異型薄壁長拉桿超大扭矩試驗工藝方法
2020-05-12 10:01:48馬紅梅
科學技術創新 2020年10期
關鍵詞:工藝
馬紅梅
(中國航發成都發動機有限公司,四川 成都610000)
該項目是在承擔某型航空發動機安裝系統組件過程中,為了解決7120XXX811G01 和7120XXX812G01 左側推力拉桿裝配和右側推力拉桿裝配中子件中段和接頭間非對稱螺紋超大扭矩裝配問題而形成的,設計圖要求的6000N·m 擰緊扭矩(見圖1),零件總長1800mm,壁厚只有2mm(見圖2)國內從未采用過超大扭矩進行螺紋的裝配,在薄壁中空管上施加的超大扭矩裝配非常容易使零件扭曲變形甚至破壞,裝配難度極大,無先例可以借鑒。為解決該難題,我們探索了一套工藝方案來實現該裝配要求。首先根據零件結構進行強度計劃,預先驗證薄壁長拉桿的承載能力;在零件上精準預留工藝臺,再設計專用工裝并解決在螺紋處施加力矩困難的問題和與倍增器連接問題;在施加力矩的過程中使用倍增器,簡化操作、實現力矩的可靠實施。該工藝方法已取得成功并已成功運用到某型航空發動機安裝系統中,裝配質量穩定可靠,在國內首次實現了超大扭矩裝配“0”的突破,為國家的航空發動機發展戰略解除了一項技術障礙,有力提升我國在世界航空領域的總體實力、影響力和國際地位。
1 對裝配的擰緊力矩的分析
螺紋連接是在航天航空產品中運用最為廣泛的通用機械結構,螺紋性能的優劣、安裝質量的好壞,直接影響著產品質量。螺紋性能雖然是安裝質量的決定因素,但是沒有合理的、正確的安裝方法,沒有可靠的安裝質量控制手段,是不能保證螺紋間的可靠連接,無法保證其穩定的工作狀態。對于此類零件,保證在安裝過程中能達到設計圖要求的擰緊力矩以達到期望的鎖緊能力。擰緊力矩是在安裝過程中操作者施加在被安裝零件上的力矩,使螺紋副之間的摩擦力產生的力矩。鎖緊能力是指緊固件在安裝后鎖緊拉力的大小以及在復雜工作環境中保持其鎖緊狀態的時間長短。對同一緊固件而言,安裝時施加的擰緊力矩越大,緊固件的拉力越大,其鎖緊能力越強。在相同擰緊力矩下,凡產生的軸向拉力較大、并且在復雜環境下保持較長時間的鎖緊狀態的,鎖緊能力越強。如果要求螺紋擰緊力矩過大時往往會導致螺紋連接失效,特別是在密封連接的情況下,因此針對大力矩的裝配要求,通常需要在施加最終力矩前施加預緊力,有效的避免螺紋因為靜強度和疲勞強度不夠而導致的螺紋失效。在左右側拉桿推力裝配7120XXX811G01 和7120XXX812G01 中,設計圖要求先施加2250N·m 的擰緊力矩,然后將螺紋松開,反復三次,最終施加6000N·m 的擰緊力矩,保證螺紋有效、可靠的連接。

圖1 左、右側拉桿推力裝配設計圖

圖2 裝配中某子件薄壁示意圖
1.1 對施加力矩的部位和方式的分析。由于螺紋連接處與限力扳手接觸位置為光桿,如果直接用限力扳手施加如此大的擰緊力矩,一方面容易在施力過程中夾傷零件,另一方面直接施力達到6000N·m 的力矩不現實,需要采用特殊工裝完成該力矩試驗。但是采用工裝無法與光滑外圓可靠連接,施力過程中零件與工裝之間容易產生相對滑動,無法保證力矩的有效性,所以通過分析施加扭矩,即工藝臺預留位置,不僅能實現零件與工裝間的可靠連接,同時又能實現擰緊力矩的有效傳遞,增強該力矩試驗的可靠性。
1.2 分析在施加大力矩過程中的工裝結構和作用。由于要求的擰緊力矩為6000N·m,先前未曾有過如此大力矩的要求,如果直接施加力矩難度很大,另一方面目前無這么大量程的限力扳手所以要借助特定工裝完成該操作。針對這種情況首先考慮使用非標試驗器進行力矩試驗。但是如果使用非標試驗器,首先成本很高,實用性不大,從設計到制造再到報批,流程復雜、周期太久,嚴重影響零件交付進度,無法在既定節點交付零件,對公司聲譽造成影響。所以分析決定放棄使用非標試驗器的想法,在公司現有的工裝中尋找思路。為方便操作,既省力又可靠的施加到6000N·m 的力矩,決定使用專用工裝和兩個倍增器來達到這個目的,針對倍增器的結構特點出發,采用專用工裝進行轉換,最終完成了整套施力工裝(見圖3),具體結構如下:采用兩個倍增器(見圖4),通過兩個轉換器(圖5)把倍增器和零件相互連接,有效傳遞力矩,一方面通過轉換器中內六方與零件接頭工藝臺外六方連接,另一個轉換器中花鍵再與倍增器中內花鍵連接,兩個轉換器再通過8 槽相互配合連接,接頭和中段間再以螺紋連接,中段工藝臺中外六方再與夾具限轉板(圖3)中第2 進行連接,實現工裝的可靠連接。(見圖5)
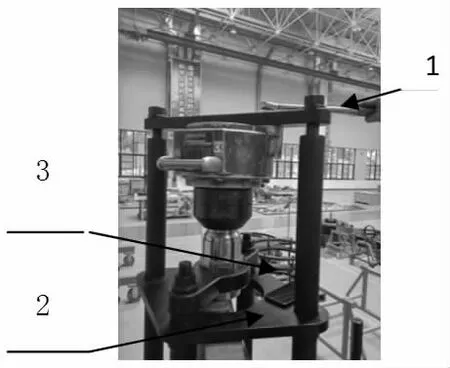
圖3 整體工裝視圖

圖4 倍增器部分
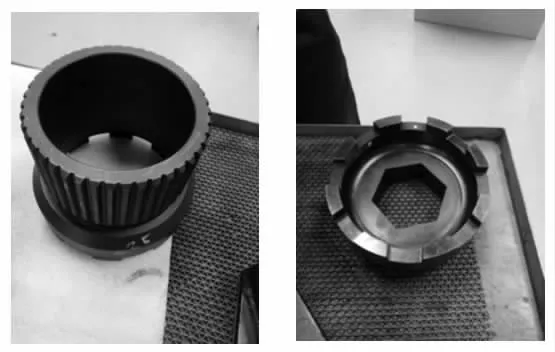
圖5 轉換器
一個倍增器放大倍數為11 倍,另一個倍增器放大倍數為6.5倍,通過以下計算可得施加在工作部位的預緊力和施加最終力矩83.92N·m(見公式1、2)。

2 結論
本項目的成功,首次在國內實現了超大扭矩裝配的技術難題,說明了超大扭矩裝配的可行性,同時也驗證此類設計的合理性和可行性,可為今后發動機推力拉桿構型的優化和升級提供數據基礎。可使航空航天甚至汽車等領域更為廣泛地考慮采用此類構型設計和裝配技術,提升相關產品的性能。有效帶動我國相關基礎工業的全面發展,具有重大借鑒意義。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
