金絲鍵合短尾問題分析及解決
2020-06-01 12:43:58趙鶴然丁紅園曹麗華
微處理機 2020年3期
羅 玨 ,康 敏 ,趙鶴然 ,丁紅園 ,曹麗華
(1.中國電子科技集團公司第四十七研究所,沈陽110032;2.中國科學院金屬研究所,沈陽110016)
1 引言
金絲是集成電路元器件封裝中關鍵原材料之一,主要作用是實現器件的芯片PAD點和外殼引腳之間的電氣互聯[1-2]。從基礎材料上劃分,目前市場上使用比較普及的鍵合絲產品主要有金絲、銅絲、銀絲和鋁絲[3-4]。雖然在制造成本上沒有優勢,但金絲因其金屬化學穩定性和極高的作業效率等優勢,仍然占據著高可靠集成電路產品市場[5-6]。
金絲鍵合通常由金絲球超聲鍵合完成。金絲球鍵合首先在每個焊接周期形成自由空氣球,然后把空氣球通過劈刀的超聲振動與第一點焊盤形成牢固的機械連接。金絲球鍵合的第二點同樣由超聲完成,第二鍵合點的形貌呈現魚尾狀[7-8]。
針對第二點鍵合短尾問題,研究金絲球鍵合第二點鍵合過程,分析了第二點鍵合形貌與鍵合劈刀的位置關系和形成過程,在此基礎上詳細分析了造成第二點鍵合金絲短尾的主要因素和機理,并提出了優化改進措施,可以解決第二點鍵合短尾問題。
2 金絲第二點鍵合過程
金絲第二點鍵合過程,可以分為四個步驟。首先是劈刀下落,將金絲按壓在第二點焊盤上,施加超聲和壓力,如圖1(a)所示,此時,劈刀在第二鍵合點形成壓痕,且焊點的魚尾狀結構初步形成。緊接著,劈刀抬起,此時線夾處于開啟狀態,尾線仍然與第二點焊盤保持相連狀態,如圖1(b)所示。隨后,按照設定好的程序,線夾關閉,此時劈刀及其中的尾線不再產生相對位移,如圖1(c)所示。最后,在劈刀、線夾的向上牽引力作用下,尾線與魚尾拉斷,形成最終的第二鍵合點,如圖1(d)所示。

圖1 金絲第二點鍵合過程
3 金絲第二點鍵合形貌
圖2所示為金絲球鍵合第二點的典型形貌,主要可以分為A、B、C、D四個區域。其中,劈刀外切面將金絲壓成魚尾狀,并通過施加和超聲使其與焊盤形成界面鍵合,形成了區域D,區域D最終形成鍵合第二點。另一方面,劈刀內切面所構成的圓形,在壓力和超聲的作用下,在焊盤上留下了圓形印記,包括區域A、B、C。其中,在劈刀孔中的金絲,依靠劈刀內斜面的作用,與焊盤也形成了一個小的鍵合區域,即區域C。區域B是金絲尾線在焊盤上留下的壓痕。在區域A內,金絲未與焊盤發生作用。
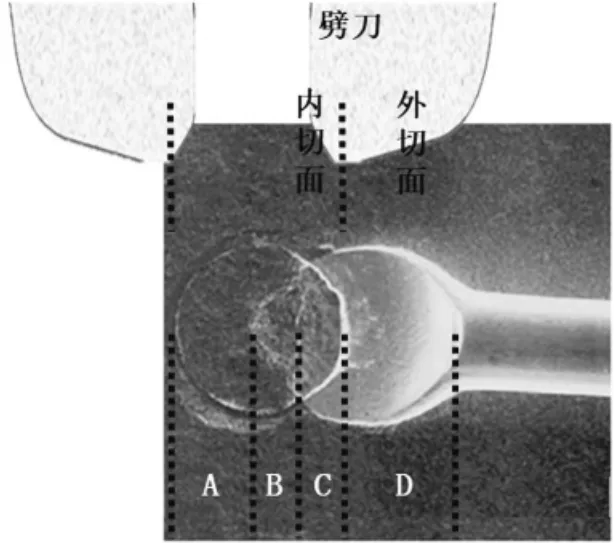
圖2 第二鍵合點形貌
4 影響鍵合短尾的因素
短尾是金絲鍵合打線過程中常見的一種故障,即鍵合完第二點后,金絲無法從劈刀孔中伸出用于形成下一點金球的尾線。圖3給出了金絲第二點鍵合后短尾的典型示意圖,對比圖1(d),扯斷金絲后,劈刀孔內的金絲無法被拉出劈刀孔,即無法形成尾線。通常情況,在短尾現象發生后,金絲尾線往往與劈刀內壁粘連,嚴重情況會堵塞劈刀。
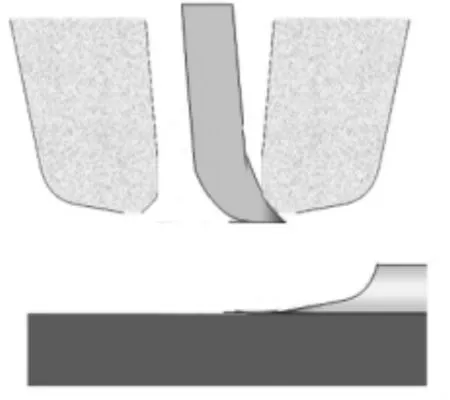
圖3 第二點鍵合后短尾示意圖
按照短尾現象發生的時間,可以將短尾分成兩大類:
1)以圖1(c)中線夾關閉為臨界點,在此之前,金絲可能已經被切斷。這時雖然線夾處于打開狀態,由于尾線與劈刀之間、尾線與劈刀孔內壁之間存在粘附力和摩擦力,尾線仍然會被劈刀帶起,形成了第一類短尾;
2)在圖1(c)線夾關閉之后,在后續的扯斷尾線過程中,金絲尾線由于斷裂引起第二類短尾。
這兩類短尾現象產生的機理有所不同。第一類短尾形成的原因主要是尾線與劈刀之間的粘附力和摩擦力偏高,或者尾線與焊盤和金絲魚尾部分之間的拉脫力偏低。導致即使線夾處于開啟狀態,劈刀向上拉起動作仍然可以把尾線從焊盤上帶起,這樣,就無法通過向上拉起劈刀的動作,形成圖1(c)中較長的尾線;第二類短尾的形成,發生在扯線過程中,通過劈刀拉起和線夾關閉的動作,尾線已經在劈刀外預留了足夠長。但可能由于鍵合參數不當,或者金絲損傷,導致扯線過程中,金絲尾線的斷口未出現在理想的位置,而是在靠近劈刀口或劈刀口內。
5 應對措施
應對短尾問題,可以從以下三個方面入手解決:
一、鍵合參數問題
當鍵合第二點時,金絲除了與焊盤發生冶金結合外,還會與劈刀內、外斜面發生物理粘附。金絲與內斜面的粘附力大于劈刀內部金絲與焊盤的結合強度時,則造成了短尾。優化鍵合參數可以降低金絲與劈刀內斜面的物理粘附從而避免短尾。
當超聲功率和壓力施加過大,金絲形變量也會很大,尾線與魚尾之間受損較大所能承受的拉斷力就會減少,嚴重時,甚至在超聲鍵合步驟之后,尾線直接被切斷,這會引起短尾。通過優化工藝參數可以避免由于工藝參數設計不當導致的短尾現象。
二、原材料問題
當材料表面狀態不好,如受到污染或氧化等,鍵合時金絲難以接觸到表面下的干凈部分,此時就需要更大的超聲功率和壓力才能完成鍵合確保金絲與PAD點之間的鍵合拉力,這樣很可能引發短尾現象。在此情況下,可以采用等離子清洗等方法,去除焊盤表面的污物和氧化膜。
三、劈刀問題
當劈刀頭受到沾污或磨損時,鍵合時易與金絲發生粘連,造成金絲無法被拉出,或劈刀尺寸不合適,都會引發短尾現象。
定期檢查劈刀、清洗劈刀和更換劈刀,可以保持劈刀清潔及表面光滑,減輕粘連。
綜上,鍵合參數是影響鍵合質量和鍵合強度的關鍵因素,降低超聲功率和壓力,或者通過優化原材料、劈刀,以便使用較低的工藝參數就可以完成鍵合,是避免短尾現象發生的有效途徑。
6 結束語
詳細分析了金絲球鍵合過程中第二點鍵合的四個關鍵步驟。結合鍵合第二點形貌圖與劈刀示意圖,分析了鍵合第二點形貌形成的過程,給出了第二點形貌與劈刀的位置的對應關系。結合第二點鍵合過程,分析了短尾問題的原因,將短尾現象分成兩個主要的失效模式,分析了失效機理并提出了解決措施。
