制絲關(guān)鍵工藝參數(shù)對(duì)雜環(huán)化合物的影響
2020-05-19 09:15:24熊開(kāi)勝廖曉祥鄭紅艷譚國(guó)治
云南化工 2020年4期
關(guān)鍵詞:工藝
武 凱,岳 衡,熊開(kāi)勝,廖曉祥,鄭紅艷,譚國(guó)治
(云南中煙工業(yè)有限責(zé)任公司技術(shù)中心,云南 玉溪 653100)
卷煙的感官質(zhì)量和安全性是決定卷煙使用價(jià)值的關(guān)鍵,而煙葉中含量很少的致香物質(zhì)對(duì)卷煙的感官質(zhì)量有重要的影響,它是決定卷煙品質(zhì)的重要因素[1]。在卷煙生產(chǎn)加工的制絲過(guò)程當(dāng)中,煙葉中的香氣前體物質(zhì)、中間產(chǎn)物和終端產(chǎn)物的轉(zhuǎn)化,改變了它們的相對(duì)含量,這在評(píng)吸過(guò)程中會(huì)表現(xiàn)出多種平衡關(guān)系[2]。研究制絲加工工藝參數(shù)與致香物質(zhì)含量之間的關(guān)系,有利于優(yōu)化制絲加工工藝,提高卷煙的內(nèi)在品質(zhì)[3-5]。煙氣中的主要致香成分按照其官能團(tuán)可以分為醇類、醛類、酮類、酸類、脂類、烯烴類、酚類和雜環(huán)類,而作為云產(chǎn)卷煙特征香的堅(jiān)果香和焦甜香復(fù)合香最有代表性的主要是2-乙酰基吡咯和2-乙酰基呋喃[6],本文選取了雜環(huán)化合物中的2-乙酰基吡咯和2-乙酰基呋喃進(jìn)行分析。2-乙酰基吡咯具有核桃、甘草、烤面包、炒榛子的香氣;2-乙酰基呋喃具有甜香、杏仁、堅(jiān)果、烤香、煙熏香[7]。它們的主要特征香是堅(jiān)果、烤甜、烤香、焦甜香,且在制絲工藝試驗(yàn)處理過(guò)程中波動(dòng)比例較高,說(shuō)明受制絲處理影響較大。影響制絲工藝的參數(shù)大約有70多個(gè),在研究不同水平的工藝參數(shù)對(duì)制絲質(zhì)量的影響時(shí),樣本量太大,為了減少實(shí)驗(yàn)次數(shù),本文采用了8處理 8水平8因素均勻化試驗(yàn),在合理范圍內(nèi)對(duì)工藝參數(shù)進(jìn)行調(diào)整[8]。
1 材料與設(shè)備儀器
1) 試驗(yàn)材料。二氯甲烷(色譜純,TEDIA Company,Inc.公司)、無(wú)水硫酸鈉 (AR,北京化工廠)、乙酸苯乙酯(內(nèi)標(biāo)) (純度大于97%,TEDIA Company,Inc.);紅塔山A牌號(hào)煙絲。2)儀器。水浴鍋、旋轉(zhuǎn)蒸發(fā)儀、Clarus 600氣相色譜-質(zhì)譜聯(lián)用儀(美國(guó)Perkin Elmer公司)。
2 方法
2.1 試驗(yàn)設(shè)計(jì)方法
將紅塔山A牌號(hào)煙絲作為試驗(yàn)對(duì)象,選取制絲工藝過(guò)程中關(guān)鍵工藝參數(shù)的主要“熱源”參數(shù),對(duì)主要“熱源”工藝參數(shù)進(jìn)行8處理8水平8因素均勻化實(shí)驗(yàn)設(shè)計(jì),對(duì)B1(真空蒸濕溫度℃)、B2(一周期抽空溫度℃)、B3(超回?zé)犸L(fēng)風(fēng)量m3/h)、B4(超回蒸汽噴射比例kg/100kg)、B5(潤(rùn)葉加料蒸汽噴射比例kg/100kg)、B6(烘絲筒壁溫度℃)、B7(烘絲熱風(fēng)溫度℃)、B8(烘絲熱風(fēng)風(fēng)量m3/h)進(jìn)行均勻化試驗(yàn)設(shè)計(jì),見(jiàn)表1。
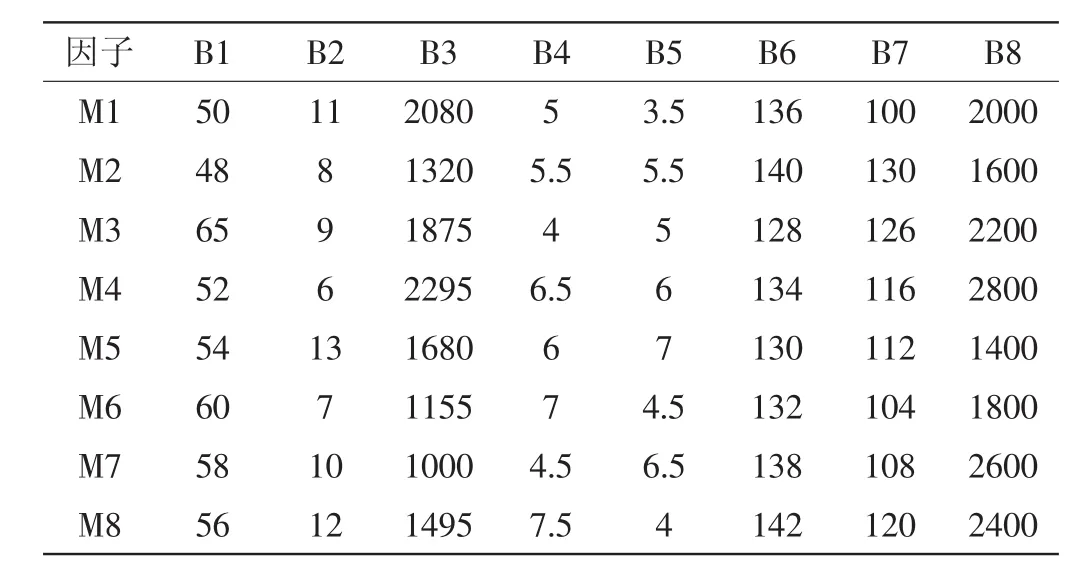
表1 制絲關(guān)鍵工藝參數(shù)設(shè)計(jì)表
按照表1中所設(shè)計(jì)的工藝參數(shù)組合調(diào)整制絲工藝參數(shù),加工后檢測(cè)不同工藝參數(shù)處理過(guò)的純絲中2-乙酰基吡咯和2-乙酰基呋喃的百分含量,采用DPS逐步回歸分析的方法對(duì)檢測(cè)結(jié)果進(jìn)行分析,確定影響大的因素,并對(duì)這些因素進(jìn)行進(jìn)一步的分析。
2.2 取樣方法
分別取300g經(jīng)過(guò)表1中各組參數(shù)處理過(guò)的純絲,作為檢測(cè)對(duì)象。
2.3 測(cè)試方法
1) 2-乙酰基吡咯、2-乙酰基呋喃的檢測(cè),首先采取同時(shí)蒸餾萃取,具體操作如下:①準(zhǔn)確稱取20 g煙絲樣品于1000mL圓底燒瓶中,加入350超純水,再加入40mL二氯甲烷,100μL濃度為1000mg/kg的乙酸苯乙酯,作為內(nèi)標(biāo),將水浴溫度控制在 55℃,同時(shí)蒸餾萃取2.5 h,冷卻后取出二氯甲烷萃取液,用無(wú)水硫酸鈉干燥過(guò)夜,然后旋蒸濃縮至1mL進(jìn)行氣質(zhì)分析。②色譜條件:色譜柱為DB-5MS毛細(xì)管色譜柱(30m×0.25 mm×0.25μm)。進(jìn)樣口溫度:250℃;程序升溫:初始溫度 50℃,保持5min,以2℃ /min升至80℃,以3℃ min升至230℃,保持16min。再以12℃ /min升至250℃,保持20min。載氣:高純氦氣,流速1.0mL/min;進(jìn)樣方式:分流進(jìn)樣,分流比30∶1;進(jìn)樣體積:1.0μl。③質(zhì)譜條件:離子源:EI源;電離能:70eV;離子源溫度:200℃;傳輸線溫度:280℃;檢測(cè)模式:全離子掃描監(jiān)測(cè),質(zhì)量掃描范圍:33~400amu;溶劑延遲:5min。
2) 按照《YCT 497-2014卷煙 中式卷煙風(fēng)格感官評(píng)價(jià)方法》進(jìn)行感官評(píng)價(jià)。
3 結(jié)果
3.1 制絲關(guān)鍵工藝參數(shù)對(duì)2-乙酰基吡咯、2-乙酰基呋喃含量的影響
按照表1中調(diào)整制絲工藝參數(shù),分別檢測(cè)2-乙酰基吡咯、2-乙酰基呋喃的含量,將二者含量的加和值標(biāo)記為“堅(jiān)果香+焦甜香”復(fù)合香的主要成分結(jié)果如表2。
將M4工藝參數(shù)組合處理過(guò)的樣品作為模型驗(yàn)證對(duì)象,結(jié)果如表3。
逐步回歸模型方差分析P均小于等于0.05,且模型輸出與實(shí)測(cè)值相差不超過(guò)5%,說(shuō)明模型是可靠的。
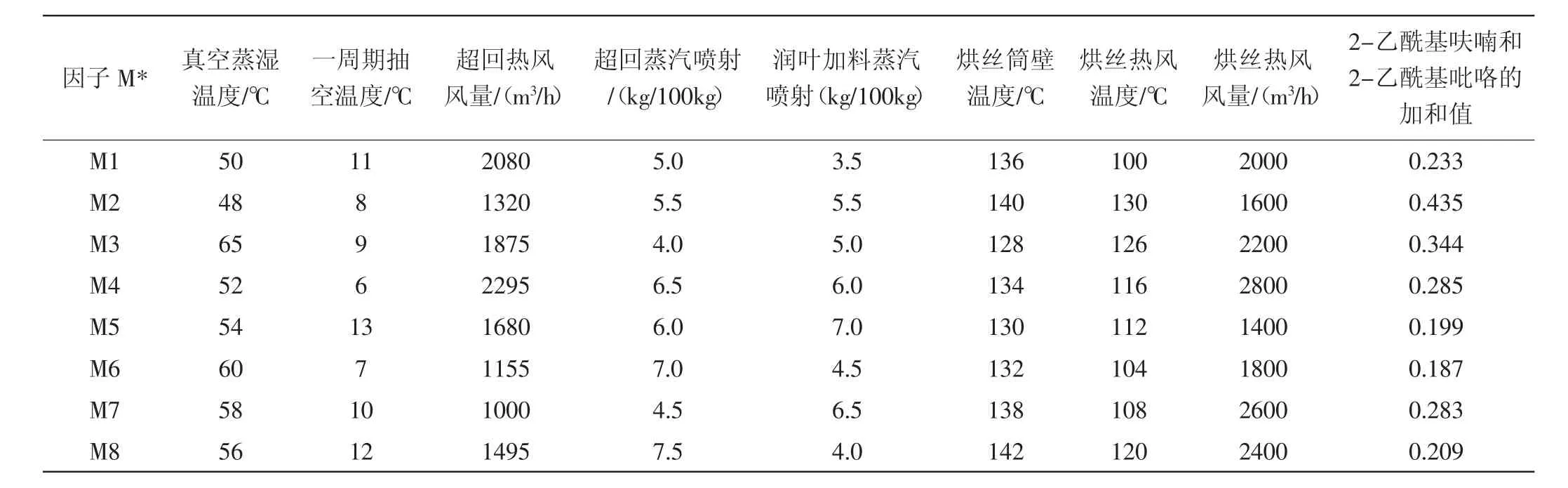
表2 各樣本工藝參數(shù)對(duì)2-乙酰基吡咯、2-乙酰基呋喃加和值的影響

表3 2-乙酰基吡咯、2-乙酰基呋喃加和值逐步回歸模型驗(yàn)證結(jié)果
從表4中看出,真空蒸濕溫度、一周期抽空溫度、超回蒸汽噴射比例、烘絲熱風(fēng)風(fēng)量的P值均小于0.05,說(shuō)明有顯著影響,工藝參數(shù)對(duì)2-乙酰基吡咯、2-乙酰基呋喃加和值含量的影響從大到小依次是:烘絲熱風(fēng)風(fēng)量、超回蒸汽噴射比例、真空蒸濕溫度、一周期抽空溫度。說(shuō)明在制絲加工過(guò)程中,類胡蘿卜素降解主要集中在煙葉預(yù)處理段,通過(guò)真空回潮負(fù)壓高溫濕,超回潤(rùn)葉和潤(rùn)葉加料的高溫高濕進(jìn)行轉(zhuǎn)化分解,烘絲工序?qū)ぐl(fā)堅(jiān)果和焦甜香也起到重要作用[9]。
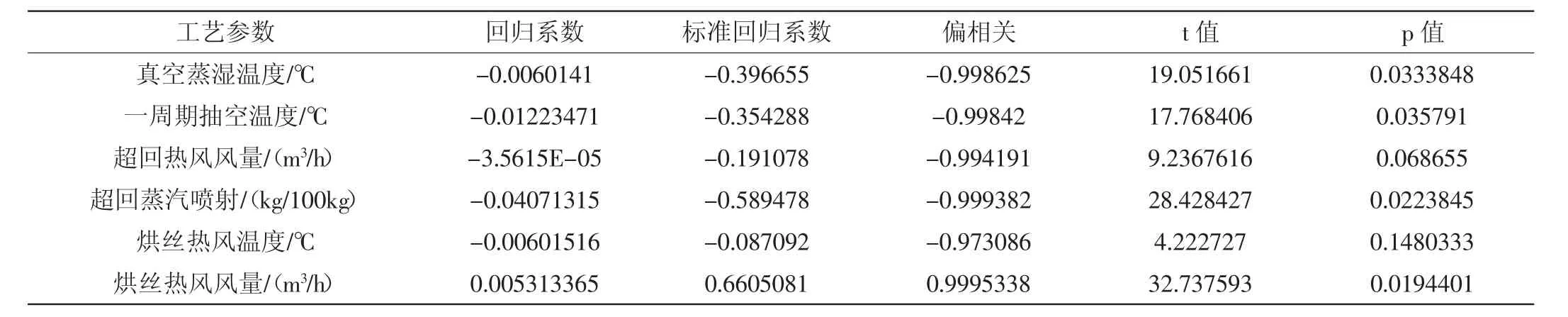
表4 2-乙酰基吡咯、2-乙酰基呋喃加和值逐步回歸系數(shù)分析
3.2 制絲關(guān)鍵工藝參數(shù)對(duì)2-乙酰基吡咯、2-乙酰基呋喃含量加和值影響趨勢(shì)分析
從2.1中可知,工藝參數(shù)對(duì)2-乙酰基吡咯、2-乙酰基呋喃加和值含量的影響從大到小依次是:超回蒸汽噴射比例、真空蒸濕溫度、一周期抽空溫度,分別對(duì)烘絲熱風(fēng)風(fēng)量、超回蒸汽噴射比例、真空蒸濕溫度、一周期抽空溫度對(duì)2-乙酰基吡咯、2-乙酰基呋喃含量加和值的影響做出分析。
在試驗(yàn)范圍內(nèi),隨真空回潮蒸濕溫度的增加,制葉絲純絲中2-乙酰基呋喃和2-乙酰基吡咯含量的加和值呈拋物線趨勢(shì),先下降后升高,如圖1所示。其中,真空回潮蒸濕溫度對(duì)大2-乙酰基呋喃和2-乙酰基吡咯含量的加和值影響趨勢(shì)中較高的主要集中在58~65℃值域段,當(dāng)溫度大于56℃后,含量出現(xiàn)增加的趨勢(shì),但隨著真空回潮蒸濕溫度的增加類西柏烷的降解會(huì)加速,最終在一定程度上增加2-乙酰基呋喃/吡咯相對(duì)含量,真空回潮工序可以用于適度增加卷煙堅(jiān)果香、烤香。
在試驗(yàn)范圍內(nèi),隨真空回潮一周期抽空溫度的增加,制葉絲純絲2-乙酰基呋喃和2-乙酰基吡咯含量的加和值呈拋物線趨勢(shì),先升高后下降,如圖2所示。其中,一周期抽空溫度對(duì)2-乙酰基呋喃和2-乙酰基吡咯含量的加和值影響趨勢(shì)中較高的主要集中在8-10℃值域段,當(dāng)一周期抽空溫度大于10℃后,其含量出現(xiàn)下降趨勢(shì),隨著一周期抽空溫度升高,低沸點(diǎn)致香成分揮發(fā)程度增加,最終導(dǎo)致2-乙酰基呋喃和2-乙酰基吡咯含量的加和值呈下降趨勢(shì)。

圖1 蒸濕溫度與2-乙酰基吡咯、2-乙酰基呋喃加和值關(guān)系圖

圖2 一周期抽空溫與2-乙酰基吡咯、2-乙酰基呋喃加和值關(guān)系圖
在試驗(yàn)范圍內(nèi),隨著超回蒸汽噴射比例的增加,制葉絲純絲中2-乙酰基呋喃和2-乙酰基吡咯含量的加和值先升高后下降,如圖3所示。其中,蒸汽噴射比例對(duì)2-乙酰基呋喃和2-乙酰基吡咯含量的加和值影響較大的主要集中在5.0~6.5kg/100kg值域段,當(dāng)蒸汽噴射比例大于6.5 kg/100kg后,含量出現(xiàn)下降趨勢(shì),控制好超回蒸汽噴射比例可以適度增加卷煙的堅(jiān)果香、烤香。
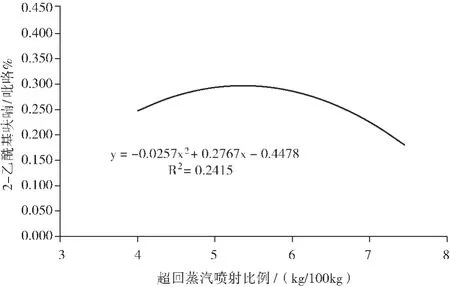
圖3 超回蒸汽噴射比例與2-乙酰基吡咯、2-乙酰基呋喃加和值關(guān)系圖
在試驗(yàn)范圍內(nèi),隨著烘絲熱風(fēng)風(fēng)量的增加,制葉絲純絲中2-乙酰基呋喃和2-乙酰基吡咯含量的加和值先升高,后降低,如圖4所示。其中,烘絲熱風(fēng)風(fēng)量對(duì)2-乙酰基呋喃和2-乙酰基吡咯含量的加和值影響較大的主要集中在2000~2400m3/h值域段,當(dāng)烘絲熱風(fēng)風(fēng)量大于2400m3/h后,含量出現(xiàn)下降趨勢(shì),說(shuō)明較高的烘絲熱風(fēng)風(fēng)量會(huì)導(dǎo)致低沸點(diǎn)致香成分揮發(fā),最終在一定程度上降低2-乙酰基呋喃/吡咯的含量,在固定烘絲筒壁溫度的基礎(chǔ)上,適度調(diào)控烘絲熱風(fēng)風(fēng)量可以增加卷煙堅(jiān)果香、烤香,提升香氣豐富性和豐滿度。

圖4 熱風(fēng)風(fēng)量與2-乙酰基吡咯、2-乙酰基呋喃加和值關(guān)系圖
3.3 雜環(huán)致香成分對(duì)卷煙感官質(zhì)量的影響分析
雜環(huán)化合物優(yōu)雅、獨(dú)特的香氣豐富了香氣質(zhì),增加了煙草的本香,彰顯堅(jiān)果香、焦甜香等主體特征[10]。雜環(huán)化合物是影響卷煙香氣的重要產(chǎn)物,主要包括吡咯類、呋喃類,主要生成于制絲加工過(guò)程中的降解[11]。煙草經(jīng)過(guò)制絲工藝處理后,雜環(huán)化合物含量高,則香氣量足,香氣豐富性好,香氣特征明顯,如圖5。
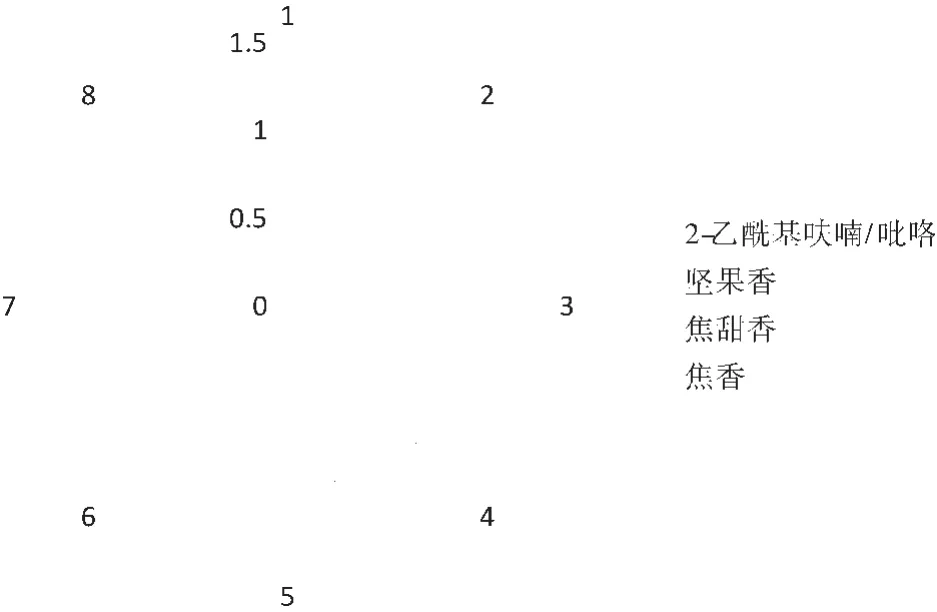
圖5 樣品中雜環(huán)致香成分含量與煙氣特性得分關(guān)系圖
從圖5中看出,制絲處理過(guò)程中堅(jiān)果香變化與2-乙酰基吡咯、2-乙酰基呋喃加和值變化輪廓重合度非常高,焦甜香變化輪廓與2-乙酰基吡咯、2-乙酰基呋喃加和值輪廓相似,總體變化規(guī)律非常明顯。
4 結(jié)論
真空蒸濕溫度、一周期抽空溫度、超回蒸汽噴射比例、烘絲熱風(fēng)風(fēng)量是影響純絲中2-乙酰基吡咯、2-乙酰基呋喃含量加和值的關(guān)鍵工藝參數(shù),在試驗(yàn)范圍內(nèi),隨真空回潮蒸濕溫度的增加,制葉絲純絲中2-乙酰基呋喃和2-乙酰基吡咯含量的加和值呈拋物線趨勢(shì),其中,真空回潮蒸濕溫度對(duì)2-乙酰基呋喃和2-乙酰基吡咯含量的加和值影響趨勢(shì)中較高的主要集中在58~65℃值域段;隨真空回潮一周期抽空溫度的增加,制葉絲純絲2-乙酰基呋喃和2-乙酰基吡咯含量的加和值呈拋物線趨勢(shì),其中,一周期抽空溫度對(duì)2-乙酰基呋喃和2-乙酰基吡咯含量的加和值影響較為顯著的是在8~10℃;純絲中2-乙酰基呋喃和2-乙酰基吡咯含量的加和值隨超回蒸汽噴射比例的增加呈拋物線趨勢(shì),其中,蒸汽噴射比例對(duì)2-乙酰基呋喃和2-乙酰基吡咯含量的加和值影響較大的主要集中在5.0~6.5kg/100kg值域段;隨著烘絲熱風(fēng)風(fēng)量的增加,制葉絲純絲中2-乙酰基呋喃和2-乙酰基吡咯含量的加和值呈拋物線趨勢(shì),其中,烘絲熱風(fēng)風(fēng)量對(duì)2-乙酰基呋喃和2-乙酰基吡咯含量的加和值影響影響較大的主要集中在2000~2400m3/h值域段。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
