冷軋處理線卷取機帶尾自動定位方法
2020-06-02 10:04:20潘鄭維湯龍波
中國金屬通報 2020年5期
潘鄭維,湯龍波
(廣西柳鋼冷軋板帶廠,廣西 柳州 545002)
冷軋處理線機組生產完成分卷后,卷取機對帶尾收卷時需要對帶尾位置進行定位到工藝所需的角度,從而進行轉運或成品卷包裝,如若通過操作人員手動操作卷取機進行帶尾定位,人員勞動強度大,帶尾定位位置不精確且收卷效率低,嚴重影響機組生產效率,制約人力資源優化進程。因而需開發卷取機帶尾自動定位功能,實現軋制完成后帶尾自動定位至工藝所需位置,提升機組生產效率,降低操作人員勞動強度。
1 卷取機帶尾自動定位原理
在處理線尾部對帶尾完成剪切后,需根據工藝需要,對帶尾的收卷位置進行準確定位。根據剪切位置和卷取機卷取帶尾的過程建立數學模型,可知卷取機卷取帶尾的過程,其實就是帶鋼在機組尾段運行的過程,不同的是,尾部帶鋼在卷取機上旋轉,需要通過幾何計算才能得到帶尾的實際位置。
1.1 卷取機進行帶尾自動定位原理
(1)在對帶尾進行剪切時,計算出帶尾到達工藝預定位置,所需行走的距離,稱為預設距離L。
(2)計算收卷過程中帶鋼行走的實際距離值X。
(3)當實際距離L=預設距離X時,完成帶尾自動定位的功能。
1.2 對各個步驟進行詳細說明
預設距離L。在帶尾剪切完成后,取此時卷取機上的鋼卷卷徑D0,計算帶尾定位到預設位置所需行走的預設長度L(m):如下圖1所示。
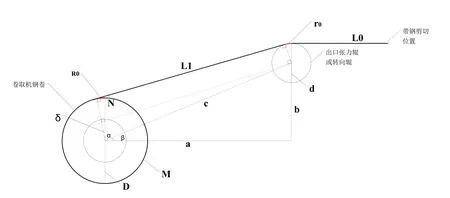
圖1 卷取機帶尾自動定位數學模型
(1)當帶尾落在卷取機鋼卷12點鐘(N點)位置時,目標長度:

①L0由機組建筑安裝圖可知,同時:

②a為張力輥與卷取機芯軸中心水平距離,b為垂直距離,得:

③D0為定位開始時卷取機上帶鋼的直徑,由電氣控制系統計算出來,d為出口張力輥直徑值:
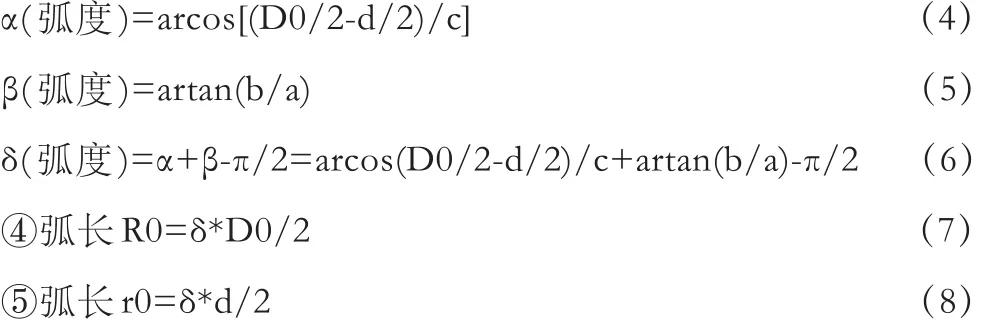
(2)根據生產需要帶尾定位的預設位置為M點鐘方向,M為整數,且1≤M≤12,則:
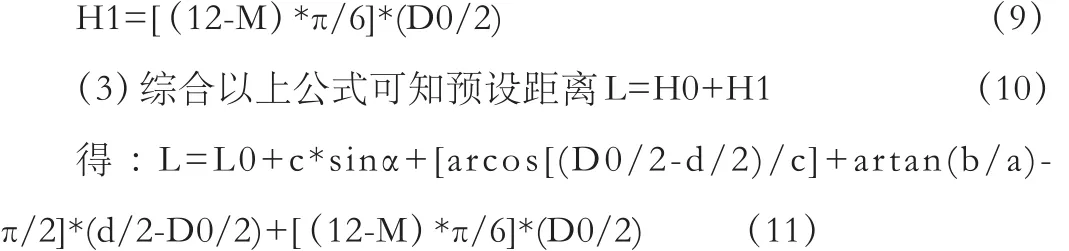
卷取機收帶尾的速度采用卷取機點動速度值,采用PLC系統的積分功能,對帶尾定位過程中卷取機的瞬時速度(包括加減速過程)進行積分,得到收卷過程中帶尾行走實際長度值X。
(1)完成步驟1后,卷取機以L為目標長度開始收卷,卷取機收卷時,初速度為0,以g為加速度,在經歷t0時間后速度從0上升為V0(常數),采用PLC程序的積分功能對卷取機速度進行積分。卷取機加速過程行走的長度為:

(2)由于卷取機的加速度與減速度值大小相同,可知卷取機減速、停止過程中,其行走的距離與加速時的距離相同,則帶尾從開始收卷至停止過程中,其行走實際距離為:

當X≥L時,程序發出卷取機收卷停止命令,卷取機以g為減速加速度停車直至卷取機完全停下來。此時完成帶尾定位至預定位置。
2 效果及分析
采用此方法對機組控制系統進行優化,即根據機組設計參數、生產實際卷徑值計算出帶尾所需定位位置的距離長度設定值,對卷取機收卷速度進行積分的結果作為行走距離實際值,當實際距離達到設定距離后卷取機停車,機組實現了帶尾自動收卷并精準定位至預設位置,帶尾定位位置誤差在0.05m以內。有效提升了機組的生產效率和產品質量,并明顯降低了操作人員的工作強度,人力資源得到進一步優化。
需要注意的是,此帶尾自動定位方法是以卷取機上帶鋼的卷徑計算及卷取機速度反饋準確為基礎,即若卷取機上鋼卷的卷徑計算有誤或是卷取機電機編碼器出現偏差,會影響到帶尾定位的精度。
3
結語
通過計算帶尾行走的預設距離,并與其行走的實際距離進行比較,得到帶尾收卷定位的停車點,以此進行冷軋處理線卷取機帶尾的自動定位,可得到較高的帶尾定位精度,滿足了工藝對帶尾位置的要求,提升了產品質量,提高了生產效率,并在實際應用中收到良好的效果。