V型柴油機凸輪軸軸承孔鏜孔研究
2020-05-03 14:01:49王小勛鄧少鵬
廣東造船 2020年1期
王小勛 鄧少鵬
摘? ? 要:V型柴油機結構比較復雜,凸輪軸軸承孔加工難度大。本文以某V型兩列8缸機為例,對凸輪軸軸承孔加工工藝及鏜孔裝置設計進行研究,提出了凸輪軸軸承孔加工方法及鏜桿裝置的設計方案,實現了凸輪軸軸承孔切削加工。還介紹了本加工技術在實際應用中的難點及解決方法,可供V型柴油機凸輪軸軸承孔加工或類似箱體軸承孔加工參考。
關鍵詞:V型柴油機;凸輪軸;軸承孔;鏜孔
中圖分類號:U664.2? ??? ? ? ? ? ? ? ? ? ? ? ? ? ? 文獻標識碼:A
Abstract: Boring the camshaft bearing hole of the complex V-type diesel engine is difficult. In this paper, the boring technology and boring device of camshaft bearing hole of the two-row eight-cylinder V-type diesel engine are studied, the boring method and the design of boring device of the camshaft bearing hole are put forward and the boring of the camshaft bearing hole is realized. The difficulties and solutions in the practical application of the boring technology are also introduced. It can be used as reference for boring bearing holes of V-type diesel engine camshaft or similar box bearing holes.
Key words: V-type diesel engine;? Camshaft ;? Bearing hole;? Boring hole
1? ? ?前言
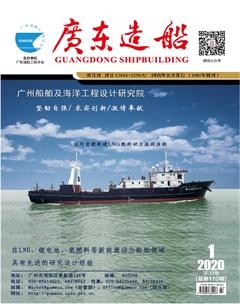
某V型柴油機正置時為倒V型結構,總長度為5963 mm,設置兩列8個缸套孔。機體兩側面分別設有A列和B列凸輪軸軸承孔。每一列軸承孔包括十檔φ243H6和一檔φ233,其中十檔φ243H6同軸度為φ0.06。
目前,常用柴油機凸輪軸軸承孔加工方法有兩種:第一種是機體放置時凸輪軸窗口朝上,使用數控龍門機床的直角附件頭從凸輪軸窗口伸入軸承孔位置,按順序逐檔完成加工。這種加工方法效率較高,勞動量也較小,全程走刀由數控機床的程序控制;第二種是吊掛鏜桿。這種方法需要設計凸輪軸軸承孔鏜孔裝置,把整個鏜孔裝置安裝于機體內,裝置的鏜桿吊掛好之后鏜桿通過機床主軸帶動,從而帶動鏜桿上安裝的刀具實現切削軸承孔。這種加工方法效率比較低,勞動量也比較大,全程加工需要操作員控制走刀,軸承孔加工精度由鏜孔裝置的制造精度和使用時安裝精度保證。當現有機床不具備加工這種V型柴油機凸輪軸軸承孔時,使用該裝置可以協助機床完成加工,并且裝置制造成本低、制作比較快。
由于研發的V型柴油機機體為倒V型結構(見圖1),機體放置時不能做到凸輪軸窗口朝上,故凸輪軸軸承孔加工不能使用第一種方法,選用第二種方法吊掛鏜桿加工。
2? ? ?軸承孔加工工藝
根據V型柴油機機體結構及技術要求,為了運用吊掛鏜桿方法加工機體凸輪軸軸承孔,專門制訂了加工工藝。該工藝是先把機體設計基準的主軸承孔加工好,然后加工氣缸套孔,接著以主軸承孔和氣缸套孔為基準加工機體頂面和側面至工藝尺寸,最后以頂面和側面為定位基準安裝好鏜孔裝置進行鏜孔。詳細工藝流程如下:
(1)機體倒置,粗、精鏜主軸承孔Φ335H6(0+0.036 )至要求尺寸;
(2)機體斜置25°,以精鏜后的主軸承孔為基準,粗、精鏜Φ388H7 ( 0+0.057 )、Φ384H7( 0+0.057 )氣缸套孔至要求尺寸;
(3)機體斜置25°,以精鏜后的主軸承孔和氣缸套孔為基準,機體的飛輪端和自由端都鏜A列和B列凸輪軸軸承孔的工藝孔;
(4)機體斜置25°,以精鏜后的主軸承孔和氣缸套孔為基準,精加工機體頂面至工藝尺寸1224 0+0.5 、機體側面至工藝尺寸715 +0.06 (見圖1);把機體頂面和側面加工至工藝尺寸,以該兩個平面為定位平面定位裝置的吊環體,從而定位整條鏜桿;
(5)機體正置,以已經加工好的A列和B列凸輪軸軸承孔的工藝孔為基準,分別從機體的飛輪端和自由端粗鏜A、B兩列凸輪軸軸承孔。該工序在機床上調頭粗鏜軸承孔,把鑄造孔加工好能穿過鏜桿,且減少下工序的加工余量;
(6)機體安裝鏜桿裝置,吊掛鏜桿。機體斜置25°,粗鏜、半精鏜、精鏜兩列凸輪軸軸承孔的φ243H6( 0+0.029 )和φ233至要求尺寸。
3? ? ?軸承孔鏜孔裝置設計及安裝
機加工機體凸輪軸軸承孔有以下三個難點:
(1)凸輪軸軸承孔φ243H6六級公差為0~+0.029 mm;
(2)機體有兩列凸輪軸軸承孔,每一列有十一檔凸輪軸軸承孔。其中一檔為φ233沒有形位公差要求,其余十檔φ243H6同軸度為φ0.06,并且首末兩檔凸輪軸軸承孔相距為5 923 mm;
(3)凸輪軸軸承孔中心與氣缸套孔中心的尺寸為400 +0.06 ;凸輪軸軸承孔中心與主軸承孔中心尺寸為809 0+0.5 (見圖1)。
針對上述加工難點,其鏜孔裝置設計需滿足下列幾點:
(1)鏜桿長度足夠長,一次吊裝能加工所有軸承孔;
(2)鏜桿剛性足夠,避免在加工時變形;
(3)整條鏜桿由吊環體吊掛、在吊環體襯套孔內轉動。為了實現鏜桿既能在襯套孔內轉動也受襯套孔定位,鏜桿與襯套孔選擇間隙定位配合;
(4)吊環體由已加工至工藝尺寸機體頂面和側面定位,并固定于機體凸輪軸窗口;
(5)鏜桿由多個吊環體吊掛且兩者之間為定位間隙。為了避免轉動中的鏜桿與機床主軸不對中而出現咬死現象,鏜桿與機床主軸之間以萬向聯軸器柔性聯接。
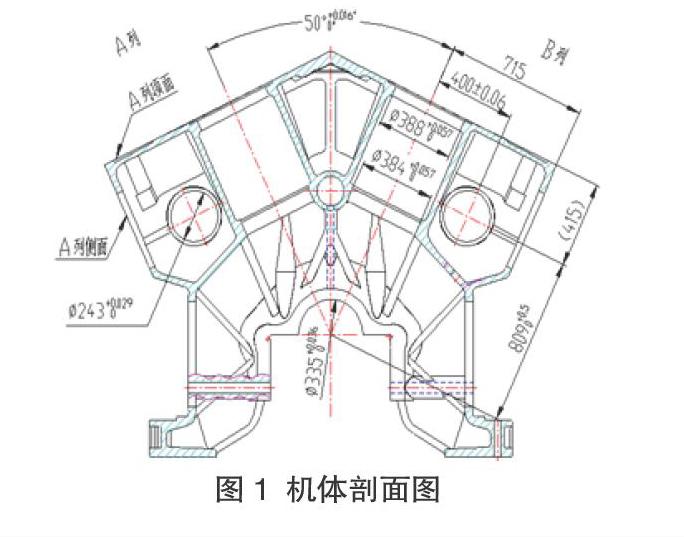
凸輪軸軸承孔鏜孔裝置,如圖2所示。
3.1? ?鏜桿
(1) 鏜桿材料
鏜桿材料選用高級氮化鋼38CrMoAlA、調質25~33HRC、氮化深度0.15~0.2 mm、硬度大于900HV。38CrMoAlA經過熱處理、氮化之后,有很高的表面硬度、耐磨性及強度,且有良好的耐熱性及抗腐蝕性能力,從而保證鏜桿加工時的穩定性。
(2)鏜桿結構
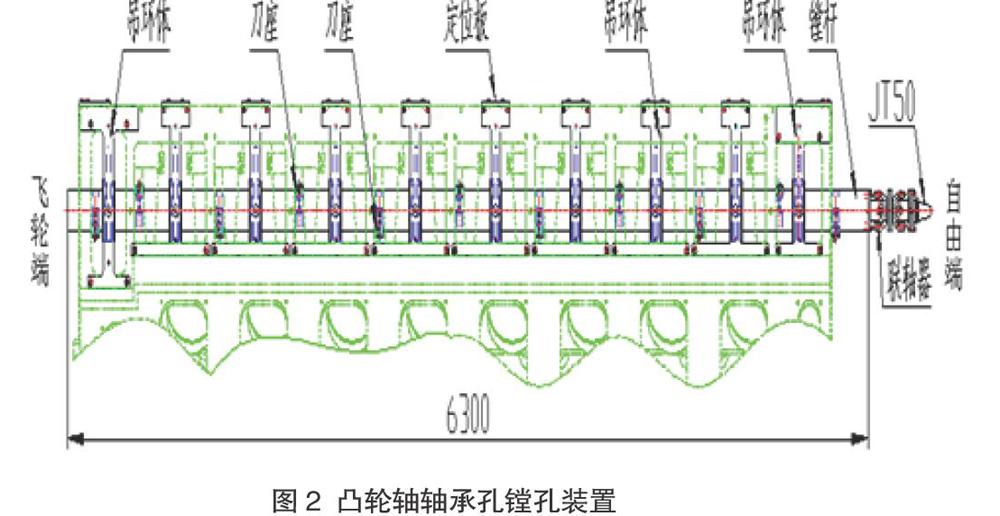
由于凸輪軸軸承孔孔徑為φ243 mm,且首檔與末檔凸輪軸軸承孔相距達5 923 mm。為了保證鏜桿的剛性,鏜桿直徑設計為φ160 mm,與吊環體襯套孔間隙定位配合為φ160H7/g6;一次吊裝鏜桿,滿足同一方向加工所有的軸承孔,保證十檔φ243H6軸承孔的同軸度,鏜桿長度設計為6 300 mm;每一列軸承孔有十一檔,鏜桿按照軸承孔相距尺寸設置十一個刀座孔用于安裝刀座;鏜桿端部設置螺紋孔,用于安裝與機床主軸相連的萬向聯軸器。
3.2? ?吊環體
(1)吊環體材料
吊環體由吊環本體及襯套組裝而成。吊環本體材料選用QT600-3,抗拉強度600 N/mm?、屈服強度370? N/mm?、硬度HB 190~270。QT600-3材料有較高的強度、耐磨性及一定的塑性,滿足吊環本體承載鏜桿轉動需求;襯套材料選用ZQSnD10-1,減磨性、鑄造性較好,適用于制造滑動軸承。
(2)吊環體結構
吊環本體與襯套為過盈配合φ175H7/r6,以液氮冷卻襯套裝入吊環本體。吊環體的結構為:
(1)根據機體凸輪軸窗口的螺孔尺寸設置相應尺寸的沉頭孔,通過沉頭孔把吊環體固定于機體的凸輪軸窗口,襯套孔一端位于機體內。吊環體安裝好之后,理論上襯套孔與軸承孔同軸;
(2)設有油孔至襯套,襯套設有油槽,通過油孔的外端安裝針閥式注油杯,以自動滴油的方式流入襯套油槽用于潤滑鏜桿;
(3)襯套孔以A面為基準設定尺寸為315js6,當吊環體以機體側面定位之后,可實現鏜桿加工凸輪軸軸承孔為400 +0.06 的尺寸;
(4)襯套孔以頂面為基準設定尺寸415js6,當吊環體以機體頂面定位之后,可實現鏜桿加工凸輪軸軸承孔為809 0+0.5 尺寸。
3.3? ?輔助件
整個凸輪軸軸承孔鏜孔裝置除了鏜桿和吊環體兩個主件,還有一些輔助件:
(1)定位板。一端固定于機體的頂面,伸出機體外的另一端使用螺栓拉緊吊環體。目的是以機體頂面為基準,上下定位吊環體;
(2)鏜刀座、精鏜單元固定座。安裝于鏜桿刀座孔,兩刀座分別用于安裝粗鏜刀和L148C精鏜單元;
(3)油封蓋板。開槽安裝于吊環體的襯套孔的兩端面,用于吊環體的油封,同時防止切削鐵屑掉落襯套內損壞襯套或鏜桿;
(4)SWP160C型十字軸式萬向聯軸器。用于鏜桿和機床主軸之間的連接。
3.4? ?安裝步驟
鏜孔裝置的安裝步驟如下:
(1)機體正置,由定位板定位,把吊環體安裝于機體的凸輪軸窗口,帶環的一端位于機體內并緊固;
(2)鏜桿清潔干凈并抹上潤滑油;吊環體的襯套清潔干凈也抹上潤滑油。吊起鏜桿,把鏜桿逐個穿過所有的吊環體后,人工轉動鏜桿應轉動自如;
(3)機體斜置25°,調節機床主軸與鏜桿同心,接上萬向聯軸器,連接機床主軸。
按照上面加工工藝,加工凸輪軸軸承孔時先安裝好鏜孔裝置,再進行切削加工。
鏜孔裝置安裝好后,分兩把刀加工凸輪軸軸承孔:
第一把粗鏜刀:鏜桿裝上粗鏜刀,從自由端起逐檔粗鏜凸輪軸軸承孔,直徑單邊留余量3 mm;
第二把精鏜刀:鏜桿裝上山特維克L148C精鏜單元,從自由端起逐檔半精鏜、精鏜凸輪軸軸承孔Φ243H6( 0+0.029 )及φ233至要求尺寸。A列和B列凸輪軸承軸承孔加工好之后,經實測兩列孔的尺寸偏差均滿足要求。
3.5? ?技術難點
凸輪軸軸承孔鏜孔裝置制造及應用的技術難點:
(1)由于機體長度為5 963 mm,總共十一檔軸承孔,用于加工軸承孔的鏜桿長度6 300 mm,需要使用十個吊環體吊掛整條鏜桿,對十個吊環體襯套孔的同軸度要求很高,所以在制造吊環體時所有的基準面A和襯套孔都是在同一部數控機床同時加工出來;
(2)吊環體的定位面是機體的頂面和側面。機體斜置25°加工頂面和側面,加工好的頂面要水平、側面要豎直(機體此時斜置25°),如果機體頂面出現上下傾斜,吊環體吊起的鏜桿加工的整列凸輪軸軸承孔就會出現上下傾斜,不能保證每擋凸輪軸軸承孔809 0+0.5 的尺寸;如果機體側面出現左右傾斜,吊環體吊起的鏜桿加工的整列凸輪軸軸承孔將出現左右傾斜,不能保證每擋凸輪軸軸承孔400 +0.06 尺寸。 所以在精鏜凸輪軸軸承孔時,需要對首尾兩檔進行校驗,先試鏜首端的軸承孔,再試鏜尾端的軸承孔,檢測首尾兩端的軸承孔是否傾斜,不傾斜再進行下步加工;
(3)凸輪軸軸承孔鏜孔裝置的安裝,先把所有的吊環體定位固定于機體,再吊起鏜桿穿入所有的吊環。由于鏜桿與吊環體襯套孔間隙定位配合為φ160H7/g6(間隙為:0.014~0.079 mm),如果吊環體沒有安裝好,各個吊環體的襯套孔不同軸,鏜桿就不能穿入所有的吊環體或穿入之后出現咬住、轉動不自如的現象。
4? ? ?結束語
吊掛鏜桿技術的應用,解決了當前V型柴油機凸輪軸軸承孔加工的難題,完成了復雜機體凸輪軸軸承孔的加工,促進了新型柴油機的研發進度。
參考文獻
[1]徐灝.機械設計手冊[M].北京:機械工業出版社,1991.
[2]徐有恒.實用材料手冊[M].北京:煤炭工業出版社,1983.