小棒材圓鋼表面刮傷、硌傷的成因及預(yù)防
2020-04-26 07:19:42王文軍張興廣張曉生
中國鋼鐵業(yè) 2020年2期
王文軍 張興廣 張曉生

1.引言
凌鋼5號棒材機組主要有以下特點:(1)產(chǎn)品規(guī)格多。規(guī)格范圍φ20 mm -φ50mm。(2)輥道長,地輥立輥多。成品軋機出口至冷床末端總長度為312米,共計地輥252個,自由托輥14個,立輥17處。(3)替換導(dǎo)槽多。大規(guī)格圓鋼空過軋機替換導(dǎo)槽較多,空過距離長。(4)圓鋼螺紋鋼交替生產(chǎn)。這些特點使得生產(chǎn)的鋼材刮、蹭、硌傷的概率加大,圓鋼螺紋鋼交替生產(chǎn)也造成了輥道磨損嚴重,加劇了刮傷、硌傷的發(fā)生。同時,由于生產(chǎn)規(guī)格跨度較大,改換規(guī)格時需要活套高度等時時調(diào)整,一旦調(diào)整不當(dāng)活套不穩(wěn),極容易引起襯板粘鋼等問題,造成成品刮傷。
目前凌鋼正處于開發(fā)中高端產(chǎn)品的關(guān)鍵期,要求產(chǎn)品精度表面質(zhì)量必須達到國家二組精度以上。所以,解決這些問題更為迫切。
2.產(chǎn)生原因及特點
2.1 刮傷產(chǎn)生的原因及特點
(1)輥道地輥刮傷。產(chǎn)生的主要原因是軸承抱死,導(dǎo)致地輥不轉(zhuǎn)動而引起刮傷。主要特征有:a.貫通性:劃傷自始至終均存在,多數(shù)中間不間斷;b.移動性:劃傷不是固定在軋件的高度或者寬度的某一特定位置,而是隨著軋件的轉(zhuǎn)動而繞著軋件轉(zhuǎn)動;c.暴露性:刮傷可見基體底部,外部存在不同程度的毛邊。
(2)輥道底板劃傷。主要原因是地輥磨損嚴重,輥面標高降低,導(dǎo)致軋件與輥道架底板直接接觸摩擦造成劃傷。主要特點:a.間斷性:一般不是貫通劃傷,隨著軋件在輥道內(nèi)擺動,時有時無;b.輕微性:多數(shù)刮傷不是十分嚴重,較其他類型產(chǎn)生的刮傷輕微。
(3)立輥及側(cè)板凸起劃傷。為減輕輥道側(cè)壁對軋件的劃傷,在輥道兩側(cè)加裝了立輥,但有時候立輥會抱死,使軋件劃傷。主要特點:a.規(guī)律性:軋件在輥道中行進時,在不改變地輥速度的前提下,軋件靠側(cè)壁呈一定規(guī)律,或頭部,或中間,或尾部,或始終,所以在軋件表面的劃傷也呈現(xiàn)一定的規(guī)律;b.不穩(wěn)定性:劃傷隨著軋件的運行在輥道內(nèi)轉(zhuǎn)動,造成與側(cè)壁的貼合力不一致,劃傷深淺粗細等都會隨著發(fā)生變化。
(4)導(dǎo)輪襯板劃傷。由于導(dǎo)輪抱死、入口襯板凸起或粘鋼以及出口導(dǎo)管偏等原因造成的刮傷。主要特點:a.嚴重性:多數(shù)出入口導(dǎo)衛(wèi)的劃傷都比較嚴重,尤其是出口劃傷;b.穩(wěn)定性:這種原因引起的劃傷,較固定在軋件高度或?qū)挾鹊哪骋粋€特定位置;貫通性:主要劃傷貫穿軋件的始終,比較容易發(fā)現(xiàn);c.一致性:這種劃傷多數(shù)深度、寬度等與軋件前后相差不大。
2.2 硌傷產(chǎn)生的原因及特點
硌傷主要是由于轉(zhuǎn)動部位表面凸起或者凹陷,在軋件表面造成的周期性輥傷。由于轉(zhuǎn)動部位表面粘鋼、鑄造缺陷、磨損不均、掉肉等原因,造成表面不平或者形成凸起,在運行中與軋件碰撞摩擦,在軋件表面引起有周期性的凹坑或凸起。其特點主要有:周期性:會根據(jù)產(chǎn)生硌傷位置的不同呈現(xiàn)不同的周期;一致性:前后的缺陷形狀相同。同時,根據(jù)產(chǎn)生位置的不同主要有地輥硌傷、立輥硌傷、導(dǎo)輪硌傷、軋輥輥傷等。
3.預(yù)防及處理措施
3.1 預(yù)防和控制劃傷的措施
(1)加強輥道檢查。重點是檢查輥道磨損嚴重、抱死,進行及時更換。
(2)更換質(zhì)量好的軋輥。更換耐磨性更好的硬質(zhì)合金(碳化鎢)條鑲嵌的變頻輥,避免因磨損產(chǎn)生的棱角刮鋼。
(3)地輥增設(shè)冷卻水。避免因連續(xù)生產(chǎn)時溫度過高造成地輥軸承抱死,防止刮傷的產(chǎn)生。
(4)使用U型輥,取消立輥。U型輥具有限制鋼橫向移動的作用,等于地輥與立輥的結(jié)合。使軋件能沿著輥道中間穩(wěn)定運行,避免與導(dǎo)槽側(cè)壁接觸,同時避免立輥抱死或者磨損帶來的刮傷。U型輥位置分別于1號、2號、3號剪前后,測徑儀前后,中軋精軋出口導(dǎo)槽、軋機替換導(dǎo)槽、冷床入口和其他變頻輥道間隔設(shè)置(見圖1)。
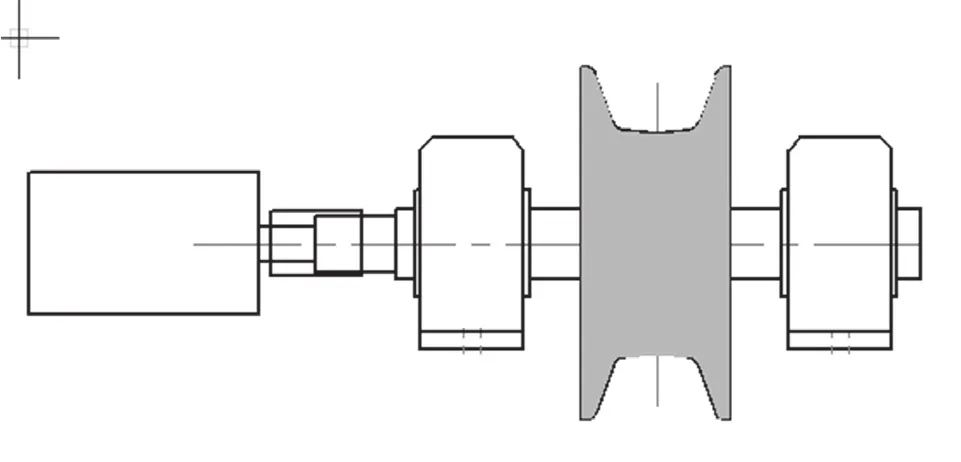
圖1 U型輥設(shè)置的位置
(5)入口襯板劃傷主要由于軋件擺動刮蹭,成品導(dǎo)衛(wèi)改用雙排輪導(dǎo)衛(wèi),替代單排輥導(dǎo)衛(wèi),通過使前后排輪距梯度減少分散導(dǎo)輥受力,鋼導(dǎo)入穩(wěn)定即可擴大襯板尺寸減少與鋼接觸,變滑動摩擦為滾動摩擦(見圖2)。
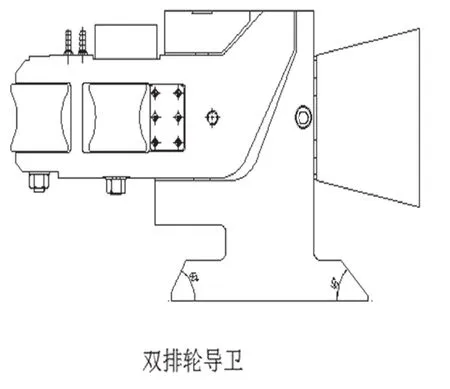
圖2 雙排輪導(dǎo)衛(wèi)示意圖
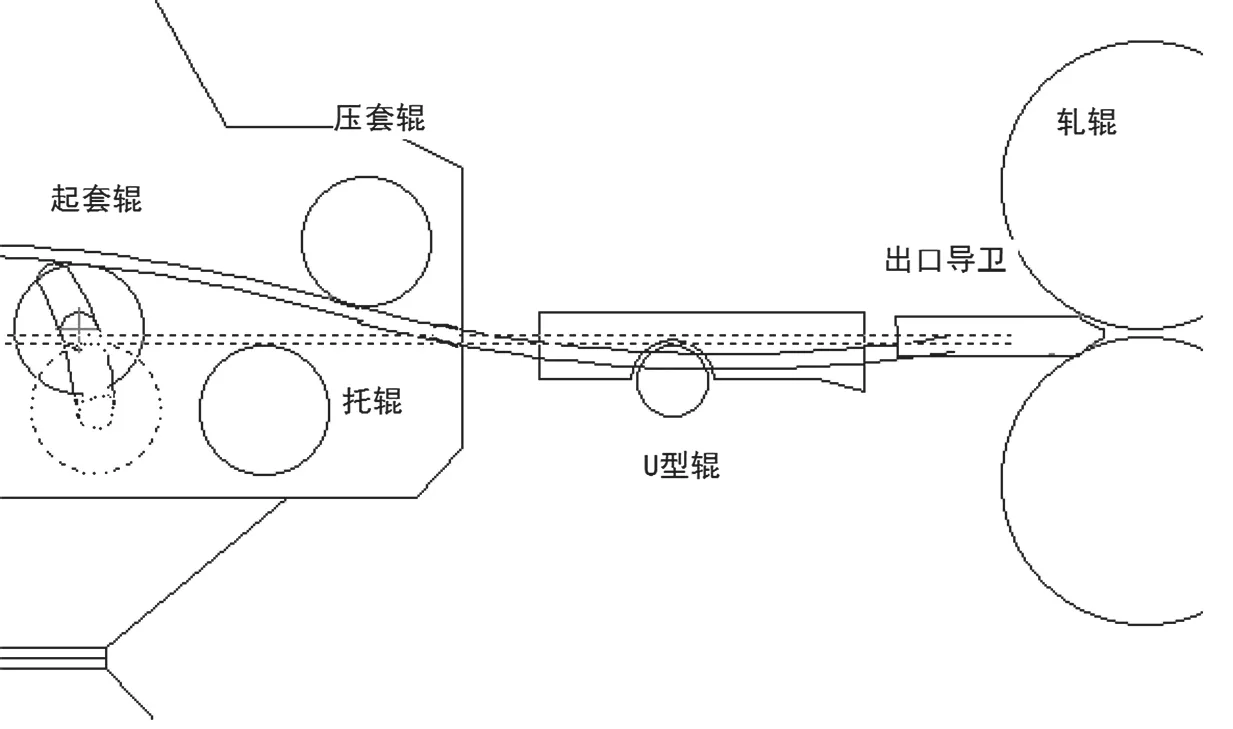
圖3 在活套前后導(dǎo)槽上各增設(shè)U型輥示意圖
(6)采用物料跟蹤的辦法,總結(jié)出活套在不同規(guī)格,不同鋼種變形特點下最佳控制參數(shù),使生產(chǎn)過程有的放矢。
(7)在活套前后導(dǎo)槽上各增設(shè)U型輥,避免活套過高軋材形成反向拋物線,刮蹭導(dǎo)槽底或出入口導(dǎo)衛(wèi)襯板。(見圖3)
(8)出口導(dǎo)板劃傷有調(diào)整不正的原因,在換輥,換軋槽調(diào)整時前后對中。
3.2 根據(jù)硌傷的特點,進行分析和總結(jié)
(1)倍尺的前半部分有,后半部分沒有,這要考慮冷床及下鋼輥道存在凸起或者掉塊。
(2)硌傷貫穿鋼的始終,且始終集中在鋼材輥縫處位置,是由于導(dǎo)輪及末道次前活套的活套輥粘鋼或者掉塊;再根據(jù)磕傷周期分析,如果在250mm左右位置,則為導(dǎo)輪產(chǎn)生;如果超過400mm,則主要為活套輥產(chǎn)生。
(3)如果硌傷貫穿于鋼材始終,且周期在1米以上,則是軋輥的問題,需要檢查軋輥是否存在缺陷。
(4)如果硌傷不固定在鋼材的某一固定位置,則是由軋后輥道所產(chǎn)生,主要判斷產(chǎn)生區(qū)域,根據(jù)硌傷周期,掌握全線導(dǎo)輥的直徑。如硌傷周期在250mm左右,則為立輥;在550mm左右,則為3號剪前地輥或冷床上地輥;在450mm左右,則是3號剪直冷床入口輥道產(chǎn)生(因地輥存在超前率,所以是非正常的地輥周期)。
4.結(jié)語
軋材表面質(zhì)量改進,主要從完善輥道、導(dǎo)槽等設(shè)備易刮傷部位的設(shè)計,提高軋制工藝,強化軋制過程監(jiān)控調(diào)整等方面入手。原則是變被動傳動為主動傳動,變滑動摩擦為滾動摩擦,選用耐磨材質(zhì)輥道,提高軋材運行穩(wěn)定性,加強軋制過程調(diào)整和監(jiān)控。當(dāng)然,在生產(chǎn)刮、蹭、咯傷時,還需要根據(jù)具體情況具體分析,準確判定問題癥結(jié)并及時徹底改進。