船舶艉軸液壓聯軸器安裝工藝改進研究
2020-06-01 13:00:58唐潤海中遠海運船員管理有限公司廣州分公司
珠江水運 2020年8期
唐潤海 中遠海運船員管理有限公司廣州分公司
何超平 楊陽 潘德 廣州文沖船廠有限責任公司
1.背景現狀
液壓聯軸器是采用液壓的方式來聯接不同構件中的兩根主動軸和從動軸,使之共同旋轉以傳遞扭矩的機械零件。液壓聯軸器主要由內套、外套、活塞、活塞環等組成。其工作原理為:內套的外表面和外套的內表面制成相同錐面,利用高壓油注入其錐面間使內套緊壓在軸上,外套擴張,并使外套在內套上移動,移到設計位置后,去掉高壓油,外套縮小緊壓在內套上,內套壓在軸上,利用軸與內套,內套與外套之間產生摩擦力,從而使液壓聯軸器具有強大的扭矩傳遞能力。通常分為法蘭式(連接軸和法蘭)和直筒式(連接兩段軸)。
由于液壓聯軸器不需要熱膨脹,無需設備鍵槽,無需錐體及推力圈,軸準備工作簡單易行,方便裝拆,因此廣泛用于船舶艉軸與中間軸或齒輪箱之間聯接。
但是由于船舶艉軸液壓聯軸器的內套和軸之間的安裝間隙很小,對安裝的要求是非常高的。因此在液壓聯軸器安裝時,經常會因安裝過程中存在問題,導致在圖1液壓聯軸器內套和軸之間容易發生內部卡死現象,導致無法繼續安裝或拉開,無法繼續開展后續安裝工作,最終可能導致需要進塢拔出艉軸,對液壓聯軸器進行拆檢和修復,并最終再次裝復。
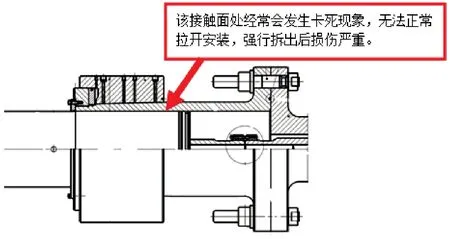
圖1 液壓聯軸器易損位置示意
液壓聯軸器安裝過程中內部安裝接觸面損傷后,拉出時可能造成損傷擴大,如圖2某船舶實例所示,拉出后損傷嚴重。該類事故發生通常會導致較大的經濟損失,并對船舶的建造或運營周期產生較大影響。
2.原因分析
船舶艉軸液壓聯軸器安裝過程接觸面卡死事故的發生,通常是對于尾軸液壓聯軸節的安裝不夠重視,對安裝質量風險不夠敏感,安裝工藝防范措施不足導致的結果。
反思傳統的艉軸液壓聯軸器安裝工藝流程,分析得出影響液壓聯軸器安裝質量的主要原因如下。
2.1 液壓聯軸器來貨存在質量安全隱患
(a)來貨可能存在與軸的配合加工尺寸上的誤差;
(b)來貨內部可能存在生銹情況;
(c)來貨可能存在毛邊等情況;
以上這些來貨質量問題都可能對液壓聯軸器安裝帶來安全隱患。
2.2 安裝前準備工作不足
安裝前準備工作不足,安裝人員經驗不足,對安裝過程中的注意事項缺乏了解,太過依賴服務工程師的指導,和對質量安全隱患警惕性低,做一步算一步,在施工過程中非常被動,一旦出現疏忽的話就可能存在很大的安全隱患。
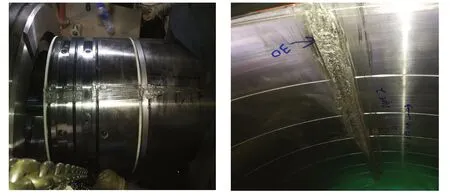
圖2 液壓聯軸器損傷照片
2.3 安裝過程不平穩,對中狀態差
安裝使用的輔助工裝按傳統經驗通常使用的是吊環和手拉葫蘆,吊環布置較為隨意,吊點不夠平衡,安裝過程中對中狀態也通常較差,容易導致安裝接觸面發生碰撞,存在很大的安裝質量安全隱患。
2.4 安裝過程監控不足
船上施工環境差,燒焊打磨等交叉作業多,或者對于關鍵部位的安裝前清潔檢查不夠,都可能導致有雜質進入安裝接觸面處,安裝過程存在很大的安裝質量安全隱患。
2.5 安裝后的保護不足
安裝后的保護措施不夠到位,可能在配合接觸面處產生腐蝕或進入雜質,將導致在下次拉開聯軸節時發生卡死現象。
3.改進措施
為保證船舶艉軸液壓聯軸節安裝安全、順利地進行,有必要對液壓聯軸節的安裝工藝進行研究和改進,對各影響因素進行有效控制,盡量把安裝前準備工作做好,使用更為合適的輔助工裝工具,盡可能地避開危險因素,保證施工流程更加合理有序地進行,保證安裝的質量。針對以上分析得出的主要因素,制定安裝工藝改進措施如下:
3.1 對液壓聯軸器來貨質量進行嚴格檢查
(a)檢查相關配合尺寸,是否符合圖紙尺寸要求;
(b)檢查內部有無生銹,如有則及時聯系處理
(c)檢查邊緣和內部油槽有無毛邊,如有則需修整;
3.2 做好安裝前準備工作
(d)提前需求廠家安裝工藝:前要求廠家提供安裝工藝,關鍵圖紙尺寸等相關資料,根據廠家提供的安裝工藝梳理出施工工藝流程,以保證施工質量和提高施工效率。
(e)注意事項交底:提前和廠家溝通安裝過程中的注意事項,并將關鍵控制內容梳理好列出在工藝流程中,注明重點注意事項,并向施工工班交底,做好安裝前準備工作。
(f)明確工裝工具需求:提前和廠家溝通安裝過程需要使用到工裝工具,對施工效率和施工質量有提高的都必須提前準備好。
3.3 輔助安裝工具改進,確保安裝過程平穩
(g)優選方案一:頂部空間允許的情況下,采用加裝吊梁進行輔助吊裝;
h)優選方案二:頂部空間不足以加裝輔助吊梁,而底部有空間的情況下,采用加裝路軌和小車輔助安裝;
(i)方案三:在頂部和底部空間都不足的情況下,采用吊環和手拉葫蘆進行輔助吊裝。
采用該方案需特別注意,應布置有足夠多的吊點,安裝前確定好安裝需要用到的吊環數量和位置,提前燒焊好,布置吊點位置必須滿足能聯軸節對中微調整和拉力平衡的要求,部分用于平衡液壓聯軸節的重力,部分用于調整聯軸節位置,還需有部分用于安全導向保護,避免手拉葫蘆在誤操作時導致液壓聯軸器安裝接觸面碰傷。
3.4 加強安裝過程監控
(j)安裝前嚴格做好環境控制:
在尾軸液壓聯軸節安裝前,安裝區域周圍尤其上方必須停止打磨燒焊等作業,并做好安裝區域上方的清潔工作,防止有雜物掉入關鍵部位。
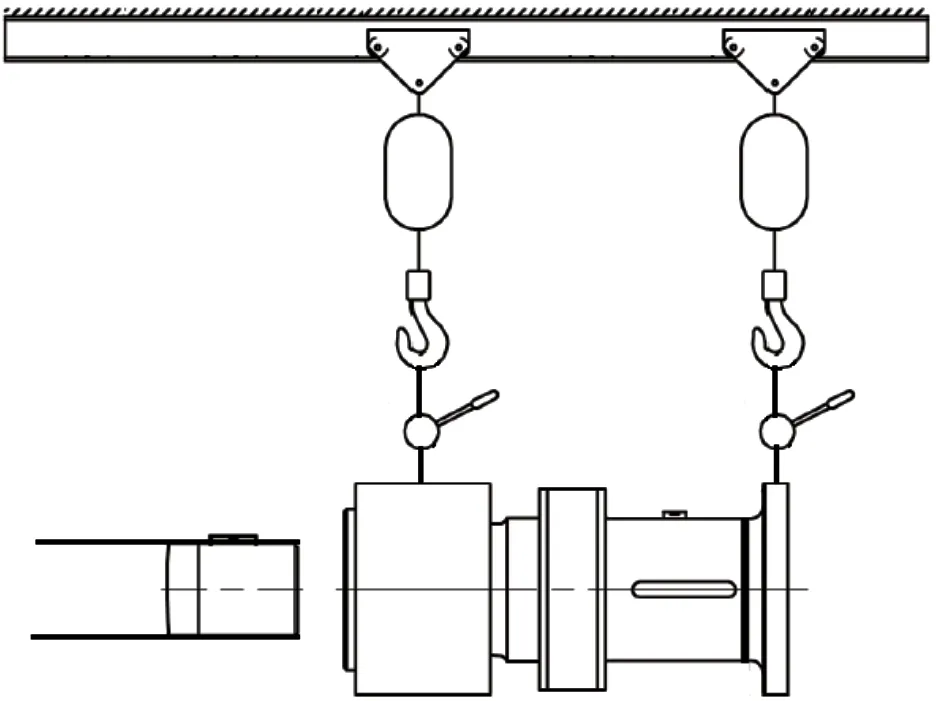
圖3 吊梁輔助安裝方案示意
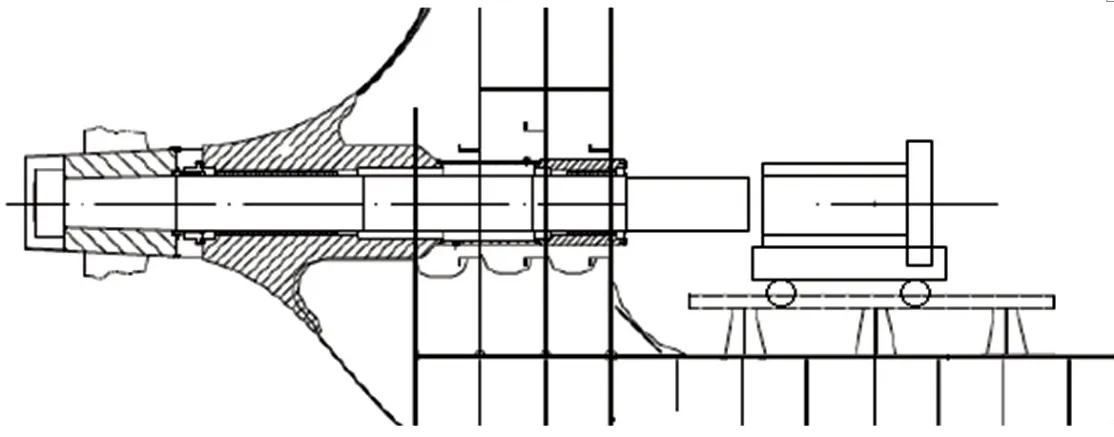
圖4 路軌小車輔助安裝方案示意
(k)安裝前和安裝過程中嚴格做好安裝面的清潔和監控:
在套入液壓聯軸節之前,必須做好聯軸節內部及尾軸表面的清潔工作,并且仔細檢查,尤其是即將套入前,以及套入過程中尾軸表面的清潔工作一定要仔細做好。
安裝過程中必須嚴格做好安裝面的清潔和監控,不允許在安裝過程中有雜物進入安裝貼合面。
(l)安裝前嚴格按照廠家要求對接觸面進行涂油:
安裝前要嚴格按照廠家要求,對接觸面進行涂油,所用的油料必須嚴格按照廠家要求,如果廠家不允許涂油則不能涂任何滑油。
(m)套入軸頭前及安裝過程中進行對中和間隙檢查:
為防止聯軸節套入時貼靠單邊摩擦套入,嚴重時可能撞到右槽起披鋒,在不知情的情況下刮傷內部貼合面,導致內部損傷卡死,必須在套入前做好對中工作,測量間隙再套入。
套入軸的全過程中,必須持續對安裝間隙進行監控,必要時進行調整。
(n)注油前嚴格檢查液壓油和油管的清潔情況:
壓裝用油和油管必須干凈,壓裝前檢查油和油管等是否干凈,防止從壓裝油孔帶入雜物進入聯軸節內部貼合面,從而導致安裝接觸面損傷。
3.5 加強安裝完成后保護工作
在聯軸節套入安裝完成后,在尾軸液壓聯軸節的前后端面要做好清潔和涂油保護,并做好嚴格的防護措施,確保后續不會發生腐蝕以及雜物進入聯軸節接觸面處的情況。
4.總結
通過以上一系列的船舶液壓聯軸器安裝工藝改進措施,從來貨檢查、安裝前準備、輔助安裝工具布置改進、安裝過程的嚴格監控、以及安裝后的保護等各個方面進行嚴格把關,確保液壓聯軸節安裝的各個工藝環節都能有條不紊地順利進行,才能保證液壓聯軸器的安裝質量,避免安裝質量事故的發生。
本文僅對液壓聯軸器的結構、工作原理、安裝流程、以及在安裝過程中的注意事項、工藝改進等作了簡要的介紹,具體項目實施過程中還需進一步深入研究安裝的細節,以形成合理的安裝指引、工藝技術控制要點、以及有效的安裝過程監控措施,不斷累積好的改進經驗,才能確保液壓聯軸器的安裝質量。類似的采用液壓聯軸器連接艉軸和中間軸或推進齒輪箱的船型是非常常見的,希望本文總結內容可以為后續類似帶有液壓聯軸器的型船的安裝提供參考借鑒。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發展導向(2021年9期)2021-07-16 07:11:36
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
山東冶金(2019年6期)2020-01-06 07:45:54
中國生殖健康(2019年2期)2019-08-23 08:12:08
世界農藥(2019年2期)2019-07-13 05:55:12
中國房地產業(2016年2期)2016-03-01 01:25:48
汽車觀察(2016年3期)2016-02-28 13:16:26
河南電力(2016年5期)2016-02-06 02:11:34
銅業工程(2015年4期)2015-12-29 02:48:39