舟山港海域鋼管樁制造及海上施工技術(shù)探討
2020-05-12 10:10:56劉兵慈張高
工程建設與設計 2020年7期
劉兵,慈張高
(中交二航局第四工程有限公司,安徽 蕪湖241000)
1 工程概況
寧波舟山港主通道公路工程第DSSG04標段鋼管樁主要包括北70m非通航段鋼管樁基礎、北70m非通航段B09、B10墩永久鋼護筒、北通航段過渡墩BT1、BT4永久鋼護筒。鋼管樁樁徑1.6~2.0m,壁厚20~24mm,樁長100~114m,斜樁斜率采用1/5、1/6,材質(zhì)為Q345C低合金鋼,深入承臺1m。鋼管樁防腐均采用涂層與陰極保護聯(lián)合防護的方式。橋位區(qū)覆蓋層上部主要為淤泥、淤泥質(zhì)土、軟~流塑狀黏性土;下為中密~密實沖海積的粉砂、細砂為主,一般厚度較大,地層較為連續(xù),底部為粉質(zhì)黏土、圓礫及其他地質(zhì);下部基巖面起伏大,總之,橋位地質(zhì)條件較差。
針對以上工程特點,為順利完成鋼管樁施工,須解決鋼管樁制作場地及設備、鋼管樁防腐措施、鋼管樁運輸方式、鋼管樁沉放設備選擇、鋼管樁沉放質(zhì)量控制措施,填芯混凝土施工工藝等問題。
2 主要施工工藝及方法
2.1 生產(chǎn)工效分析
1)生產(chǎn)廠區(qū):配備螺旋縫埋弧焊鋼管生產(chǎn)線(120m)1條,螺旋縫埋弧焊鋼管生產(chǎn)線(100m)2條,260m×30m的全自動熔融粉末防腐車間1條,直縫鋼護筒生產(chǎn)線(約100m)1條。滿足生產(chǎn)條件。
2)裝船能力:配置2臺150t龍門吊用于碼頭裝卸作業(yè),可實現(xiàn)300t大型鋼管樁及鋼構(gòu)件出運。靠泊船型為3 000t級平板駁船(出樁)或5 000t級自航式駁船、海輪(進鋼卷)。
3)存儲能力:成品堆存場地約100 000m2,可堆放成品管(直徑2.0m)180根和裸管90根的堆存場地。
4)運輸能力:配置3、4艘3 000t級平板駁船進行出樁,滿足兩艘打樁船施工。
5)儲存場地:配置47 500m2的存放場地,滿足120根鋼管樁即1個月的存放能力,滿足施工周期要求。
2.2 沉樁功效分析
配置航工168及海虹6號大型打樁船(配置D260柴油錘/HCS-600液壓錘/YC-50液壓錘)進行鋼管樁沉放施工,根據(jù)以往類似工程施工經(jīng)驗:每艘打樁船沉樁工效按2根/d計。
2.3 鋼管樁制作
1)鋼管樁卷制及切割:鋼管樁螺旋成型機為3組成排的輥輪,鋼管樁卷制前,先制作樁頭,用于導引后面鋼管在生產(chǎn)線上的正常生產(chǎn),通過調(diào)整生產(chǎn)線制作參數(shù),把樁頭的外觀尺寸和加工精度調(diào)試到滿足設計和規(guī)范要求,樁頭在鋼管樁下線后需切除。鋼管卷制長度達到鋼管樁設計長度(其中鋼護筒需考慮增加護筒長度)后,在生產(chǎn)線滾輪架上采用等離子切割機進行在線切割,切割完成后,將制作好的鋼管樁采用龍門吊吊裝出生產(chǎn)線。鋼管樁卷制過程中有專人在鋼管成型機處量測外圓周周長,及時糾偏,保證鋼管樁外形加工尺寸。
2)鋼管樁焊接:鋼管樁采用全熔透焊縫焊接,焊縫質(zhì)量等級為一級,采用自動埋弧焊,宜用焊絲H08MnA等并配合相應的SJ101焊劑。鋼管螺旋縫焊接方法為雙絲埋弧焊(先內(nèi)焊,后外焊),其中前絲為直流焊、后絲為交流焊。鋼帶對接為單絲埋弧自動焊,V型坡口,采用單面焊工藝,在焊縫背面加墊紫銅墊板。鋼管螺旋焊縫為雙絲埋弧焊(先內(nèi)焊,后外焊),其中前絲為直流焊、后絲為交流焊,X型坡口。焊絲型號為H08MnA,直徑為4.0mm,焊劑型號為SJ-101。焊縫修補氣保焊焊絲型號為ER50-6,直徑為1.2mm,U型坡口,CO2氣體純度達到99.9%。剪力環(huán)及吊耳采用角焊縫焊接,剪力環(huán)和吊耳的焊縫等級為二級。荷載箱和鋼管樁之間采用對接焊縫,荷載箱和鋼管樁之間采用對接焊縫,對接焊縫設置一定的加強面【1】。
3)防腐:鋼管樁伸入承臺1.0m,其中,頂部0.8m范圍為裸管,其下水位變動區(qū)8.2m范圍內(nèi)(標高+1.2~-7m)采用總厚度≥1 000μm高性能復合加強雙層熔融結(jié)合環(huán)氧粉末涂層防腐,其中,底層厚度≥350μm,面層厚度≥650μm;水下區(qū)8~46m范圍內(nèi)(標高-7~-45m)采用總厚度≥650μm高性能復合普通雙層熔融結(jié)合環(huán)氧粉末涂層防腐,其中,底層厚度≥350μm,面層厚度≥300μm;泥下區(qū)(標高-30~-45m)采用總厚度≥450μm高性能普通雙層磨砂型環(huán)氧粉末涂層防腐,其中,底層厚度≥350μm,面層磨砂型涂層厚度≥100μm,整體涂層表面磨砂度要求為≥70μm。具體參照防腐相關(guān)規(guī)范具體操作,確保防腐效果達到設計要求。
2.4 鋼管樁運輸
1)運樁駁船加固改造:考慮到鋼管樁尺寸長(最長有114m)、重量大[最重約1 018kN(101.8t)]、易滾動且涂有防腐層,為確保運輸安全及鋼管樁防腐層不致?lián)p壞,須對駁船進行加固改造。在駁船甲板上設置穩(wěn)樁支架,按2、3層布置,支架用型鋼制作,樁間用枋木支墊隔開。鋼管樁支點處甲板須進行加固處理,支點間距8~10m。
2)鋼管樁裝船:制樁基地的落駁碼頭為2 000t級港池式碼頭1座。設置150t的龍門吊2臺(可實現(xiàn)300t抬吊操作),設計可靠泊船型為3 000t級平板駁船(出樁)或5 000t級自航式駁船、海輪(進鋼卷)。鋼管樁裝船利用碼頭上起吊設備直接吊裝上船,采用4吊點,運樁船上樁的固定方法,如圖1所示。
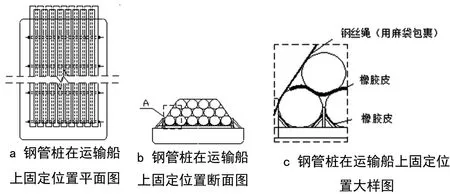
圖1 鋼管樁在運輸船上固定位置圖
3)鋼管樁運輸:采用拖輪拖帶運樁駁方式進行運輸,方駁上配備的錨機在拋錨艇的配合下進行拋錨定位。
2.5 鋼管樁沉放
1)打樁船及樁錘選擇:根據(jù)本工程的樁基施工條件,采用航工樁168打樁船、海虹6號或浙樁8號(配置D260柴油錘/HCS-600液壓錘/YC-50液壓錘)打樁船進行整樁施打。
2)鋼管樁施打。沉樁程序:打樁船粗定位(下定位樁)→打樁船拋錨→樁駁船靠打樁船(下定位樁)→吊樁→樁進打樁架龍口→GPS系統(tǒng)引導精確定位→調(diào)整打樁船→壓樁→GPS復測→壓錘→錘擊沉樁→GPS復測→沉樁結(jié)束。
(1)打樁船定位:根據(jù)打樁船上GPS定位系統(tǒng)顯示的數(shù)據(jù),打樁船由拖輪拖到施工地點附近,進行粗定位。下插定位樁,頂水拋錨。必要的情況下,可以拋2個前進錨和2個尾錨或者不拋錨,以適應狹窄施工海域。
(2)運樁駁就位:待打樁船錨拋好后絞纜,樁駁靠打樁船,下定位樁,并在打樁船上系纜。
(3)吊樁:打樁船移至運樁平板船一側(cè),樁架前傾,采用4點吊吊樁。下放主副吊鉤與鋼管樁吊點連接,提升吊鉤使樁脫離平板船。主吊鉤上升,副吊鉤下降,使鋼管轉(zhuǎn)成豎直姿態(tài);調(diào)節(jié)樁架傾斜度,送打樁錘替打至樁頂,啟動抱樁器抱樁并鎖定,調(diào)節(jié)樁架至沉樁狀態(tài)。
3)停錘標準。
(1)對于2m樁徑和樁長大于100m的鋼管樁,建議停錘標準見表1。

表1 樁徑2m和樁長大于100m鋼管樁停錘標準
(2)對于基巖面起伏較大部位,鋼管樁施工停錘標準以貫入度控制為主,標高校核,該區(qū)段鋼管樁樁端應穿過強風化巖層,由于該區(qū)段巖層起伏較大,考慮巖層起伏變化對樁長的影響,適當考慮樁長富裕量。該區(qū)域鋼管樁停錘標準見表2。

表2 樁端穿過強風化巖層鋼管樁停錘標準
(3)其他區(qū)域鋼管樁以標高控制為主,貫入度校核。沉樁過程中應嚴格控制打樁速率,并加強觀測,當沉樁出現(xiàn)異常情況時,應立即停錘,由業(yè)主、設計、監(jiān)理及施工單位研究解決。
4)沉樁順序。本工程沉樁按照“優(yōu)先墩施工墩位”的要求,先施工優(yōu)先墩及優(yōu)先墩兩側(cè)各2個墩位鋼管樁,形成承臺施工作業(yè)面。各墩位沉樁時由上游向下游方向進行作業(yè)。
5)夾樁施工。
(1)準備工作:將各種所需型鋼和相應的配件機具裝上多功能作業(yè)船,再將多功能作業(yè)船拖到已經(jīng)施工完的鋼管樁附近,拋錨定位。
(2)將施工掛籃掛在鋼管樁上,作為臨時夾樁施工的工作平臺。測量出已沉樁之間的實際距離,確定槽鋼的長度,多功能船上的吊機將已下好料的槽鋼吊到鋼管樁按照樁頂聯(lián)接設計要求施焊,使樁聯(lián)接成一個穩(wěn)定的整體,起到夾樁作用。在臺風及大潮來臨之前,認真檢查,并采取相應的加強聯(lián)接措施。
(3)樁頂焊接部位不得影響鋼管樁樁身防腐涂層。
(4)根據(jù)進度要求,單個打樁船擬配置20個墩位的夾樁材料,周轉(zhuǎn)使用。夾樁材料擬考慮提前后場模塊化整體加工,整體吊放安裝,夾樁在鋼吊箱下放前拆除。
6)犧牲陽極施工。對鋼管樁采用犧牲陽極保護與涂層防腐相結(jié)合的辦法。
工程犧牲陽極保護安裝流程如下:船舶就位→確認水下作業(yè)開始→鋼樁表面海生物清理→將陽極吊放到設計標高位置→陽極安裝→潛水員水下安裝→潛水員水下安裝質(zhì)量檢查→確認合格結(jié)束作業(yè)。
犧牲陽極的安裝可以采用焊接、螺栓緊固或其他任何方便的方式,但無論采用何種方式,都應確保:(1)其足夠的電連接性能和機械強度;(2)盡量減少對鋼管樁涂層的破壞;(3)確保鋼管樁周圍耐水流的沖擊和泥沙的磨損;(4)采用焊安裝方法時,焊縫長度達到設計規(guī)定值。每個承臺內(nèi)所有鋼管樁應用50mm×5mm的扁鋼電焊連接成一個完整的導電體。在安裝陰極保護電位測量點的承臺,其連接扁鋼應從混凝土中延伸至墩頂,以方便陰極保護電位檢測。
3 結(jié)語
寧波舟山港主通道(魚山石化疏港公路)公路工程鋼管樁工程數(shù)量大,施工難度高,中交二航局第四工程有限公司通過一系列的施工方法和質(zhì)量控制措施,順利完成了項目建設。通過對本項目海上鋼管樁施工過程及工藝的研究和實踐表明,中交二航局第四工程有限公司在本項目海洋性環(huán)境中的鋼管樁的制造、運輸、沉放及填芯混凝土施工工序和質(zhì)量控制措施成功可靠,效果顯著,可以為今后類似工程施工提供技術(shù)借鑒。
猜你喜歡
建材發(fā)展導向(2022年10期)2022-07-28 03:04:36
建材發(fā)展導向(2021年18期)2021-11-05 09:19:50
建材發(fā)展導向(2021年9期)2021-07-16 07:11:36
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
中國房地產(chǎn)業(yè)(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34
