低強再生混凝土及其應用
2020-04-24 08:34:46肖建莊張航華唐晨雋陳宣宇段珍華張青天
建筑科學與工程學報 2020年2期
關鍵詞:混凝土
肖建莊,張航華,唐晨雋,陳宣宇,段珍華,張青天
(同濟大學 土木工程學院,上海 200092)
0 引 言
近年來,中國建筑固廢排放量逐年增加,2016年達35.5億t,約占城市垃圾的40%,而目前中國的資源化率卻不足5%。將建筑固廢加工成再生原料用于制備再生混凝土,是一種有效的資源化利用方式[1]。然而,由于再生骨料成分與來源的復雜性,再生混凝土的力學、耐久、變形等性能差異性較大,且一般弱于天然骨料混凝土。
目前國內外針對再生混凝土的研究大多集中在如何提升再生骨料或再生混凝土的性能,而極少會考慮功能化利用再生材料本身低強的特性。同時,對于常受破壞、需多次重建且對混凝土強度要求不高的工程,研究再生混凝土的低強化再利用有極大意義。因此,開發低強功能化的再生混凝土是建筑固廢資源化的一種創新舉措。
利用發泡劑等制備泡沫混凝土[2]是混凝土低強化的方式之一。通過國內外文獻分析,從材料特性入手,介紹了再生混凝土和泡沫混凝土的相關性能,提出了利用建筑固廢再生原料(再生骨料、再生微粉等)制備低強泡沫再生混凝土,并分析了將其應用于機場跑道安全區(RESA)特性材料攔阻系統(EMAS)中的可行性。
1 再生原料
1.1 再生骨料
再生骨料是由建(構)筑固廢中廢混凝土加工而成,粒徑介于75 μm和4.75 mm之間的顆粒稱為再生細骨料,而粒徑大于4.75 mm的稱為再生粗骨料。相對于天然骨料,再生骨料因表面包裹有大量老砂漿,一般具有強度低、密度低、表面孔隙多、吸水率大以及與新砂漿結合能力弱等劣勢[1]。研究發現[3],受限于原始混凝土強度、破碎方式、破碎程度等因素,不同來源再生骨料的老砂漿在質量和含量上都存在較大差別,一般只有高品質的再生骨料(低附著砂漿含量和吸水率)才可以完全替代天然骨料。
1.2 再生微粉
再生微粉是指以廢燒結黏土磚為主要成分加工分選出的粒徑為0~0.08 mm、主要成分為建筑廢物中強度較低的燒結黏土磚粉,并含有少量水泥石粉,適用于取代部分混凝土摻合料[4],主要化學成分與水泥成分的對比如表1所示[5]。再生微粉具有一定的膠結作用,但較水泥差,因此在無激發劑時,用其替代部分水泥會導致混凝土強度下降[6],如圖1所示。另外,摻再生微粉的水泥漿體一般具有較高干縮變形。
2 再生混凝土性能及低強化
2.1 再生混凝土
采用再生骨料制備的混凝土稱為再生骨料混凝土,簡稱為再生混凝土。再生混凝土的抗壓強度隨著再生粗骨料取代率的增加而降低。這是由于再生骨料與新舊砂漿之間存在的黏結較為薄弱;同時,再生混凝土本身的用水量也有所增加,再者由于再生骨料孔隙率高,在承受軸向應力時,容易形成應力集中,這些都可能導致再生混凝土的強度降低[1]。此外,再生骨料的品質和制備方法對再生混凝土也有較大的影響,如果不控制再生骨料的品質,不采用專門的制備方法,再生混凝土的力學性能將會受到顯著影響,而對簡單破碎的再生骨料進行顆粒整形處理后,再生混凝土抗壓強度能夠得到提高[7]。再生細骨料以及再生微粉在工程中始終未得到合適的利用。混凝土低強化、功能化可以利用再生細骨料混凝土、再生微粉混凝土強度較低的特點,拓寬其應用范圍,使再生細骨料和再生微粉得到有效的利用。

表1 再生微粉化學成分
注:ω(·)為各化學成分質量分數;ω(i.e.)為其他化學成分質量分數。
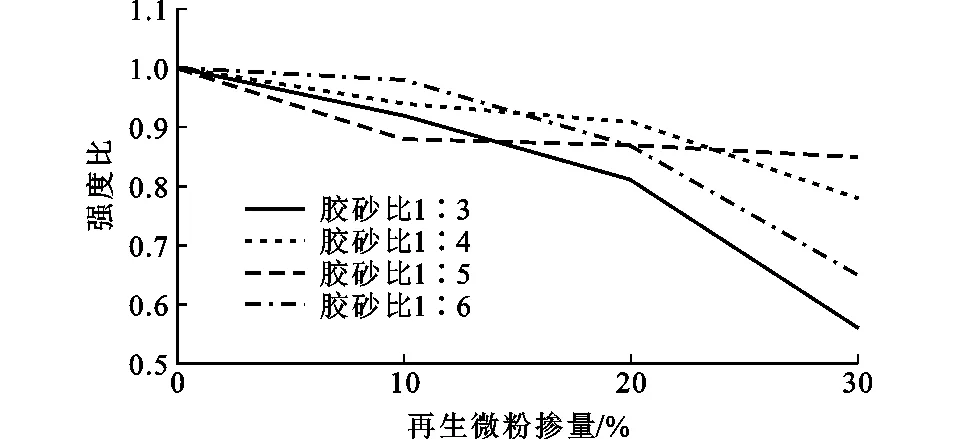
圖1 強度比與再生微粉摻量關系
2.2 泡沫混凝土
泡沫混凝土是指將發泡劑制備的泡沫加入到由膠凝材料、摻合料、外加劑和水等制成的料漿中,制備而成的輕質多孔混凝土[8]具有輕質、防水能力強、隔音耐火、可泵性、沖擊能量吸收性能好、成本低的優點,且可以大量利用工業廢渣[9-10]。
發泡劑為泡沫混凝土制備中起決定性作用的外加劑,它能夠降低液體表面張力,在混凝土漿體中產生大量氣泡。使用時需保證其質量。驗證發泡劑質量的指標包括發泡倍數、沉降距以及泌水量等[11]。從成分上,發泡劑主要分為松香樹脂類、表面活性劑類、動植物蛋白類、復合類,綜合考慮成本、發泡倍數以及泡沫質量,最適宜采用植物蛋白類發泡劑[12]。不同種類發泡劑對應的發泡倍數不同,如圖2所示。
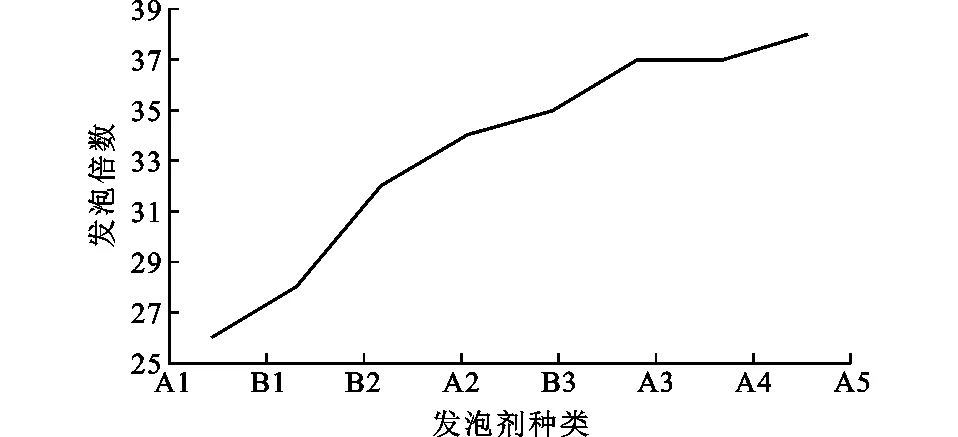
圖2 發泡劑種類與發泡倍數在不同文獻中的數據比較
圖2中,A1~A5取自文獻[5],B1~B3取自文獻[12],A1表示稀釋倍數為20的復合發泡劑,A2表示稀釋倍數為40的復合發泡劑,A3表示稀釋倍數為20的動物蛋白發泡劑,A4表示稀釋倍數為40的植物蛋白發泡劑,A5表示稀釋倍數為20的植物蛋白發泡劑,B1表示稀釋倍數為10的植物型發泡劑,B2表示稀釋倍數為10的動物型發泡劑,B3表示稀釋倍數為10的復合發泡劑。在成型過程中,發泡劑制得的泡沫最終成為泡沫混凝土的氣孔一般要經過氣-液界面、氣-液-固界面、氣-固界面3個階段,且發泡劑的摻量越高,泡沫含量越高,泡沫混凝土的絕干密度、抗壓強度隨發泡劑摻量的提高而降低(圖3)[13]。
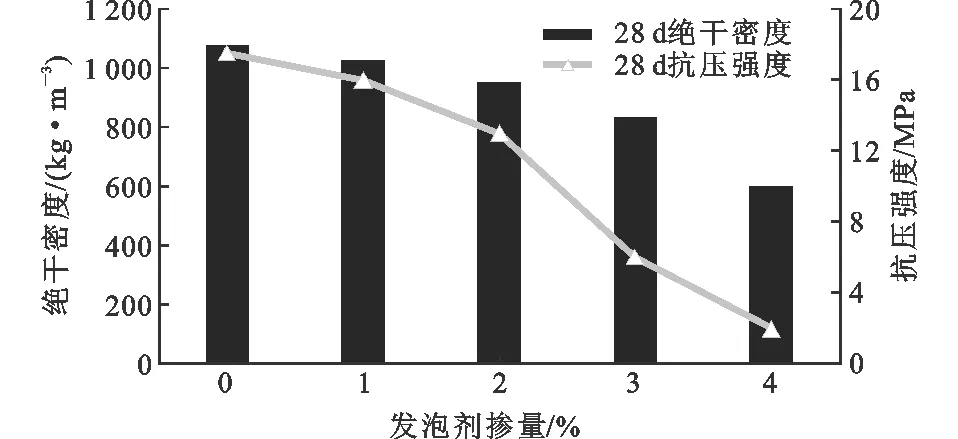
圖3 發泡劑摻量對泡沫混凝土絕干密度、抗壓強度的影響
采用植物蛋白發泡劑制備低密度泡沫混凝土時,水膠比取 0.50~0.65 即可制備成型,且隨著水膠比的增加,其抗壓強度整體呈下降趨勢,而滲水系數隨水膠比增加而增大,當水膠比達到0.65時,已經不宜使用[14-16]。圖4總結了相關學者用植物蛋白發泡劑制作的泡沫混凝土水膠比和28 d抗壓強度之間的關系。
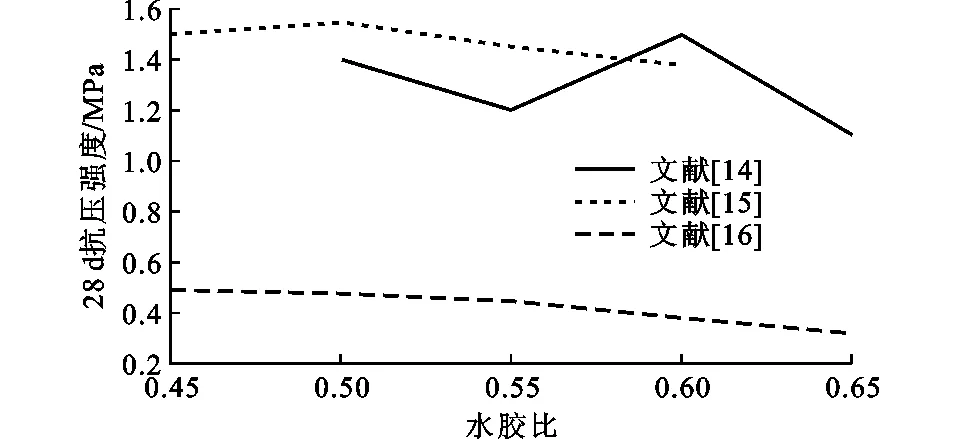
圖4 水膠比對泡沫混凝土抗壓強度的影響
另外,為提高泡沫混凝土的穩定性和能量吸收效率,可加入穩泡劑和纖維等[17-18],其摻量及生產工藝都會對泡沫混凝土的性能產生影響。穩泡劑是一種能提高泡沫穩定性和延長泡沫半衰期的材料。常用的穩泡劑包括羥丙基甲基纖維素(HPMC)等,在泡沫混凝土中可改善孔隙結構的分布,同時有效提高泡沫混凝土漿體的和易性、成型體的體積安定性,對泡沫混凝土性能的穩定具有積極意義。表2為不同HPMC摻量對泡沫混凝土和易性的影響情況[17]。纖維對泡沫混凝土的抗壓強度影響不大,但可有效改善混凝土干燥收縮大、折壓比低等問題,提高材料的耗能能力(圖5)[18]。
目前泡沫的制備方式主要包括2種:一是高速攪拌發泡劑溶液制取泡沫;二是采用壓縮空氣發泡機制泡。相比壓縮空氣法,采用高速攪拌法可在節約成本的同時達到理想的效果。張巨松等[19]采用高速攪拌法制備泡沫混凝土時,用轉速1 200 r·min-1以上的高速攪拌機攪拌3~5 min,即得到均勻、細小、穩定的泡沫。與壓縮空氣法相比,高速攪拌法的發泡倍數稍大,但其穩泡性能較差。李浩然等[14]對拌合時間和速度對漿體和泡沫的混合效果以及漿體流動性的影響進行了研究,當拌合速度為80 r·min-1,拌合時間控制在120 s時,泡沫與漿體的包裹較為均勻。
2.3 泡沫再生混凝土
再生混凝土和泡沫混凝土都具有低強、孔隙率高等共同特點。如將二者結合,制成泡沫再生混凝土,可獲得強度適宜且應用廣泛的新型低強化再生混凝土。
目前,國內外對于泡沫再生混凝土的研究較少。國內制備泡沫再生混凝土的方法是將粉碎后的廢料經過煅燒粉磨后脫水,作為可二次水化的再生微粉,然后用其代替水泥組分制備泡沫混凝土。丁慶軍等[20]研究表明,從廢混凝土中分離出的水泥石有二次水化的能力,為廢混凝土能夠制備再生膠凝材料提供了依據。李元君[5]發現當再生微粉的摻量小于20%時,對泡沫再生混凝土的力學性能影響較小,而當摻量繼續增加時,強度則會顯著下降。國外僅有少量有關泡沫再生混凝土的研究,自2004年起,Jones等[21]開始對利用不同來源再生骨料制備的泡沫再生混凝土進行了一系列研究,包括干燥收縮、水滲透、硫酸鹽侵蝕和熱傳導值等性能,進一步證明了優良的二次再生骨料可以有效地用于取代天然砂。
基于國內外研究,設計了如圖6所示的泡沫再生混凝土制備流程,并制備出了穩定性良好的泡沫再生混凝土。
3 低強再生混凝土應用
3.1 EMAS介紹
特性材料攔阻系統(EMAS)是一種鋪設在機場跑道端安全區內的安全防范系統[22]。系統中鋪設有吸能的攔阻材料,利用其在飛機輪胎碾壓作用下的潰縮吸收飛機動能,使飛機逐漸減速并最終停止在安全區域內,避免飛機沖出跑道引發災難性后果。圖7為EMAS工作原理示意圖。圖8為EMAS道面使機輪制動的現場圖。

表2 HPMC摻量對泡沫混凝土和易性的影響
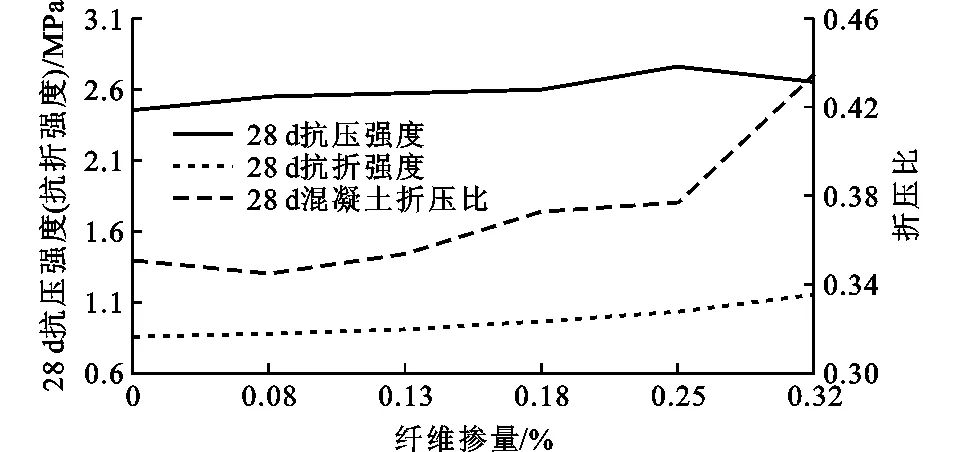
圖5 纖維摻量對泡沫混凝土28 d抗壓、抗折強度及折壓比影響
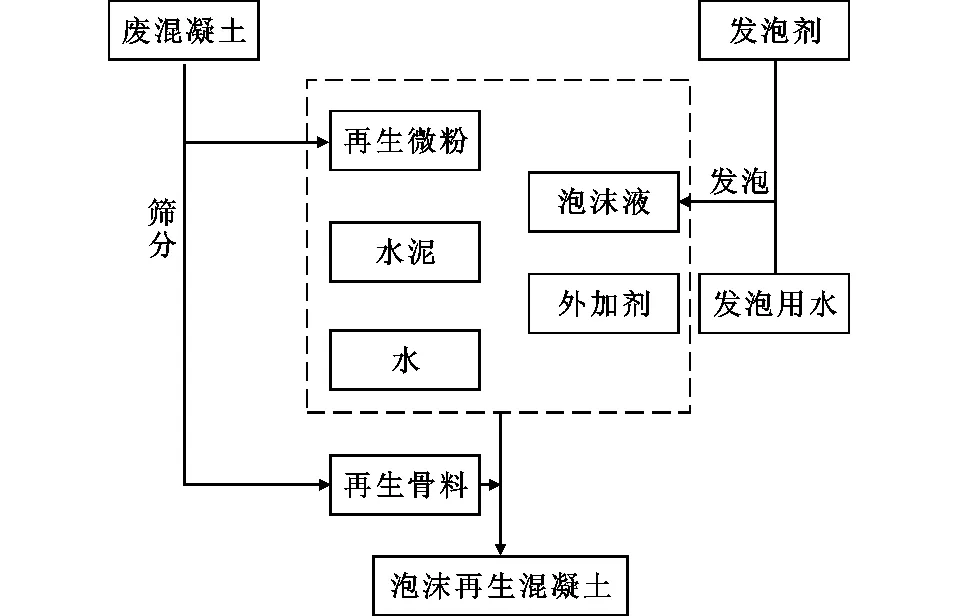
圖6 泡沫再生混凝土制備流程
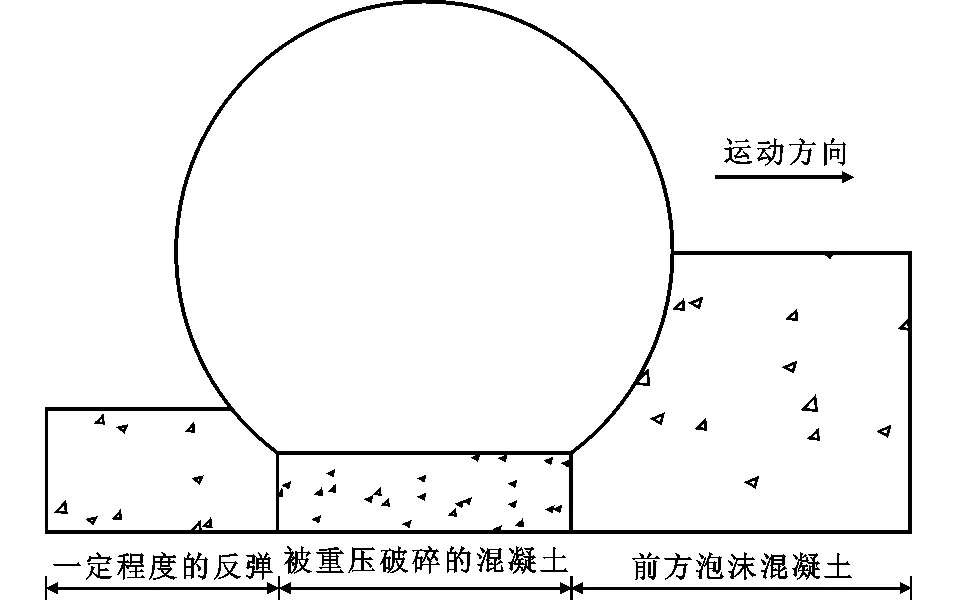
圖7 EMAS工作原理

圖8 EMAS使機輪制動
目前已經展開的EMAS相關研究工作包括:具有特殊力學性能和一定耐久性的特性材料研究,以及能計算停止距離、評估安全性的仿真模型研究。根據國內相關標準[23]和國外資料總結了EMAS中特性材料的性能要求,包括力學性能、抗凍融性、耐水性、耐久性、可修復性和阻燃性。
若將泡沫再生混凝土應用于EMAS的特性材料中,可充分發揮其低強、潰縮耗能等特性,將再生混凝土的劣勢轉化為優勢。此外,EMAS需具備可修復性,在破壞后,必須盡快完成維修檢查工作,而泡沫再生混凝土的特點能夠很好地滿足這一需求,且當EMAS道面破壞后,理論上可利用被破壞的廢混凝土為原料進行快速修復,實現重復利用,降低了EMAS的建造成本,有利于EMAS的推廣和使用。
3.2 試驗驗證
試驗原材料的選用包括:水泥為PO42.5水泥,再生細骨料是將廢棄混凝土破碎、篩分后得到的粒徑為0.075~4.75 mm的骨料。再生細骨料的取樣及試驗方法均按《混凝土和砂漿用再生細骨料》(GB/T 25176—2010)進行,再生細骨料為中砂,細度模數為3.05,吸水率為23.7%,表觀密度為2 390 kg·m-3,堆積密度為1 352 kg·m-3,孔隙率為43%,壓碎指標為24.3%;發泡劑為植物蛋白類發泡劑。試驗首先對比了再生混凝土、普通泡沫混凝土和泡沫再生混凝土的性質差異,試驗配合比和結果如表3所示。

表3 混凝土配合比及強度
由表6可知,泡沫混凝土的強度和密度遠低于再生混凝土,是再生混凝土低強化的一種有效方式。用再生細骨料取代標準砂后泡沫混凝土的強度和密度都會明顯降低。
通過上述分析,依照《特性材料攔阻系統》(MH/T 5111—2015),完成了低強功能化泡沫再生混凝土的性能測試。
根據規范MH/T 5111—2015要求進行力學性能測試,做出泡沫再生混凝土的應力-壓潰度曲線和能量吸收效率曲線,其中能量吸收效率最高時的壓潰度為最大壓潰度。壓潰度ε和能量吸收效率η計算公式為
(1)
(2)
式中:h為試樣的壓潰深度;H為試樣高度;σ為試樣的壓應力。
將規范中的應力-壓潰度(σ-ε)曲線(圖9)與試驗測得的應力-應變曲線(圖10)對比可以看出,曲線呈三段式,最大壓潰度為62%,大于規范要求的60%。

圖9 理論應力-壓潰度曲線及能量吸收效率曲線
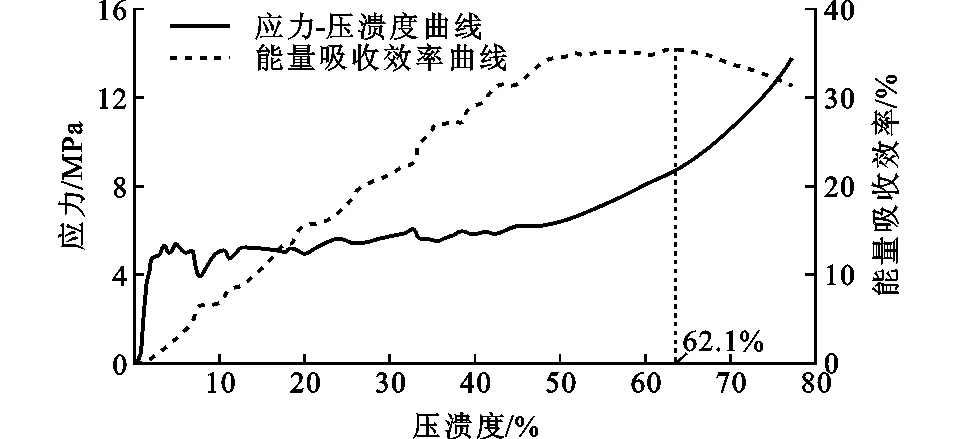
圖10 試驗應力-壓潰度曲線及能量吸收效率曲線
依照《特性材料攔阻系統》(MH/T 5111—2015)要求進行浸水軟化測試和抗凍融性能測試。經測定,在浸水軟化測試中,試件半潰縮能軟化系數為0.89,在0.8~1.2范圍內;在抗凍融性能測試中,試件質量損失率為3.2%,不大于5%;抗凍系數為1.14,在0.8~1.2范圍內,均符合規范要求。這證明了用再生微粉和再生細骨料制備泡沫再生混凝土應用于EMAS系統的特性材料中是可靠的。
4 結語
(1)較相同配合比的普通混凝土,如果再生骨料的品質不加以控制,所制備的再生混凝土具有強度低、孔隙率高、抗腐蝕性能差等缺點。
(2)將再生原料與泡沫混凝土結合,可以得到泡沫再生混凝土。將再生混凝土低強化后用于有特殊功能需求的領域,是再生建材應用的新方向。
(3)通過試驗分析得到,利用再生微粉和再生細骨料制備的泡沫再生混凝土具備強度低、易破碎、高能量吸收的特點;若將泡沫再生混凝土應用于EMAS系統中,其強度、耗能性能和其他性能(耐水、抗凍融等)均可滿足相關標準要求。
(4)泡沫再生混凝土破碎后二次再生、多次再生的可行性還需要進一步研究。
猜你喜歡
現代裝飾(2022年5期)2022-10-13 08:48:04
建材發展導向(2022年10期)2022-07-28 03:04:00
建材發展導向(2021年7期)2021-07-16 07:08:04
水利規劃與設計(2020年1期)2020-05-25 08:01:30
小哥白尼(趣味科學)(2019年3期)2019-06-17 11:57:44
上海建材(2018年3期)2018-08-31 02:27:52
江西建材(2018年2期)2018-04-14 08:01:05
江西建材(2018年2期)2018-04-14 08:00:10
水利技術監督(2017年2期)2017-05-17 05:19:34
水利科技與經濟(2016年2期)2016-04-09 02:09:13