基于激光剪切散斑技術分辨鋁蜂窩缺陷類型
2020-05-12 00:51:24鄭金華
激光與紅外 2020年4期
劉 斌,盛 濤,鄭金華
(1.上海工程技術大學機械與汽車工程學院,上海 201620;2.上海復合材料科技有限公司,上海 201112)
1 引 言
隨著航空航天、國防軍工、汽車制造等技術的迅猛發展,蜂窩夾層結構比強度高、隔熱性好和耐沖擊等諸多顯著優勢,使其越來越受設計者關注,被廣泛應用于諸多工程領域[1-2]。蜂窩夾層結構一般由蒙皮材料與蜂窩芯構成,蒙皮材料通常采用彈性模量大、強度高的薄板材料,如纖維板、鋁合金板、玻璃鋼板等。具有一定厚度的輕質蜂窩芯采用鋁合金、芳綸紙等材料制成,利用其將面板隔開,使蜂窩夾層結構具有較大的橫斷面慣性矩,以及較高的比強度和比剛度。但是蜂窩夾層結構在加工過程中可能會產生不同類型的缺陷,這勢必會對相應結構構件的力學性能產生不利影響。
蜂窩夾層結構中存在的主要缺陷類型包括:脫粘缺陷、緊貼型缺陷、弱膠接和芯子缺陷等。而對于這些缺陷,很難采用一種檢測方法進行全面、有效的檢測。目前針對蜂窩夾層結構常見的無損檢測方法有敲擊法、射線、超聲、紅外熱波成像[3-5]。這些技術都有各自的優缺點:敲擊法操作簡便、速度快,但檢測分辨率低,易受人為主觀意識和環境影響;射線法對特定類型缺陷檢測效果較好,但檢測成本高,對人體有傷害,不環保;超聲法檢測精度較高,結果直觀,但其需要耦合劑,對結構有污染,同時無法檢測較厚蒙皮的缺陷;紅外熱波成像檢測速度快,結果可讀性強,但其設備昂貴、體積大。
激光剪切散斑干涉技術作為一種新型光學無損檢測技術,具有檢測效率高、無污染、非接觸等優勢,被廣泛應用于航空航天、國防軍工領域復合材料的無損檢測[6-8]。本文運用激光剪切散斑干涉技術對蜂窩夾層結構進行無損檢測,評價其探傷能力及是否可有效分辨蜂窩夾層結構的內部缺陷類型,并通過數值計算分析不同類型缺陷的變形情況,為蜂窩夾層結構的缺陷檢測、缺陷類型分辨以及缺陷的力學變形分析提供技術支撐。
2 材料與方法
2.1 人工缺陷樣件制作
蜂窩結構常見缺陷類型為脫粘和沖擊傷。脫粘缺陷常采用背面打孔法、雙層聚四氟乙烯薄膜封閉空氣法和插片法。打孔法是將蜂窩材料、泡沫材料等內芯去除,不損傷上蒙皮;雙層聚四氟乙烯薄膜封閉空氣法是采用雙層聚四氟乙烯薄膜先封閉一定量的空氣,然后在與被檢工件相同的制造工藝中放置于上蒙皮下進行制造;插片法是采用在薄金屬片雙面涂敷脫模劑,在與被檢工件相同的制造工藝中放置于上蒙皮下,靠近邊緣的位置進行制造,制造結束后,將薄金屬片抽出,形成脫粘缺陷。沖擊傷一般采用驗收標準的要求進行制作,然后進行驗證實驗。
本研究在對衛星蜂窩夾層結構膠接質量檢測過程中,采用雙層聚四氟乙烯薄膜封閉空氣法模擬工程中常見的多種類型脫粘缺陷:上膠層墊膜、下膠層墊膜、去膠層、去膠層墊膜、去膠層油膜以及銑去蜂窩芯。鋁蒙皮鋁蜂窩試樣的實物照片見圖1,試樣的尺寸為420 mm×300 mm,鋁蒙皮的厚度為0.3 mm,六邊形蜂窩格邊長為4 mm,蜂窩芯厚度0.08 mm。其內部預置脫粘缺陷的詳細分布信息見圖2,總共預置了24個缺陷,缺陷分為四種類型,每列缺陷尺寸從小到大依次為10 mm、20 mm、30 mm和40 mm。
六種缺陷的具體類型如下:
試塊的材質、結構、膠粘劑和制作工藝與某衛星檢蜂窩夾層結構件相同,試塊固化后,周邊用膠紙密封,形成封閉型脫粘缺陷。
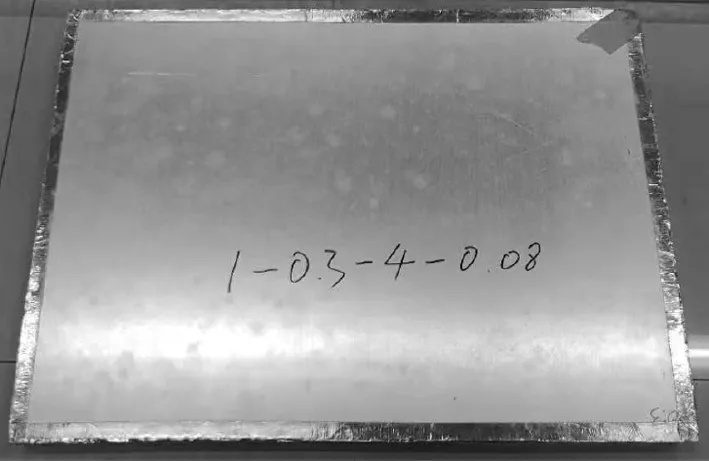
圖1 預置缺陷的衛星蜂窩夾層結構樣板Fig.1 Honeycomb composite structure with artificial defects
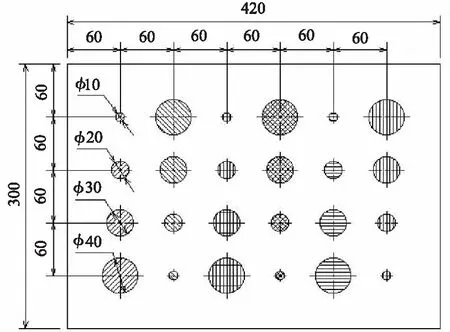
圖2 預置缺陷示意圖Fig.2 Schematic of defects distribution
2.2 激光剪切散斑干涉技術
本文采用自行研制的激光剪切散斑干涉系統對蜂窩夾層結構進行探傷實驗。該系統由邁克爾遜干涉光路、激光投射裝置和圖像采集部件組成。其中邁克爾遜干涉光路集成了剪切矢量調節機構、壓電陶瓷驅動的時間相移裝置以及大視場角圖像采集裝置。圖3為激光剪切散斑干涉的光路示意圖,圖4給出了包覆藥柱產品脫粘缺陷的特征條紋,位相圖質量較高。運用真空裝置對鋁蒙皮鋁蜂窩板進行加載,集成化檢測系統及真空加載裝置的實物圖見圖5所示。

圖3 剪切散斑光路示意圖Fig.3 Schematic optical arrangement of Shearography

圖4 蝴蝶斑狀位相圖Fig.4 The butterfly phase map

圖5 激光剪切散斑干涉系統及真空加載裝置Fig.5 The shearography system and vacuum device
2.3 不同類型缺陷的變形機理分析
本文還通過有限元法研究蜂窩夾層結構內部兩種具有代表性的預置缺陷在負氣壓加載下的力學變形機理。數值模型中鋁蒙皮、粘接劑和基體鋁材料均定義為各向同性材料,材料參數見表1[9]。

表1 材料的力學參數和熱學參數[9]Tab.1 Mechanical and thermal parameters of materials
需要說明的是,本文在研究蜂窩結構內部缺陷的變形機理時,考慮到主要分析鋁蒙皮材料的離面變形,因此忽略的蜂窩結構的復雜型式,以鋁合金實體材料作為基體進行研究。數值模型考慮了兩種典型缺陷:去膠層和銑蜂窩芯。鋁蒙皮、粘接劑和鋁基體的厚度分別為0.3 mm、0.2 mm和9.5 mm。去膠層缺陷定義為鋁蒙皮和鋁基體之間粘接劑層的圓形孔洞,蜂窩結構尺寸為100 mm,缺陷的尺寸為40 mm,如圖6所示。銑蜂窩芯定義為鋁基體下陷0.3 mm,粘接劑充滿該區域,蜂窩結構尺寸同樣為100 mm,銑蜂窩芯尺寸為40 mm,如圖7所示。蜂窩結構邊緣定義固支約束,限制其各個方向的位移和轉動。
負氣壓加載時艙內的氣壓低于外部環境的一個標準大氣壓,因此蜂窩結構外表面將會受到均布拉力作用。本研究在分析蜂窩結構在負氣壓加載時的變形機理時,通過在鋁蒙皮上表面和鋁基體下表面施加均布拉伸載荷模擬外部加載,如圖6和7所示。
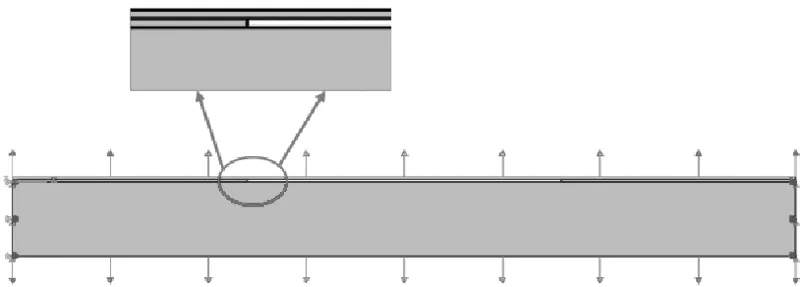
圖6 脫粘數值模型Fig.6 The numerical model of debonding defect
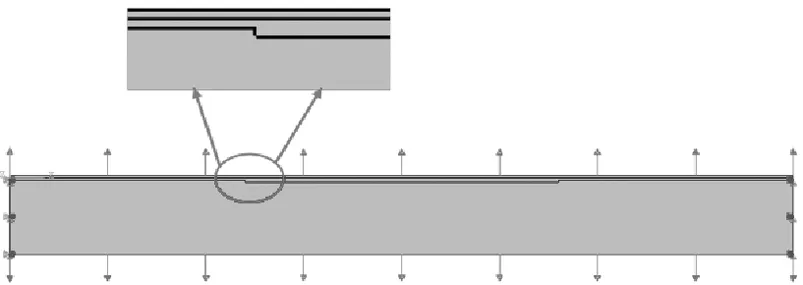
圖7 銑蜂窩芯數值模型Fig.7 The numerical model of honeycomb subsidence
3 結果與討論
通過自行研制的激光剪切散斑干涉系統,輔以真空加載,在相對真空度為20 kPa時獲取了蜂窩夾芯結構高對比度的位相條紋圖,如圖8所示。左圖為原始位相圖,右圖為經過濾波、去包裹等處理的圖片。實驗結果表明,激光剪切散斑干涉技術可檢出鋁蜂窩夾層結構內部預置的大部分類型缺陷,如圖8(a)四列缺陷位相圖,少數尺寸較小的缺陷沒有檢出;同時對于去膠層加油膜和銑蜂窩芯這兩種類型缺陷,真空加載的效果不甚明顯,缺陷位相圖僅僅“隱約可見”,無法得到完整的蝴蝶斑狀特征條紋,見圖8(b)兩列缺陷位相圖。
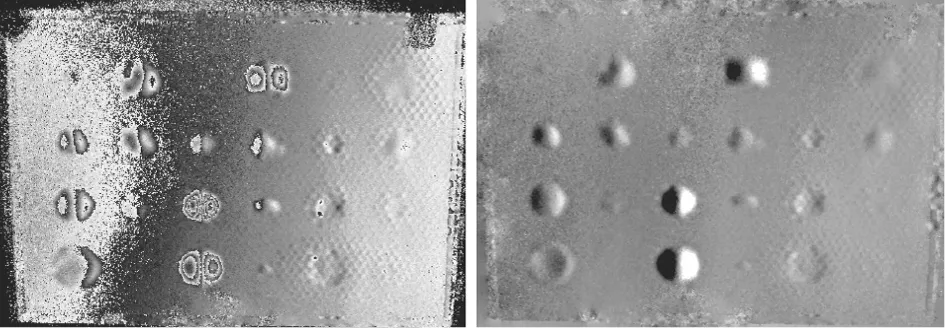
(a) (b)
本文在制備鋁蜂窩夾層結構缺陷時,充分考慮了實際工程中可能出現的各種類型缺陷,例如上膠層墊膜、下膠層墊膜、去膠層、去膠層墊膜、去膠層油膜以及銑去蜂窩芯。其中前四種類型缺陷均為采用雙層聚四氟乙烯薄膜封閉空氣法模擬工程中最常見的脫粘缺陷。分析可知,雖然雙層薄膜的擱置位置略有區別,但均可有效模擬脫粘缺陷,同時鋁蒙皮在同一真空度加載下的離面變形情況也接近,圖8(a)所示的四列預置缺陷剪切散斑位相圖可驗證此觀點。仔細觀察圖8,同一真空度下第三列缺陷所在位置的鋁蒙皮離面變形最大,這是因為去膠層缺陷對應區域的蒙皮完全沒有約束,類似周邊固支圓盤,而其他三種類型脫粘缺陷,蒙皮背面都會受到雙層薄膜或膠層的約束。右側兩列缺陷(去膠層加油膜和銑蜂窩芯)的位相特征圖不明顯,初步分析是由于這兩種缺陷沒有發生實質性脫粘,屬于膠層內部夾雜或膠層過厚,具體力學變形機理作者通過數值計算方法進行了研究。圖8(a)所示的缺陷位相圖清晰顯示,在同一真空度下,脫粘缺陷和夾雜或膠層過厚的位相特征圖表現出顯著的差異,條紋級數以及去包裹后缺陷型式均不相同,這表明真空加載在一定程度上可有效分辨蜂窩結構內部的脫粘和夾雜缺陷,讓激光剪切散斑技術不僅停留在檢測缺陷的有無。
為了進一步深入分析不同類型缺陷的力學變形機理,作者通過有限元方法分析了去膠層和銑蜂窩芯兩種具有代表性的缺陷在真空加載下的離面變形。
圖9(a)為去膠層缺陷在相對真空度20 kPa下的變形情況,此時去除膠層位置的鋁蒙皮產生了“鼓包”型離面變形,離面位移的最大值達到了7.7 μm,其對應的離面位移導數最大值約為6 × 10-4,見圖9(b)。根據Taillade等人的研究,激光剪切散斑干涉系統可捕捉到的離面位移導數至少為25×10-6[9],因此本研究中的去膠層脫粘缺陷在20 kPa真空度下產生了多級蝴蝶斑狀特征條紋(見圖8)。銑蜂窩芯缺陷模擬實際工程中的蜂窩下陷,下陷位置將會被粘結劑填滿(見數值模型圖7)。圖10給出了銑蜂窩芯缺陷在相對真空度20 kPa下的離面變形情況和對應的離面位移導數分布。鋁蒙皮的離面變形型式和去膠層缺陷存在顯著差異,其離面位移為扁平形,對應的離面位移導數除了邊界位置,其余大部分區域均接近于零(圖10(b)),這就解釋了圖8缺陷位相圖為何無法得到蝴蝶斑狀的特征條紋。同時由于其對應的離面位移數值較小,僅為納米級,幾乎為激光剪切散斑干涉的極限測量靈敏度,因此針對該類型缺陷的檢測效果并不理想。

圖9 脫粘缺陷的位移分布及離面位移導數Fig.9 The out of plane displacement and corresponding derivatives of debonding defect
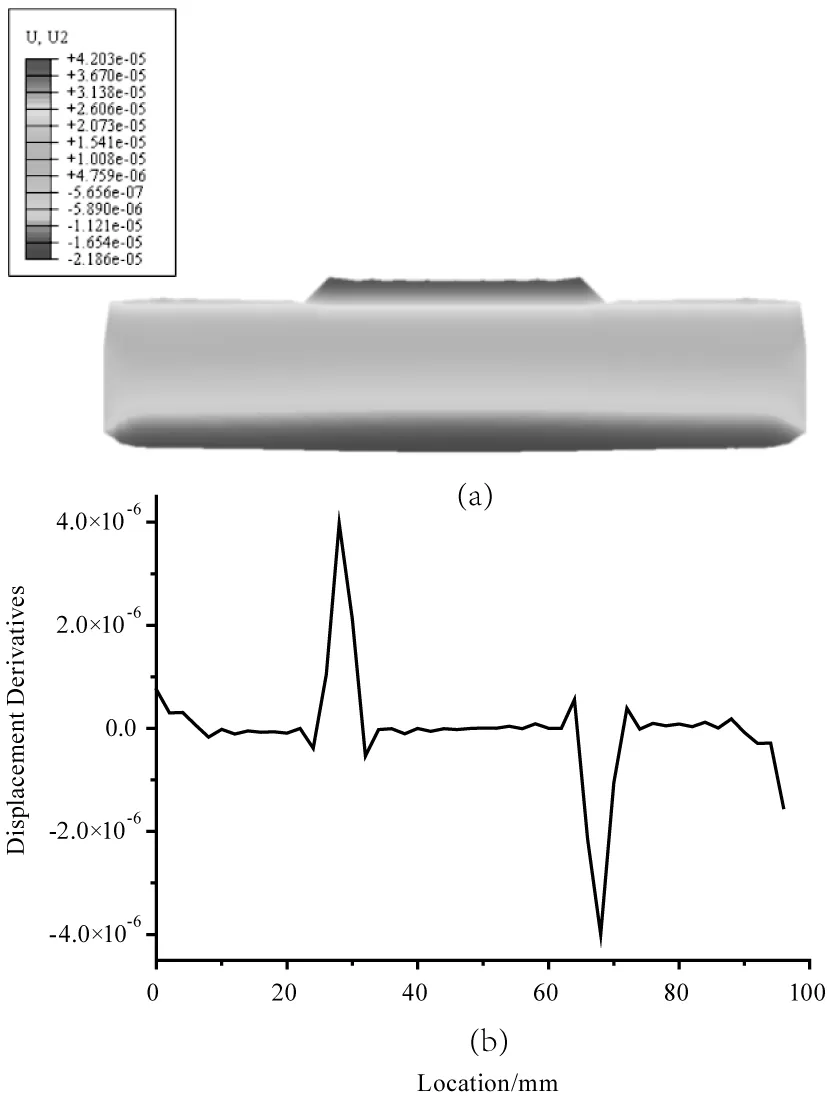
圖10 銑蜂窩芯的位移分布及離面位移導數Fig.10 The out of plane displacement and corresponding derivatives of honeycomb subsidence defect
另外,作者還使用了熱輻射加載對鋁蒙皮鋁蜂窩樣板進行探傷實驗,檢測結果如圖11所示。熱輻射加載檢出了樣板內部預置的所有類型缺陷,包括脫粘、夾雜和膠層過厚等,這和研究者之前的研究結果相符合[10-11],但對尺寸較小的缺陷檢測效果不甚理想。實驗表明激光剪切散斑干涉技術,輔以熱輻射加載,可檢出蜂窩夾層結構內部的多種類型缺陷,且位相圖像質量較高。雖然缺陷位相條紋級次表現了一定的差異,但由于熱輻射加載的不均勻性,無法解釋條紋級次的差異來自缺陷類型的不同,還是因為加載本身的不均勻。因此熱輻射作為一種快速有效的加載方式非常有效,可檢出多種類型缺陷。但在進行定量分析,或者缺陷類型的分辨時,該方法并不適用,還需借助于加載量可定量控制的負氣壓加載技術。
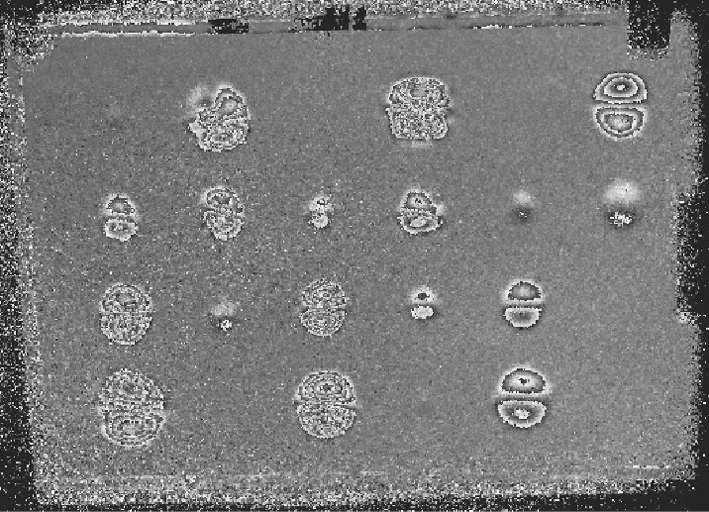
圖11 蜂窩結構樣品在熱輻射下的位相圖Fig.11 Phase map of the sample under thermal stress
4 結 論
本文運用激光剪切散斑技術結合負氣壓加載,實現了蜂窩夾層結構內部缺陷類型的分辨,并使用數值計算方法分析不同類型缺陷在負壓加載下的力學變形機理。實驗結果表明,激光剪切散斑干涉技術結合熱輻射和負氣壓均可檢出蜂窩夾層結果內部的所有類型缺陷,但對于尺寸較小的缺陷檢測結果不甚理想。同時負氣壓加載可有效分辨鋁蜂窩夾層結構內部的脫粘和夾雜等類型缺陷,數值計算方法可進一步佐證了實驗結果。本研究可為蜂窩夾層結構的缺陷檢測、缺陷類型分辨以及缺陷的力學變形機理分析提供技術支撐。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
哲學評論(2021年2期)2021-08-22 01:53:34
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
海峽科技與產業(2016年3期)2016-05-17 04:32:12
