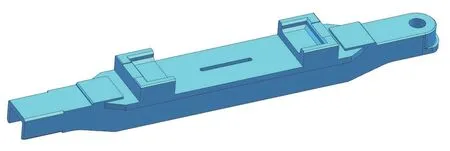
圖2 橫梁體三維模型
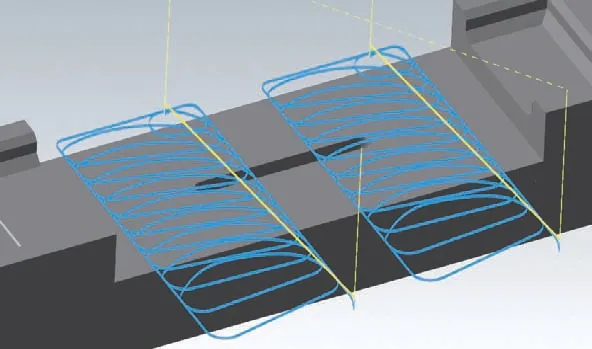
圖3 總體開粗刀路

圖4 開粗實際效果
采用定制刀具后,對原有切削軌跡進行優化,采用動態擺線銑削模式進行開粗,動態銑削時,刀具平滑切入,當刀具切削寬度由小變大到達最大切削寬度時,此時形成切削包角α(見圖5),包角越小,接觸弧長越短,接觸面間所產生的摩擦力就越小,切削穩定性也就越好,包角推薦值范圍建議≤120°,當>120°時,不論刀具性能如何,都會比<120°所需的機床剛性和切削力更大,切削性能更差,刀具耐用度更低,當>180°時,不論何種切削方式,都會因為切削力過大帶來很大的機床顫動。
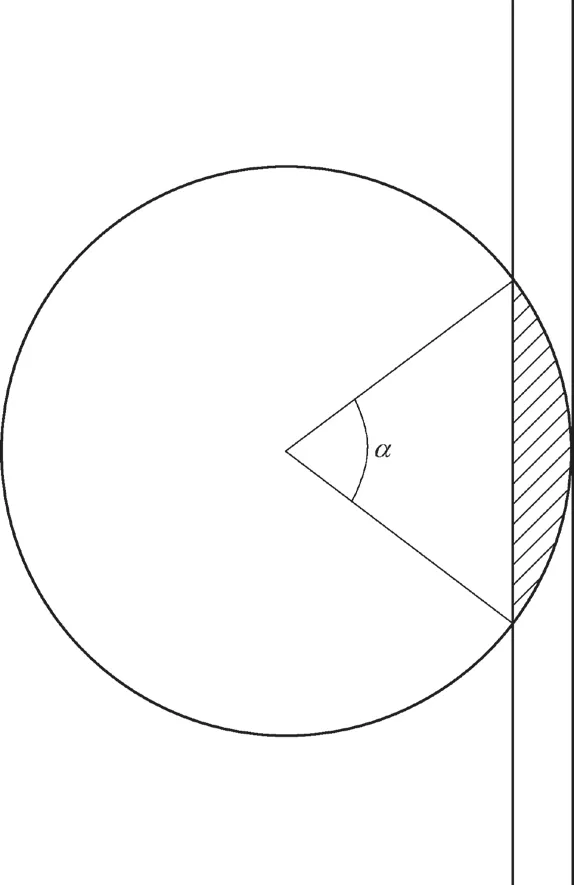
圖5 切削包角示意
(3)加工過程分析 加工中,定制版φ 63mm銑刀快進給線速度高達200m/min,遠高于廠家推薦的120m/min的線速度,擺線切削寬度初步設定為16mm,切削深度為0.7mm。根據加工過程中機床顫動和主軸負載數據分析,擺線切削寬度仍未達到該刀具的合理范圍,經過數次試驗,將擺線切削寬度設定為23mm,切削包角為148°,此時進給速度高達3 300mm/min,面開粗過程切削力穩定,機床顫動穩定,刀具切削壽命高達120min,較之前的30min提高4倍,刀具成本降低一倍。
由于不銹鋼硬化嚴重,再切削時,刀具不要再切削表面停留,切入切出要迅速果斷,以免夾具切削表面硬化,給下一次入刀帶來困難。
開放槽加工時,由于兩處30mm槽槽寬窄,小刀加工時刀具懸伸長、剛性差,在此選擇φ 20mm較大飛刀進行開粗,原有加工工藝為淺切削深度,小進給方式,實際加工中因為小刀具的耐沖擊性較差,每加工一個開放槽就需要更換一次刀片,嚴重制約生產進度,刀具成本居高不下。對工藝進行優化后,采用剝銑加工方式,由于刀具與工件之間的徑向接觸區減小,刀具在切削過程中升溫時間縮短,冷卻時間延長,所以刀具耐用度大幅度提高。槽加工如圖6所示。
優化參數后, ae= 2 ~2.5m m,vc=110~130m/m i n,ap=3.3 ~3.8 m m,f=8 0 0 ~1 000mm/r,改進后每組刀片可加工30mm槽6個,刀具耐用度大幅度提升,加工效率也較改進前提升三倍,刀具成本降低83%。整體加工后效果如圖7所示。
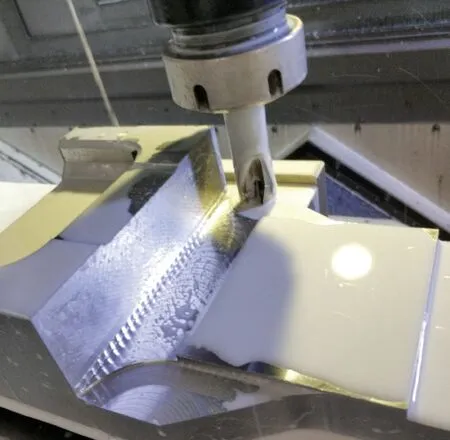
圖6 槽加工效果

圖7 整體加工效果
4. 結語
通過此次研究改進,突破了05Cr17Ni4Cu4Nb沉淀硬化不銹鋼材料硬度高、黏刀嚴重等難加工問題,提高了零件的一次交驗合格率,保證了產品的質量,減少了產品在加工過程中由刀具等引起的不穩定因素,使單件產品的時間成本降低了50%,刀具成本降低了60%。達到了降本增效的目的。
猜你喜歡
趣味(數學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術裝備(2018年1期)2018-04-28 09:09:10
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
