原棉短纖維率標樣驗證試驗分析研究報告
——第一部分:原棉短纖維率技術指標分析
2020-05-28 02:08:20
中國纖檢 2020年5期
關鍵詞:質量
為助力解決國產棉花中短纖維率質量水平與紡織行業需求不匹配的問題,促進國棉質量提升,以GB/T 35931—2018《棉纖維棉結和短纖維率測試方法 光電法》發布為契機,2018年中國纖維質量監測中心組織開展了第一輪棉花短纖維率風險監測專項行動。
為了進一步提升棉花短纖維率風險監測相關測試數據的可靠性,根據中國纖維質量監測中心的工作安排,河北省纖維檢驗局開發了10種原棉短纖標樣(羅拉法賦值),并邀請3家不同原棉短纖維率儀器生產企業,對原棉短纖標樣進行了驗證試驗,用于驗證不同原棉短纖維率測試儀器的測試精度。本文重點介紹原棉短纖維率指標的現狀。
1 棉纖維長度測試方法現狀
棉花短纖維率是指棉花中纖維長度短于一定界限的纖維質量(根數)占總質量的百分數,通常我國以16mm為界,美國、澳大利亞等國以1/2英寸(12.7mm)為界。
通過系統梳理,現存的棉纖維長度測量方法主要包括:
(1)單纖維測量法,測試設備AFIS單纖維測試儀(烏斯特),測試指標包括:重量平均長度、根數平均長度、品質長度、上四分位長度和12.7mm短纖維率(重量/根數)。
(2)分組稱重法(梳片法、羅拉法、一端平齊),包括Y121梳片式棉纖維長度儀和Y111羅拉式棉纖維長度分析儀,梳片法測試指標包括:上四分位長度、質量平均長度、短纖維率(質量),測試標準GB/T 13779—2008《棉纖維 長度試驗方法 梳片法》、ASTM D1440—1996(2002)《棉纖維長度和長度分布的標準試驗方法(排列法)》。羅拉法測試指標包括:主體長度、品質長度、質量平均長度、短纖維率(質量),測試標準GB/T 6098—2018《棉纖維長度試驗方法 羅拉式分析儀法》。
(3)光電法1(一端平齊),主要測試設備XJ129棉結和短絨測試儀(陜西長嶺)、Aqura棉結和短絨測試儀(印度普瑞美)、KX111纖維長度分析儀(上海康信),測試指標包括:有效長度、短纖維率(根數/質量),測試標準GB/T 35931—2018《棉纖維棉結和短纖維率測試方法 光電法》。
(4)光電法2(隨機排列),主要測試設備Y146棉纖維光電照影儀和HVI大容量棉纖維測試儀長度模塊(烏斯特),Y146棉纖維光電照影儀測試指標包括:2.5%跨距長度、50%跨距長度、長度整齊度,測試標準GB/T 13781—92《棉纖維長度(跨距長度)和長度整齊度的測定》、ISO 4913—1981 《紡織品 棉纖維 長度(跨距長度)和整齊度指數的測定》、ASTM D1447—2000《用纖維照影機測量法測定棉纖維的長度和長度均勻度的標準試驗方法》。HVI大容量棉纖維測試儀長度測試指標包括:平均長度、上半部平均長度、長度整齊度,測試標準GB/T 20392—2006《HVI棉纖維物理性能試驗方法》、ASTM D 5867—1995《用大容量儀器測量棉纖維物理性能的標準試驗方法》。
表1所示為棉纖維長度不同測試方法異同分析。
2 原棉短纖維率技術指標
通過系統梳理,可以發現棉纖維長度測試方法中短纖維率指標:

表1 棉纖維長度不同測試方法
(1)梳片法。美國標準ASTM D1440—1996 (2002)《棉纖維長度和長度分布的標準試驗方法(排列法)》,界定為短于1/2英寸(12.7mm)的纖維質量百分比。
(2)梳片法。國標GB/T 13779—2008《棉纖維 長度試驗方法 梳片法》,界定為短于16mm的纖維質量百分比。
(3)羅拉法。國標GB/T 6098—2018《棉纖維長度試驗方法 羅拉式分析儀法》,界定為短于16mm的纖維質量百分比(細絨棉)、20mm的纖維質量百分比(長絨棉)。
對于梳片法和羅拉法:
(1)梳片式纖維長度分析儀。美標ASTM D1440以1/8英寸(3.18mm)為間隔,國標GB/T 13779以3mm為間隔,將纖維從長至短分組稱重,有試驗證明,當夾取纖維時,其他纖維有向前蠕動的現象,并且纖維在壓入梳片時容易彎曲,導致測試結果波動較大。
(2)羅拉式纖維長度分析儀。來源于蘇聯茹可夫棉纖維長度分析儀,以2mm(1mm,2018版新增)為間隔,將纖維從短至長分組稱重,有試驗證明,當夾取纖維時,分出的每組纖維再進行細分,發現抽取的每組纖維包含比本組短和比本組長的纖維,因此在羅拉法標準中,需要對每組稱見重量進行修正,現行羅拉法標準中修正公式來源于蘇聯茹可夫棉纖維長度分析儀,且自1985版以來一直沿用,文獻[1]給出了不同的修正公式,如有必要,應針對現行國內棉花品種,研究符合中國棉花國情的修正公式。
(3)梳片法將纖維從長至短分組稱重,且每組長度間隔(美標1/8英寸、國標3mm),羅拉法將纖維從短至長分組稱重,且每組長度間隔2mm(1mm,2018版新增),從測試誤差角度,梳片法測試誤差大于羅拉法,因而在我國棉紡行業,羅拉法逐漸取代梳片法。
2.1 梳片法
在GB/T 13779—2008《棉纖維長度試驗方法 梳片法》中,短纖維率R按下式(1)計算:

式中:
R——短纖維率,%;
mj——第j組纖維質量,mg;
i——短于16mm(細絨棉)的短纖維組序數;
n——纖維分組數。
表2所示為GB/T 13779—2008《棉纖維長度試驗方法梳片法》 附錄A計算實例(3mm組距)。從表2可知,短于16mm(細絨棉)的短纖維組序數為5,纖維長度范圍13.01mm~16.00mm,組中值14.5mm,因此,梳片法選取第5組最大纖維長度16mm,作為短纖維率指標。
2.2 羅拉法
在GB/T 6098—2018《棉纖維長度試驗方法 羅拉法》中,短纖維率R按下式(2)計算:

式中:
R——短纖維率,%;
mr——不長于16mm(細絨棉)的短纖維質量,mg;
m1——長于16mm(細絨棉)的短纖維質量,mg。
表3所示為GB/T 6098—2018《棉纖維長度試驗方法羅拉法》 附錄A原始記錄(2mm組距)。考慮到羅拉法測試方法特性,即抽取的每組纖維同時包含比本組短和比本組長的纖維,在羅拉法標準中,需要對每組稱見重量應用公式(2)修正至真實質量,因此短纖維率指標計算基于各組真實質量。
從表3可知,mr為分組序數1~5的真實質量之和(m1+m2+m3+m4+m5),與此對應的渦輪刻度為16,組5纖維長度范圍14.50mm~16.49mm,組中值15.5mm,因此,有機構認為16mm 短纖維率(質量),實際上應為16.5mm短纖維率(質量)。
從上述分析可知,梳片法短纖維率指標計算基于各組稱見質量,不需要進行質量換算,因此應用界定的短纖維組最大纖維長度(16mm)作為短纖維率指標。
與此不同的是,羅拉法短纖維率指標計算基于各組真實質量,各組真實質量按下式(3)計算:

式中:
mj——第j組真實質量,mg;
mj-1——第j-1組稱見質量,mg;
m'j——第j組稱見質量,mg;
mj+1——第j+1組稱見質量,mg。
參照稱見質量與真實質量的計算公式(3),相對應的,可以得到各組真實組中值,參見公式(4):

式中:
Lj——第j組真實組中值,mm;
Lj-1——第j-1組名義組中值,mm;
L'j——第j組名義組中值,mm;
Lj+1——第j+1組名義組中值,mm。
相應的,渦輪刻度16,分組序數5纖維長度范圍14.50mm~16.49mm,組中值15.5mm,真實組中值應為15.9mm,考慮到各組真實質量包含上、下相鄰組部分纖維,因此不能應用該組最大值16.5mm作為短纖維率指標,而只能應用該組真實組中值15.9mm作為短纖維率指標。
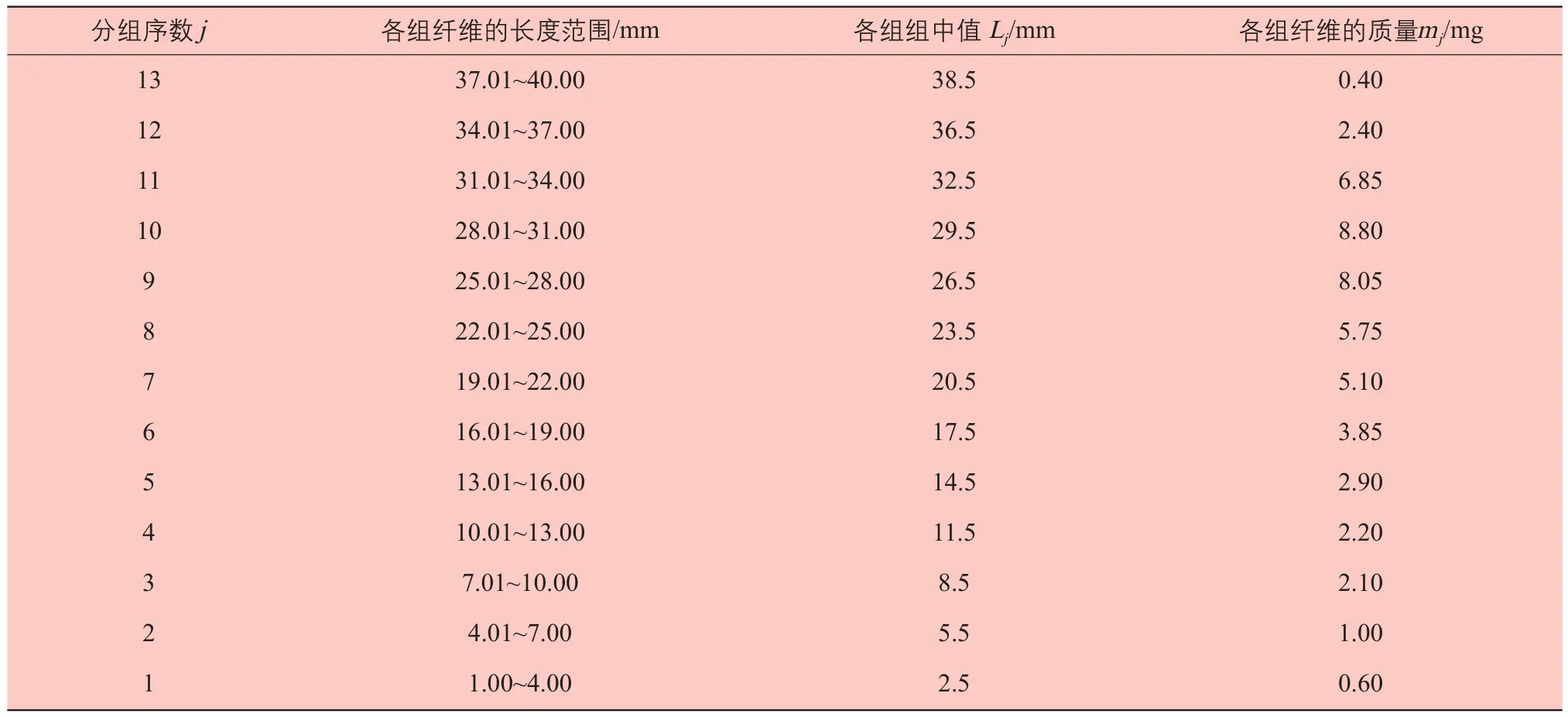
表2 GB/T 13779—2008 原始記錄(3mm組距)
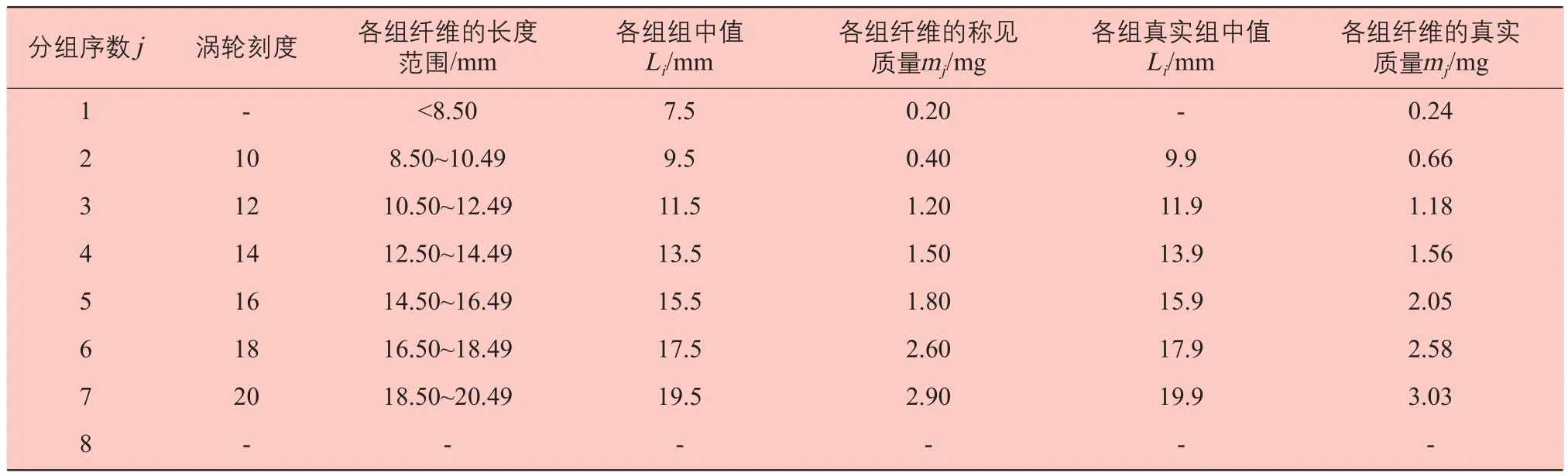
表3 GB/T 6098—2018 原始記錄(2mm組距)
因此,考慮到羅拉法測試特性,即各組真實質量包含上、下相鄰組部分纖維,同時JJF(紡織) 024—2015《羅拉式纖維長度分析儀校準規范》中4.2.6擋溜板內壁與纖維輸出羅拉鉗口有效控制中心距允差0.1mm,考慮到與渦輪刻度(16)及梳片法中短纖維率指標相統一,建議仍然保持羅拉法16mm 短纖維率技術指標,不要調整為16.5mm短纖維率。
3 關于短纖維率技術指標的思考
關于16mm短纖維率(質量)技術指標是否調整為16.5mm短纖維率(質量),需要考慮以下幾個方面的問題,具體來講:
(1)GB/T 6098—2018《棉纖維長度試驗方法 羅拉法》,自1985版以來,一直界定為短于16mm的纖維質量百分比,需要究根溯源,探究當初設定16mm短纖維率(質量)的因素,有必要的話,需要追溯至蘇聯茹可夫棉纖維長度分析儀及測試標準相關規定;
(2)現行GB/T 13779—2008《棉纖維 長度試驗方法 梳片法》,界定為短于16mm的纖維質量百分比,GB/T 35931—2018《棉纖維棉結和短纖維率測試方法 光電法》界定為短于16mm的纖維質量百分比;考慮到國內梳片法、羅拉法和光電法標準均規定短纖維率技術指標為16mm短纖維率(質量),以及國內棉紡行業一直以來使用習慣,有必要的話,應組織國內相關行業專家統一認識。
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54
