車身外觀尺寸控制方法
2020-06-02 15:57:53趙麗何挺
裝備維修技術 2020年24期
趙麗 何挺
摘 要:隨著新勢力造車崛起,傳統車企面臨著巨大挑戰,消費者有了更多選擇,他們對車的需求不僅停留在整車性能配置方面,更會注重汽車造型及精良的做工。車身尺寸精度的高低是汽車質量優劣的重要指標,白車身與開閉件的外觀尺寸直接體現整車的感知質量,還會影響風噪,NVH、漏水、脫漆、生銹等問題。因此優化外觀尺寸匹配控制方法尤為重要。
關鍵詞:車身精度;功能尺寸;開閉件控制;尺寸配合
1 車身尺寸控制的意義
白車身由300~500個曲面復雜薄板沖壓件焊接而成,尺寸鏈長制造工藝復雜。它是內外飾及底盤件的裝配載體,是整車尺寸屬性目標達成的重要基礎。整車尺寸不僅影響感知質量,還影響密封、法規等使用性能,因此控制白車身制造精度十分重要。白車身制造受人機料法環等因素影響,尺寸穩定性較差。如何找到影響白車身尺寸精度的根因成了快速有效提升車身精度的關鍵方法,因此有效直觀評價車身尺寸就顯得尤為重要。
2 車身尺寸評價方法
隨著全球范圍內汽車市場的蓬勃發展,新車型開發投產時間越來越短,需要對整車尺寸評價提出更高要求。整車1500~2000測點,若以白車身單點評價,各點都進行關注既抓不住重點又工作繁重,故需選擇功能尺寸及局部基準評價。
2.1 功能尺寸評價
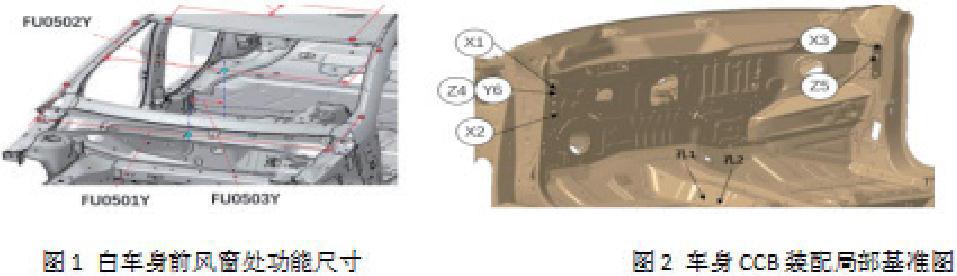
功能尺寸是為滿足裝配和外觀匹對車身兩點或多點空間位置關系進行約束,通過某種相對計算形式,直接反映車身制造過程中重要的控制尺寸。功能尺寸原型實際上相當于零件復合公差,是從裝配需求出發,直觀明確地提出對應的距離、平面度、對稱性、位置度等要求。以車身前風窗裝配為例(如圖1)前風窗上部尺寸FU0502Y和前風窗下部尺寸FU0502Y的好壞,直接影響前風窗與側圍間隙。實際裝車過程中,即使側圍A柱與前風窗搭接處單點存在超差,只要上下部開口偏差均在功能尺寸公差范圍內,依然可以裝調出符合要求的前風窗,降低了匹配難度及車身精度控制成本。
2.2 局部基準評價
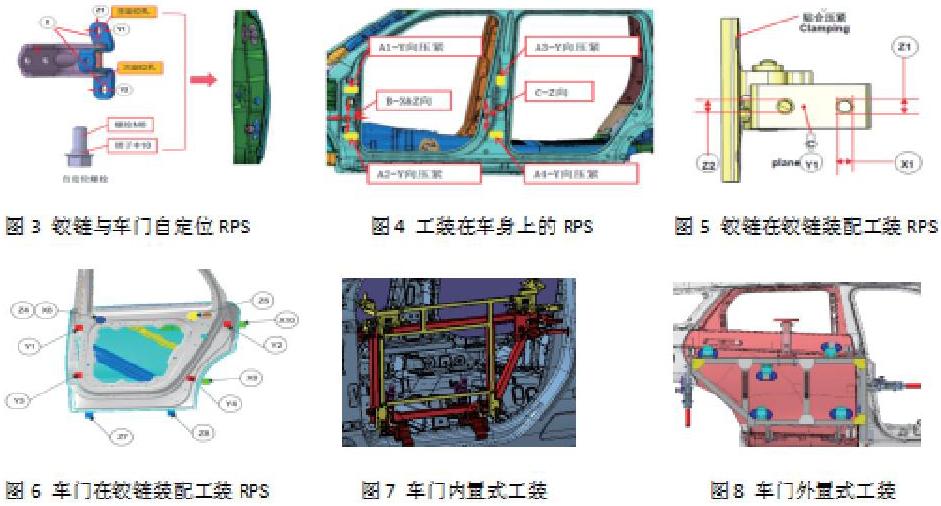
局部基準評價不像功能尺寸那樣需要對三坐標數據進行數學處理,它是在特定的小基準下進行尺寸測量,考慮小基準點的空間位置關系給評價尺寸帶來的偏差影響。以車身CCB裝配為例(見圖2)若在全基準系下測量CCB中通道安裝孔①、孔②位置度,當測量偏差在公差范圍內,CCB單件滿足公差要求時,發現CCB裝配與車身孔①、孔②存在遮孔,這就需要進行詳盡數據分析才能找到根因。若采用CCB局部基準評價,可以直觀發現孔①、孔②位置度超差,這是由于X1-X3的X向面輪廓度一致性偏差使CCB裝配后發生旋轉而遮孔。
選擇合適的車身評價方法,可以在數據監控過程中簡化數據分析排除無效尺寸干擾,更直觀反映設計要求,可以更加快速識別車身變化對裝車的影響,降低工作難度。
3 開閉件裝配控制策略
精良車身外觀尺寸體現在開閉件與車身配合的間隙面差上,它不僅需要合理的車身評價方法,更需要合理的、尺寸鏈短、便于裝調的開閉件裝配策略來保證車身DTS達成。車身開閉件在焊裝調整線裝配,包含側部車門、翼子板、發動機罩及尾門裝配。現以車門裝配為例,比較幾種車門裝配方案對車身尺寸控制的影響。
3.1 鉸鏈與車門自定位方案
鉸鏈在車門側連接螺栓選用臺階自定位螺栓(如圖3),鉸鏈主定位孔為圓孔定位YZ向,次定位孔為長圓孔定位Y向,鉸鏈安裝面定位X向。先將前后門四個鉸鏈通過工裝裝在車身上(如圖4)A1-A4為工裝在車身上的Y向定位,B為工裝在車身上的XZ向定位,C為工裝在車身上Z向定位,再將車門通過鉸鏈自定位裝配在車身上。優點是僅用兩套工裝,工序簡單,工裝投資成本低,定位重復性高;缺點是尺寸鏈較長,若DTS要求高則返修調整量大。
3.2 鉸鏈與車門工裝裝配方案(車身側內置式工裝)
車門鉸鏈通過車身側定位面Y,主定位孔X1Z1, 次定位孔Z2作為鉸鏈在工裝夾具上的定位(如圖5)。車門在鉸鏈裝配工裝上定位為外板定位面Y1-Y4,主定位孔Z4X6, 次定位孔Z5(如圖6),采用外板定位可以吸收車門內外板壓合誤差,直接保證車門外板面與鉸鏈面的相對關系。 鉸鏈通過鉸鏈工裝裝在車門上,車門帶鉸鏈總成通過內置式工裝(如圖7)裝配在車身上。優點是定位精度高,密封間隙易保證,工裝不占用太多空間;缺點是需要鉸鏈分裝臺,成本和操作難度略高。
3.3 鉸鏈與車門工裝裝配方案(車身側外置式工裝)
該方案鉸鏈裝配在車門上與3.2內置式方案一致,區別在于車門帶鉸鏈總成通過外置式工裝(如圖8)裝在車身上,門總成以車門外板面定位Y向,X向Z向靠門壓合邊定位。優點是尺寸鏈短,定位重復精度高,外觀DTS更容易保證;缺點是需要鉸鏈分裝臺,工裝較多工序復雜,工裝投資高。
結語:
對車身尺寸精度進行有效控制是一個復雜的長周期的持續性的工作,合理控制方法是車身精度穩步保持及提升的必要因素,尺寸控制方法也會隨著制造技術測量技術以及數據管理等技術的進步隨之改變。
參考文獻:
[1]曾賀,胡,金隼.轎車車身功能尺寸系統優化設計及應用研究[J].汽車與配件,2010(372):16-18.
(寧波吉利汽車研究開發有限公司,浙江 寧波 315300)
