某機場國際綜保貨站光機查驗系統設計分析
2020-05-07 08:58:14宋婭萍
機電產品開發與創新 2020年2期
宋婭萍
(上海睿豐自動化系統有限公司, 上海 200237)
0 引言
為貫徹落實國家總體安全觀, 進一步強化監管優化服務,滿足口岸作業區實際監管和通關需要,提升通關效率,海關總署為綜保貨站配備的一臺CT 機,應海關總署要求,實現CT 機與現有查驗系統的融合。 與光機查驗系統的傳統X 光機相比,CT 機為三維彩色成像, 查驗速度更快;且加入了大數據智能判圖接口,可實現智能查驗。在嚴格監管的前提下提高查驗速度和查驗效率, 降低勞動強度,充分全面地利用現代先進技術水平,實現貨物檢查的自動化信息化控制和管理[1]。
本文通過對國內外現狀進行分析、 做了大量市場調研之后[2],為某機場國際綜保貨站自主、獨立開發了擁有自主知識產權的光機查驗系統設計CT 機。 設計內容包含現有板房部分拆除(只保留西側部分);加裝CT 機查驗模塊,對現有系統進行二次開發實現兩套系統對接,并包含對原有板房的改造。
下面針對本項目光機查驗系統就設計方案做簡單介紹。
1 設計方案
通過加裝的CT 機模塊,將原有的兩條獨立的X 光機與CT 機連接起來,實現兩條X 光機下線的待查驗貨物與僅有的一臺CT 機無縫銜接,提升綜保貨站跨境電商異常貨物查驗能力與查驗效率, 滿足海關總署的要求并實現通關效率的提升詳細設計方案如圖1。
項目中設計的CT 機查驗系統集成多種檢測設備如CT 機、掃碼系統、輸送系統和多個軟件子系統,通過對被檢物X 射線斷層掃描的圖像與數據的綜合檢測分析,利用先進的控制技術完成對過線貨物的全流程監控。 通過與海關業務系統的對接,實現同屏比對功能,協助查驗官員完成貨物驗放的智能通關。
1.1 輸送物品屬性
監管系統對貨物的尺寸及重量規格參數要求如表1所示。

圖1 設計方案圖Fig.1 Design plan

表1 監管系統對貨物的尺寸及重量規格參數要求Tab.1 Dimension and weight specifications of the goods required by the supervision system
凡超出規格要求的貨物不能進入系統設備進行處理的,采用人工方式處理。
1.2 主要技術指標
1.2.1 系統主要參數
(1)單條CT 機流水線通過率:1080 件/小時。
(2)單條CT 機流水線帶速:0.3m/s
1.2.2 系統其他參數
(1)整機平均噪聲≤70dB(A)。
(2)SEW 電機最大噪聲源噪聲≤72dB(A)。
(3)噪聲測試的方法和要求應符合《包裹、印刷品、總包設備噪聲測量方法》(YD/T963-1998)的規定。
(4)系統數據備份不少于三個月。
2 系統功能組成構架設計
系統主要由以下幾大功能模塊組成:機械設備、系統實時控制系統、網絡及IT 系統和軟件及信息系統。 以下對每個功能模塊做詳細介紹
2.1 機械設備
2.1.1 滾筒輸送機
滾筒輸送機是一種常用的物料搬運設備。 由于滾筒輸送機具有可靠、耐用等特點,廣泛用于化工、輕工、煙草、食品、郵政等各種行業。
設備機架外寬約為1080mm,機架內檔寬約為1000mm,載重量為50kg/m。 傳動帶采用多楔帶傳動。 滾筒壁厚1.5mm。護邊、機架及支腿采用碳鋼材料制作,采用的鋼板厚度3mm,外表面噴塑處理,配可調節套腳式地腳,底座材質尼龍, 螺桿螺母材質碳鋼鍍鎳。 貨物擋板高出帶面150mm,運轉時噪音≤65db。 設備的有效寬度為1000mm,輸送速度滿足系統總體要求,單機運行噪音小于65dB。
2.1.2 皮帶輸送機(含上下坡皮帶輸送機)
皮帶輸送機是一種常用的物料搬運設備。 能滿足化工、輕工、煙草、食品、郵政等各種行業物流輸送的需求。
設備機架外寬約為1080mm,機架內檔寬約為1000mm,載重量為50kg/m。 皮帶黑色PVC 皮帶,厚度2.1mm。 護邊、機架及支腿采用碳鋼材料制作,采用的鋼板厚度3mm,外表面噴塑處理,配可調節套腳式地腳,底座材質尼龍,螺桿螺母材質碳鋼鍍鎳。 皮帶機在正常速度下最大跑偏量單邊不超過5mm,滾筒具有自動糾偏功能,皮帶機有張緊調節機,傳動部件需封閉。
2.2 系統實時控制系統
采用的是西門子S7 系列PLC 硬件控制系統,采集貨物監管輸送系統中各區域分布的傳感器等實時信息,再通過實時控制程序運行,通過網絡及遠程RTU 實現分布式控制,滿足海關對國際貨物監管的全部生產工藝要求。
2.3 軟件及信息系統
2.3.1 上件掃描系統軟件
安裝在上位掃描工作站內, 當工作人員用無線條碼槍掃描物品上的條碼時, 系統將獲取的條碼信息綁定在掃碼的物品上, 并同時在顯示界面上顯示對應物品的相關信息,如圖2 所示。
2.3.1 護理質量改進程序 通常采取發現問題—歸因分析—要因確認—提出方案—修訂方案—形成規范6個步驟。發現問題和歸因分析采取頭腦風暴等形式,集臨床護士智慧;要因確認需用因果關系矩陣圖及主因確認法,解決問題的方法可循證A級證據或臨床研究成果,鼓勵臨床一線護士大膽創新、勇于改革與實踐,探索科學有效的護理工作方法。
同時可以對相關部門的預審指令進行智能判別,將布控查驗的物品提前辨識出來,交相關部門進行查驗,如圖3 所示。

圖2 上件掃描系統軟件放行顯示界面Fig.2 Software release display interface of the upper scanning system

圖3 上件掃描系統軟件查驗顯示界面Fig.3 Software check display interface of the upper scanning system software
2.3.2 上位信息工作站軟件
上位信息工作站是聯接實時控制系統和信息系統的紐帶,主要功讀取CT 機指令并實時寫入主控系統。
上位機讀實時控制系統中的條碼信息, 在數據表中添加記錄,根據監管模式、預檢指令、布控信息表等進行綜合分析,向實時控制系統返回相關信息,如圖4 所示。

圖4 讀CT 機的驗放指令返回給實時控制系統示意圖Fig.4 Schematic diagram of the CT read-out instruction returned to the real-time control system
2.3.3 控制軟件
PLC 各站點連接光電傳感器、接近開關、重量采集、各類輸入開關,連接電機驅動模塊、指示燈、告警器等輸出設備。PLC 通過對各類輸入信號進行采集,按照生產工藝,控制輸送線的分路器、輸送線的運動狀態,完成系統的機械結構的動作,使之有機的結合,達到流程的正確性。
2.3.4 監控軟件
通過對流水線各個檢測點信號的采集, 實施圖形化反映系統各節點的工作狀態, 更直觀的提示操作人員及時發現和處理故障。 本電控系統能形象地設計系統設備的圖示化界面,實現圖示化監控,用明顯的彩色畫面來表示系統設備的:正常運行、停止運行、故障狀態、實時顯示條碼識讀結果,如圖5 所示。
系統配有標準的監控系統后, 操作人員只需在機房查看主控機的設備運行監控界面, 即能掌握設備的運行情況,實現了管理自動化、科學化。
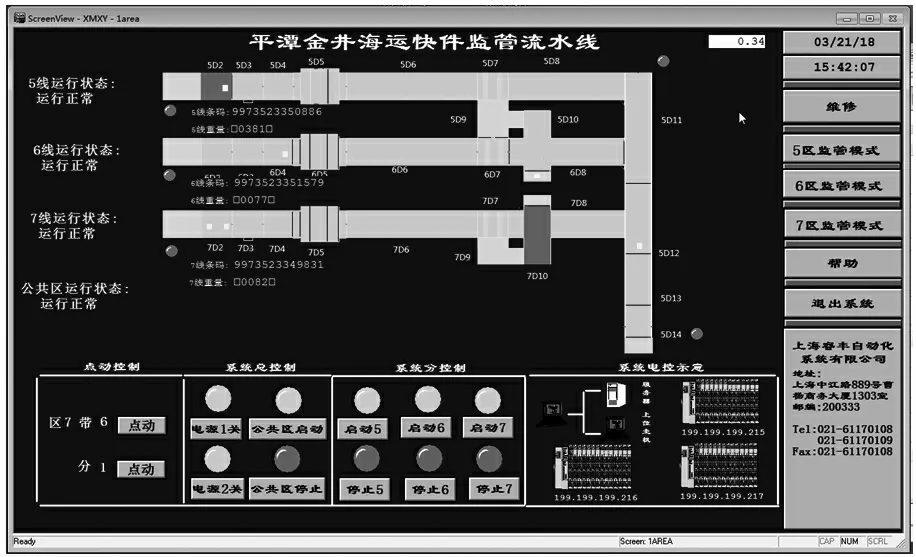
圖5 圖示化監控示意圖Fig.5 Schematic diagram of monitoring
3 結論
系統完成后具有同屏比對功能、點擊下線功能、系統實時控制功能(貨物的點擊下線查驗與放行)、數據、圖像實時讀寫與傳輸功能、自動聲光告警功能、物件卡塞自動停機功能、故障緊急停機安全保護功能、系統在線詳細查驗功能、系統開拆查驗功能、系統自動定時讀取海關信息功能、 系統實時運行動態畫面監控功能和系統運行節電功能。
本查驗系統經過在綜保貨站試運行后, 具有以下的優點:
(1)界面設計人性化,操作方便,維護簡單。
(2)實物通過X 光機時、快件實物的照片、海關的快件信息顯示在同屏比對界面上,方便海關人員進行查詢。
(3)當發現快件有問題時,通過開包按鈕,可以方便的將有問題快件分揀到開拆區。
(4)在條碼掃描時,通過PLC 觸發照相機,存儲查驗的全過程。
該系統的使用, 對海關進出口快件的監管起到了積極的作用,保證快件安全裝貨,有效的減少了海關人員的工作量。項目完成后實現了該綜保貨站要求的技術指標。
猜你喜歡
中華詩詞(2022年6期)2022-12-31 06:41:24
中國特種設備安全(2022年6期)2022-09-20 02:52:28
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
電子制作(2018年11期)2018-08-04 03:26:08
家庭影院技術(2017年9期)2017-09-26 03:41:45
中國科技論壇(2017年7期)2017-07-25 08:49:53
工業設計(2016年12期)2016-04-16 02:52:00
消費者報道(2014年7期)2014-07-31 11:23:57
