汽車尾門鎖卡頓問題分析與解決
2020-05-22 10:36:48王嗣凱李陽覃延益
企業科技與發展 2020年1期
王嗣凱 李陽 覃延益
【摘 要】汽車門鎖作為整車的一個重要的安全部件,起著安全防盜、保護乘員的重要作用。隨著電子技術的發展及客戶的需求提升,門鎖系統的控制也由傳統的機械式轉變為無線遙控式,甚至向智能化互聯網方向發展,因此消費者對于門鎖在開關門時的靜謐性、平順性等品質也有了更高的要求。文章主要針對上汽通用五菱汽車股份有限公司某車型尾門鎖卡頓的售后問題進行失效模式的分析并提出相應的解決方案,供售后維修人員、設計開發人員參考。
【關鍵詞】尾門鎖;卡頓;問題解決
【中圖分類號】463.834 【文獻標識碼】A 【文章編號】1674-0688(2020)01-0103-03
1 故障現象
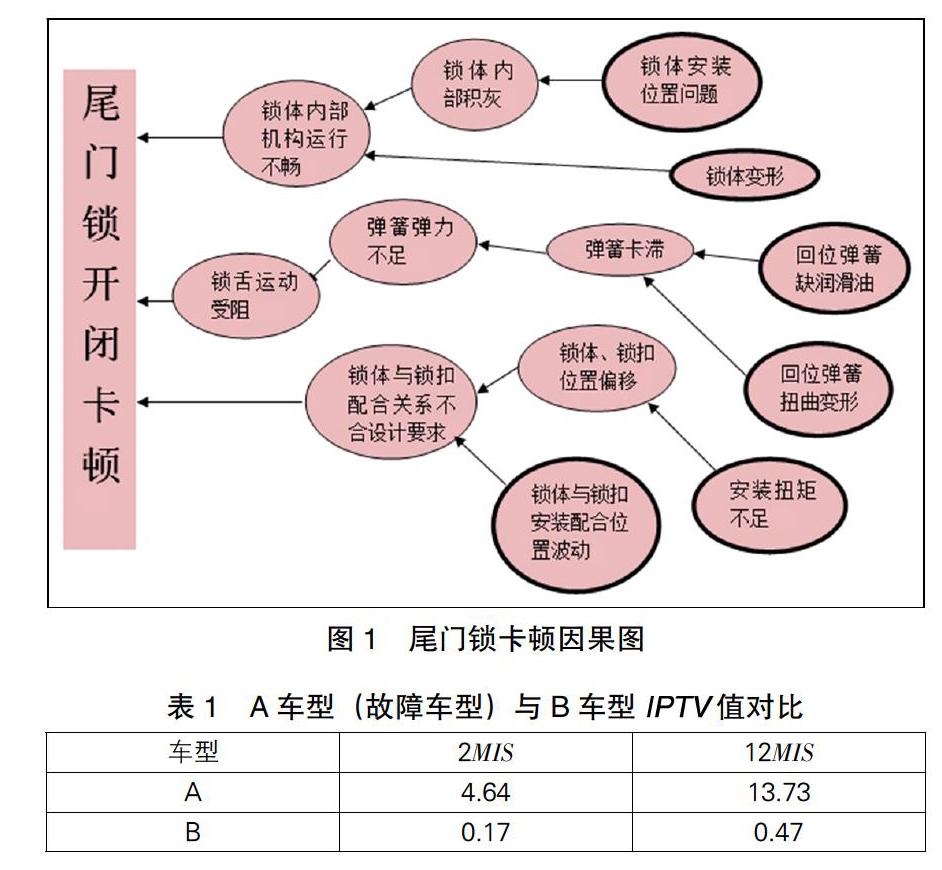
上汽通用五菱汽車股份有限公司某車型(簡稱A車型)尾門鎖總成于2017年2月開始發生變異,其中制造月2017年7月份的IPTV(2MIS)①值達到4.64,IPTV(12MIS)值達到13.73。經查售后維修數據,引起尾門鎖失效的主要維修故障模式為鎖體卡頓,占總數的90%,表現形式為尾門難開關。
2 原因分析
利用因果關系圖工具分析導致尾門鎖開閉卡頓的因素,主要原因如圖1所示。
2.1 鎖體安裝位置
A車型尾門鎖安裝位置位于密封膠條外面,尾門關閉后鎖體直接與外界接觸,當車輛經過泥濘、沙土路面時鎖體有可能進水或泥沙,導致鎖體內部機構生銹或摩擦力增大使尾門開啟卡頓。
從售后反饋的故障件顯示,部分鎖體內部有大量的灰塵阻塞鎖體運動部件,造成運動不暢,卡滯無法正常上鎖。但鎖體位于同樣位置的B車型售后IPTV值表現良好(見表1),出現此故障可能是部分用戶的用車環境過于惡劣,故此為非主要原因。
2.2 鎖體變形
經分析尾門鎖總成售后反饋零件,有7%的故障件鎖體出現異常變形,此現象出現次數較少且是獨立于尾門鎖開閉卡頓的另一種質量問題,可能造成比尾門開閉卡頓更嚴重的后果(此處不展開討論),不是導致尾門開閉卡頓的主要原因。
2.3 回位彈簧缺潤滑油
供應商裝配工藝中僅一道涂油工藝且僅在棘輪回位簧和棘爪回位簧上涂油,造成鎖體內彈簧及彈簧運動導槽潤滑不足,造成彈簧卡滯,無法起到相應的彈力,導致尾門開閉過程卡頓受阻,此為主要原因。
2.4 回位彈簧變形
回位彈簧變形會導致彈簧卡滯使其彈力不足,導致尾門鎖開閉過程卡頓。經檢查和售后反饋,未發現彈簧扭曲變形故障件,此為非主要原因。
2.5 安裝扭矩不足
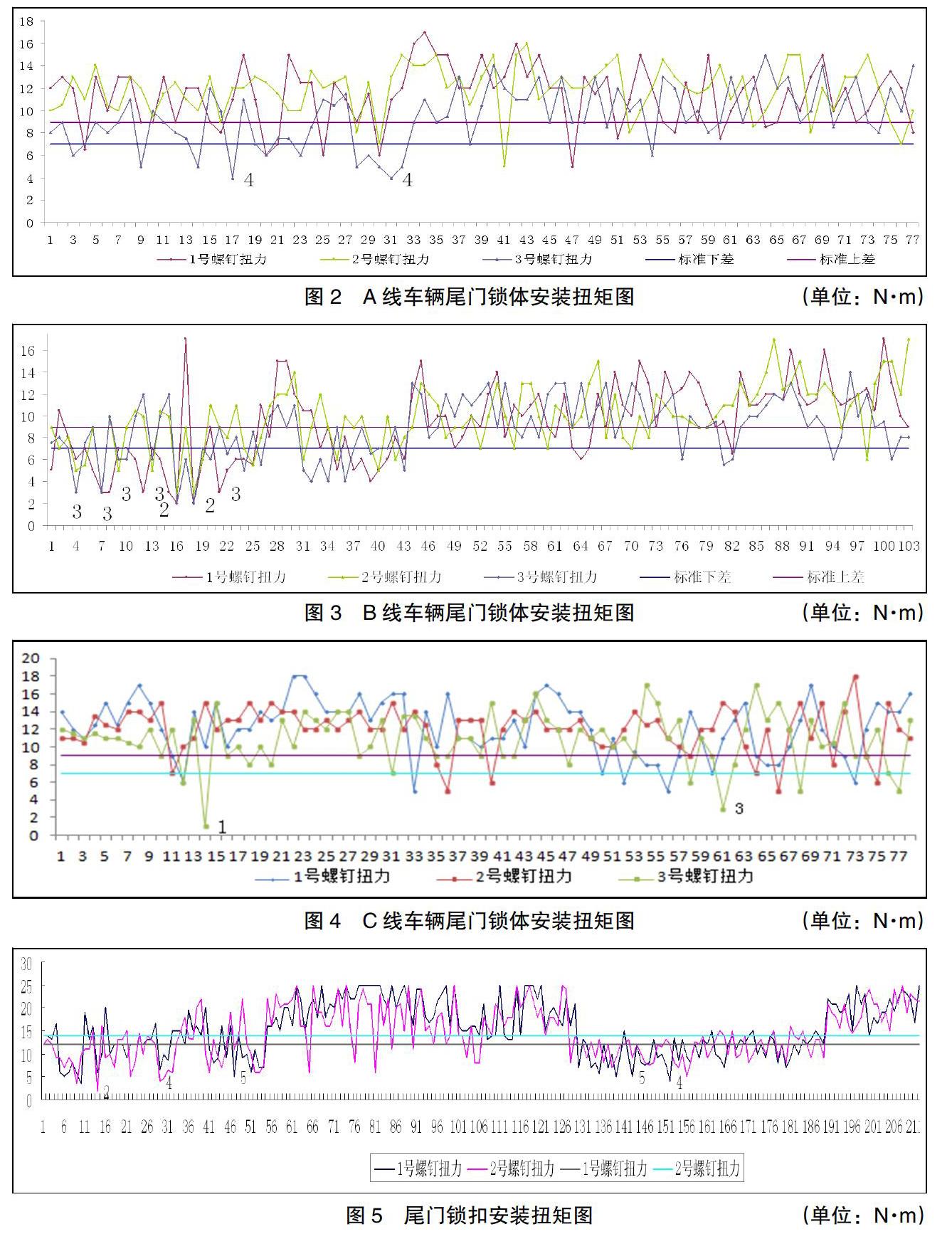
現場抽查鎖體、鎖扣的螺栓扭矩數據差異較大,扭矩整體偏大,但存在扭矩偏小的現象,主要是因為鎖體、鎖扣的扭矩為工藝參考扭矩,車間無專用工具控制,員工操作過程不能有效控制扭矩的大小,且不是關鍵扭矩,沒有進行過程監控,扭矩的波動性也較大。
測量總裝車間A線77件,B線103件,C線78件尾門鎖體的安裝扭矩,結果如圖2至圖4所示。
測量總裝A線77件,B線94件,C線78件尾門鎖扣的安裝扭矩,結果如圖5所示。
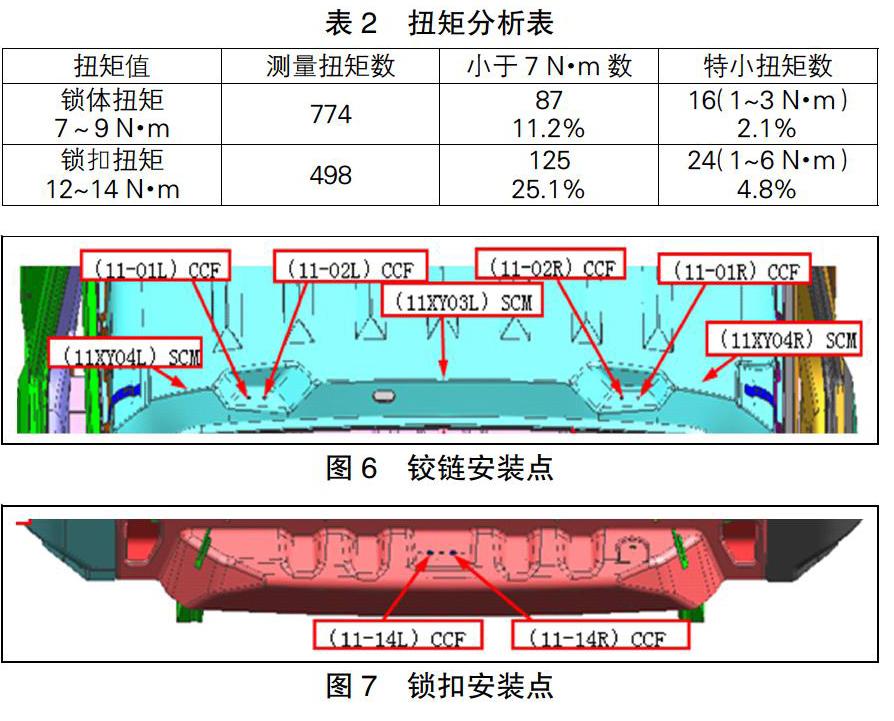
根據以上測得的數據,分析得出結果見表2。
扭矩不足使車輛行駛過程中的鎖扣、鎖體發生相對位置移動,引起尾門鎖與鎖扣干涉,產生尾門在開門時發卡、二級難進和尾門開啟、關閉困難的現象。從上述調查看,安裝扭矩不足是主要原因。
2.6 尾門鉸鏈及鎖扣安裝位置波動
對鉸鏈安裝點和鎖扣安裝點(安裝點如圖6、圖7所示)進行CMM數據測量。統計分析表明:IPTV變異值高的6~7月的車輛鉸鏈安裝點和鎖扣安裝點的異常數據量明顯高于IPTV值表現良好的月份。其中,鉸鏈安裝點明顯劣化的主要原因是數據偏移;鎖扣安裝點數據明顯劣化的主要原因是數據波動。
車身焊接后,部分車輛由于尾門鉸鏈安裝點與尾門鎖扣安裝點的位置不合格,直接導致尾門(鎖體)和鎖扣偏離中心位置,鎖體與鎖扣的配合關系變化導致尾門開啟過程卡頓,因此是主要原因。
根據以上分析、調查結果,作者及相關問題解決團隊認為,導致尾門鎖總成開閉卡頓的原因如下:鎖體內部回位彈簧缺潤滑油,鎖體及鎖扣安裝扭矩不足,尾門鉸鏈及鎖扣安裝位置波動。
3 解決措施
3.1 回位彈簧缺潤滑油
供應商車間裝配工藝中增加對彈簧伴油處理,在回位彈簧槽內刷油,回位彈簧裝入后再進行彈簧刷油等工序,規范涂油工藝。
3.2 安裝扭矩不足
總裝車間升級裝配工具,更換定扭矩風槍,加強過程監控保證員工操作規范,避免出現扭矩嚴重不足的現象,確保將每個螺栓的扭矩打到規定的范圍內。總裝車間2017年12月開始人工控制扭矩,2018年8月開始完全使用定扭矩槍。尾門鎖體扭矩已從原7 N提升到10 N以上,扭矩基本穩定。
同時,隨機抽檢2臺控制扭矩后的下線車輛進行開關門試驗,驗證鎖扣扭矩的可靠性,一臺100次,一臺200次,結果見表3。
3.3 尾門鉸鏈與鎖扣安裝位置波動
車身車間查找CMM數據變差的具體原因并制定改進措施,解決焊接工裝定位不良,每天抽檢各安裝點的CMM值并及時調整;同時,銷售公司售后服務部門制定服務站調整尾門安裝點的維修作業指導書。
4 總結
通過尾門,乘員可以進入或離開車輛,貨物可以往車輛上裝卸,其使用場景豐富且使用頻率較高。尾門開閉過程中的平順性、靜謐性等感知質量表現是在產品開發過程中應該納入考量的重要因素之一。因此,在零件開發過程中要汲取此次問題的解決經驗,嚴格規范零件供應商制造工藝,重新定義鎖體和鎖扣緊固件扭矩的特殊特性,同時車間應針對鎖體及鎖扣安裝點位置度、鎖體及鎖扣緊固件扭矩等相關特性制訂控制計劃并列入QCOS(Quality Control Operation Sheets)加以監控。
注 釋
①IPTV(Incident Per Thousand Vehicles):千輛車故障數;MIS(Month In Service):“三包”服務期。IPTV(2MIS):某月生產并銷售的車輛在售后2個月的“三包”服務期內千輛車所發生的故障總數。
參 考 文 獻
[1]張杰.基于有限元仿真的汽車尾門密封條結構分析[J].橡膠科技,2019(11).
[2]楊虹.某三廂汽車電動尾門關閉影響因素研究[J].汽車實用技術,2019(6).
[3]馮能文. 新能源汽車塑料后尾門安裝位置優化設計[J].科技創新與應用,2019(10).
