鹽水系統的節能改造及效果
2020-05-12 03:09:08陳勇江熊鵬趙宗強
氯堿工業 2020年1期
關鍵詞:生產
陳勇江,熊鵬,趙宗強
(新疆圣雄氯堿有限公司,新疆 吐魯番 838100)
氯堿行業的競爭越來越激烈,節能降耗勢在必行。鹽水一次精制過程中升溫需要蒸汽,電解槽產堿帶走的水分須用生產水進行彌補。新疆圣雄氯堿有限公司(以下簡稱“圣雄氯堿”)通過改造,降低生產水和蒸汽的使用量,實現鹽水一次精制過程中生產水和蒸汽零使用的目標。
1 工藝簡介
1.1 裝置簡介
圣雄氯堿38萬t/a離子膜法燒堿裝置的工藝流程如圖1所示,配套的一次鹽水工藝采用的是配水槽、化鹽池、預處理器、后反應槽、膜過濾器裝置。
1.2 水平衡
1#、2#生產裝置都是采用生產水來彌補堿中帶走的水分,除去回收泵機封水、樹脂塔再生酸堿廢水、氫氣洗滌液、酸洗膜過濾器等廢水外,每條線每天須加入系統的生產水量(表實際顯示值)為300 m3。
1.3 使用蒸汽量
在鹽水精制過程中,鹽水的升溫、碳酸鈉配制都是通過蒸汽加熱進行的。鹽水升溫消耗蒸汽量為4.97 t/h,則鹽水加熱單條線需要蒸汽量為:
4.97 t/h×24 h/天×330天/a =39 362.4 t/a 。
配制碳酸鈉消耗蒸汽:
2 t/天×330天/a=660 t/a。
具體調查數據如圖2所示。
2 生產水和蒸汽的使用情況[1]
2.1 生產水的使用情況
生產水的損失主要是在電解槽生產的燒堿中帶走的水分,除回收泵機封水、樹脂塔再生酸堿廢水、氫氣洗滌液外,每天須加入300 m3生產水。因此,在廠區尋找水源,最終決定將動力車間混床再生酸堿廢水送至一次鹽水,每天輸送300 m3,以彌補堿中帶走的水分。在接收過程中,對廢水進行質量檢測,安裝pH計進行在線監測,安裝在線ORP探頭進行游離氯檢測,分析室每天都對廢水做樣進行全分析,確保廢水中不帶入其他雜質。接收酸堿中和廢水中的pH值為8.0~11.0,游離氯含量為0,一旦檢測到指標超標即刻停止接收廢水。
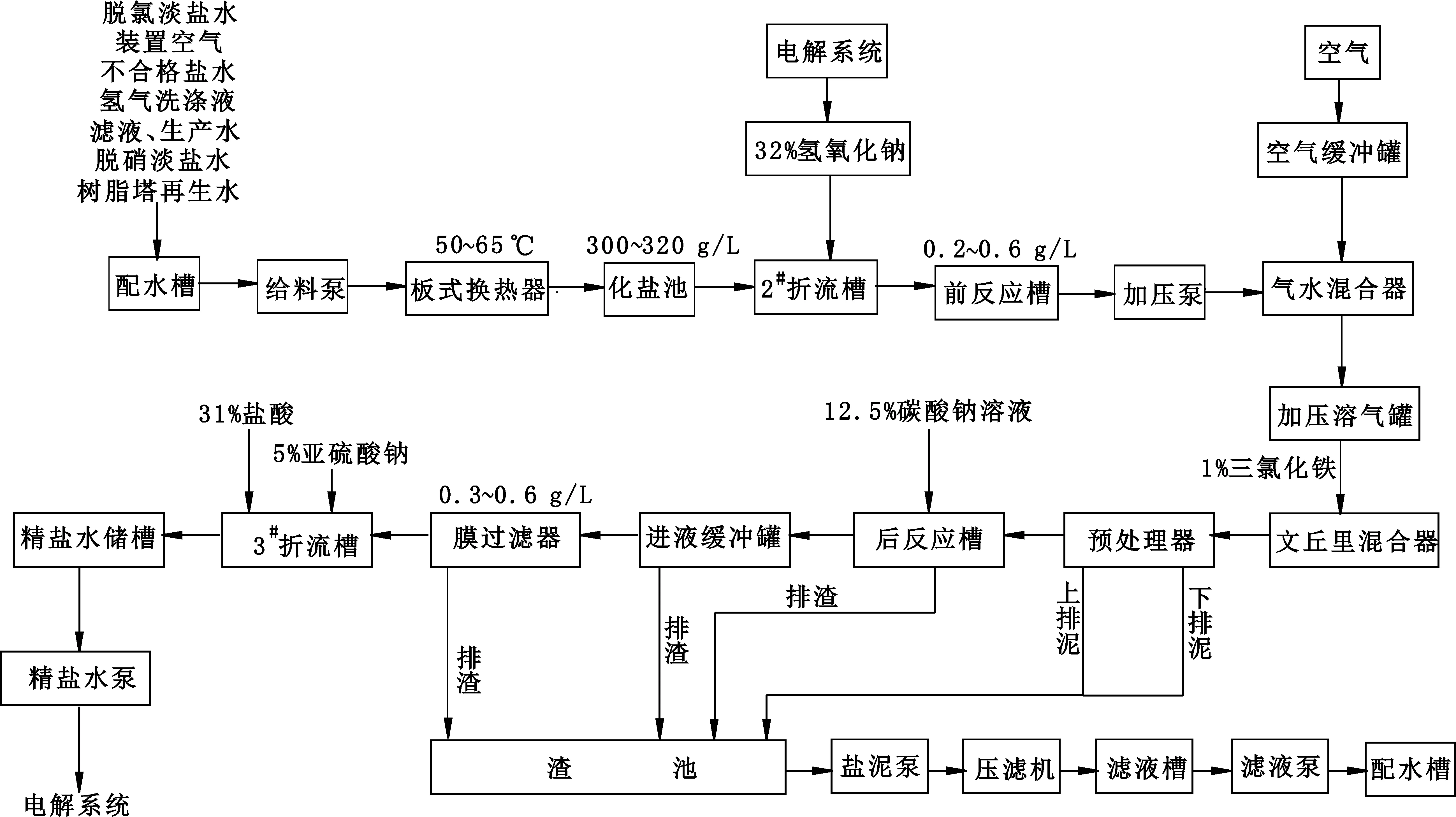
圖1 預處理器+膜過濾器一次鹽水工藝流程Fig.1 Process flow of primary brine refining composed of preprocessor and membrane filter
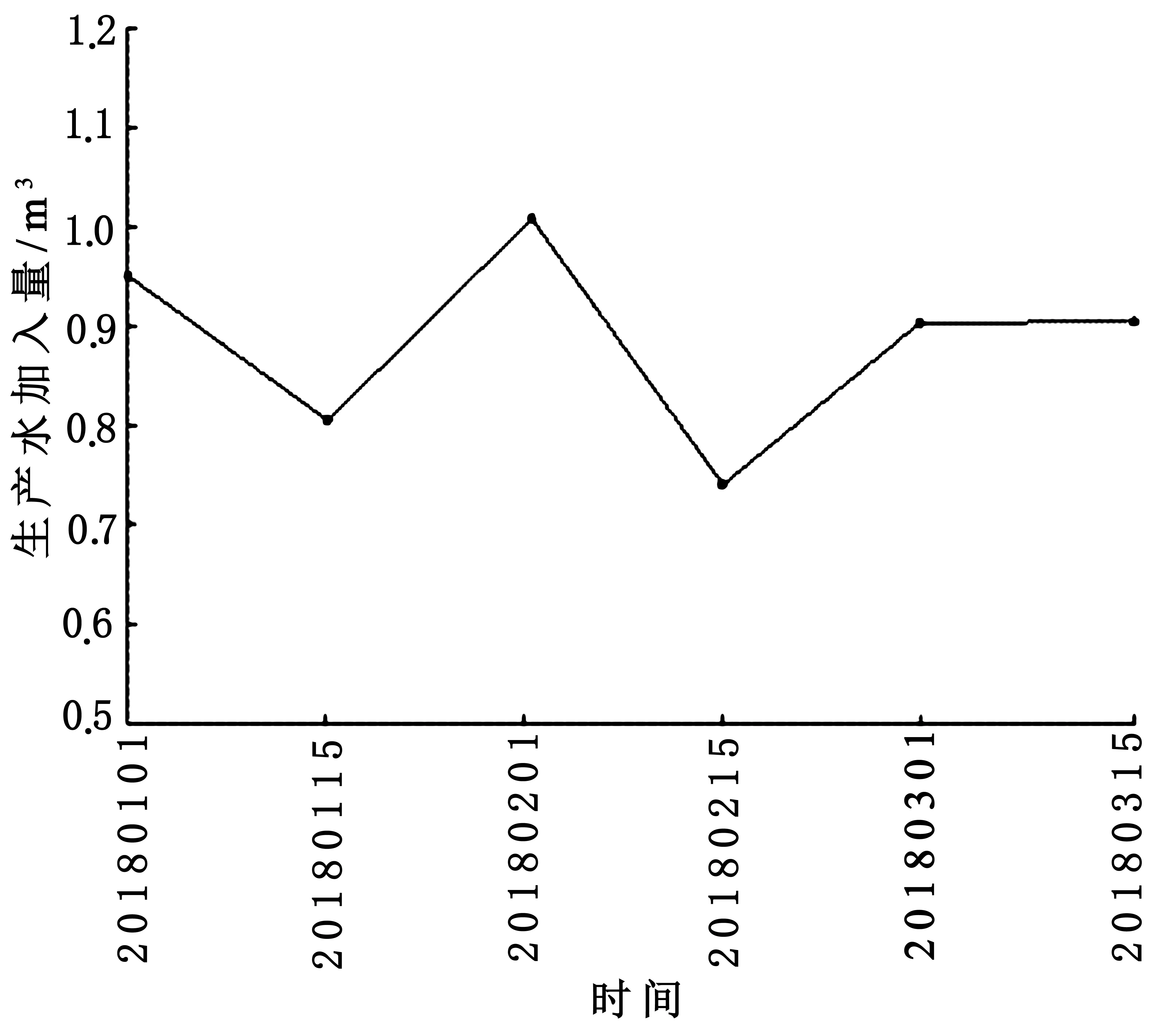
圖2 1#裝置生產水加入量隨運行時間變化曲線圖
Fig.2 Curve of production water feed change with operation time in 1#unit
2.2 蒸汽的使用情況
在鹽水一次精制過程中,使用蒸汽的位置是鹽水升溫處和碳酸鈉配制處。使用前,鹽水須從40 ℃升溫至60 ℃,所需蒸汽熱量的計算公式為:
Q1=m1×cp1×(60-40) 。
其中:Q1為熱量,kJ;m1為鹽水流量,m3/h;cp1為鹽水的比熱容,J/(kg·℃)。
熱流體釋放的熱量計算式為:
Q2=m2×r+ 65m2×cp。
其中:Q2為熱流體釋放的熱量,kJ;m2為蒸汽流量,m3/h;r為汽化潛熱,kJ/kg;cp2為水的比熱容,J/(kg·℃);65為飽和蒸汽的溫度,℃。
兩個熱量在理論上相等,計算其蒸汽消耗量為:
m1×cp1×(60-40)=m2×r+m2×cp× 65。
計算可得:
m2=39 362.4(t/a)。
對鹽水升溫系統進行改造,將廠區氯乙烯轉換熱水熱量進行回收,并將其引至一次鹽水化鹽系統進行換熱。換熱之后將熱水送回至氯乙烯工序進行回收利用[2]。
配制碳酸鈉需要的蒸汽和生產水全部用片堿工藝冷凝液代替,減少蒸汽的使用量,同時減少生產水的使用量,使鹽水一次精制過程中實現蒸汽零使用、生產水零使用的目標。
3 廢水、廢汽循環利用的實施細節[2]
3.1 水平衡方面
利用原有動力車間至事故水池DN150再生廢水管線,在鹽水廠房濾液槽外引至濾液槽,利用濾液泵將廢水送至配水槽與鹽水混合,安裝流量計、pH值、ORP在線監測儀對廢水流量和質量進行實時檢測。
注意事項:為保證鹽水系統的平穩運行,在pH值不在控制指標范圍內時,拒絕接收廢水;配水槽液位≥50%時,拒絕接收廢水;電解停車時,拒絕接收廢水。
3.2 蒸汽平衡方面
從氯乙烯工序引溫度為115 ℃的轉換熱水至一次鹽水鹽場,利用原有板式換熱器(材質為鈦,換熱面積為50 m2)進行換熱,管線為DN200碳鋼管線,管道中設有U形彎。換熱后的水繼續送至氯乙烯工序,將片堿工藝冷凝液通過鹽水廠房南側的DN50碳鋼管道引至碳酸鈉配制槽,利用工藝冷凝液代替蒸汽和生產水。工藝冷凝液溫度為45~60 ℃,配制碳酸鈉可以使碳酸鈉充分溶解,防止沉淀堵塞管道。
4 改造后的運行狀況和效果
4.1 改造后的運行狀況
圣雄氯堿2017年改造完成后,鹽水系統無明顯變化,運行數據穩定,各項指標均能達到設計要求如圖3、圖4所示。
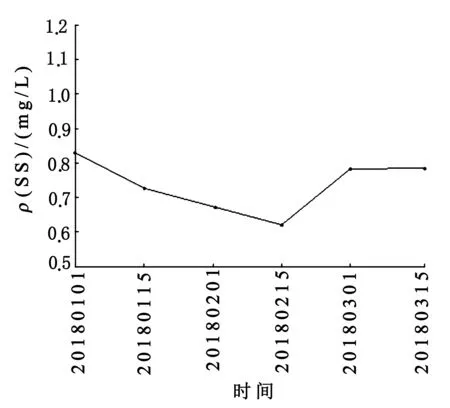
圖3 1#裝置精鹽水懸浮物質量濃度隨運行時間變化曲線圖Fig.3 Curve of change of suspended substance concentration in refined brine with operation time in 1# unit
4.2 改造后生產水的效益
圣雄氯堿電解車間一次鹽水兩條線,每條線上計量表的實際計數示為“300”(300 m3);1年按330天生產時間計,生產水的用量為:
300×330×2=198 000(m3);
生產水單價為0.6元/t,費用為:
198 000×0.6=11.88萬(元/a)。
罐的體積為17 m3,每天4罐;2條生產線每年碳酸鈉配制使用生產水量為:
17×4×330×2=44 880(m3/a) ;
費用為:
44 880×0.6=2.692 8(萬元/a)。
共計:
2.692 8+11.88=14.572 8(萬元)。
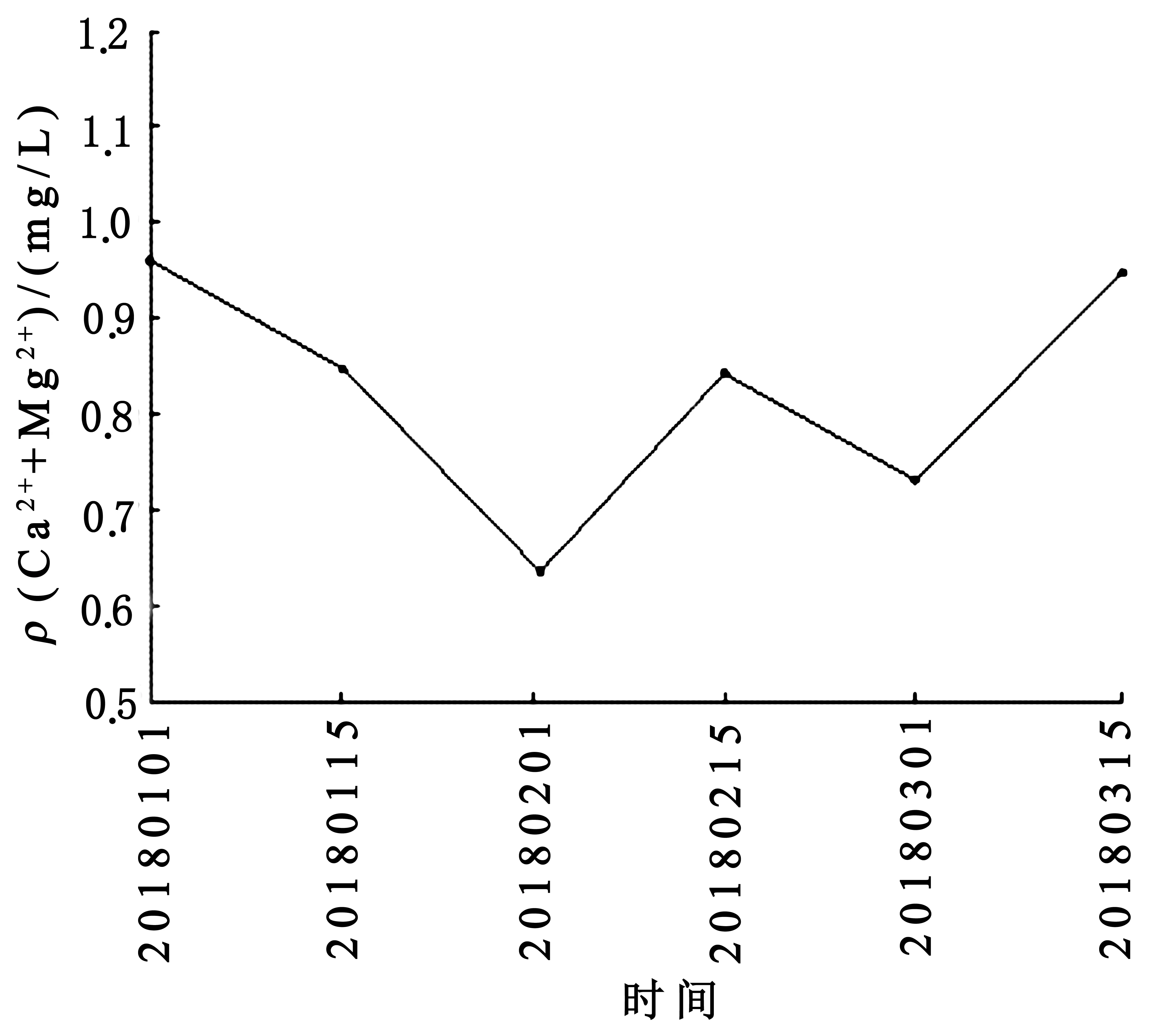
圖4 1#裝置精鹽水Ca2和+Mg2+質量濃度隨運行時間變化曲線圖Fig.4 Curve of change of Ca2+ and Mg2+ concentration in refined brine with operation time in 1# unit
4.3 改造后蒸汽的效益
圣雄氯堿一次鹽水使用蒸汽量為:
(39 362.4+660)×2=80 044(t/a)。
蒸汽單價為95元/t,共節約蒸汽費用為:
80 044×95=760.418萬(元/a)。
4.4 改造后直接獲得的總經濟效益
14.572 8+760.418≈775(萬元)。
5 結語
氯堿行業中鹽水精制使用蒸汽和生產水是不可少的,但是利用合格的廢水和熱水代替這部分的蒸汽和生產水的效益顯著。圣雄氯堿經過此次改造,可獲直接經濟效益775萬元/a;改造完成后至今,運行穩定,系統指標合格,沒有出現指標偏離的狀況。因此,利用酸堿廢水和熱水代替生產水和蒸汽是可行的,此次改造為氯堿行業中水和蒸汽的使用改造提供了參考依據。在生產過程中,氯堿企業可根據自身能源的協調,合理利用廢水、廢蒸汽來代替堿中帶走的水分和鹽水升溫所需的熱量。
猜你喜歡
江蘇安全生產(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
消費導刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現代企業(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16
