噴氣織機異形筘結構參數對引緯氣流場的影響
2020-06-05 02:02:58楊國仲沈丹峰常革聯王春妍
西安工程大學學報 2020年2期
楊國仲,沈丹峰,常革聯,王春妍
(1.西安工程大學 機電工程學院,陜西 西安 710048;2.經緯津田駒紡織機械(咸陽)有限公司,陜西 咸陽 712000)
0 引 言
在噴氣織機異形筘引緯方式中,緯紗通過主噴嘴的加速輸送到異形筘槽,再由若干組輔助噴嘴以接力的方式完成引緯[1]。目前,關于噴氣織機組合流場性質的研究主要有理論分析、實驗測試和數值模擬等3種方法。在流體力學理論分析中,根據時間和緯紗位置建立相關數學模型進行引緯計算,分析結果能夠得出最小供氣壓力以減少耗氣量[2];依據射流合成原理,并結合紗線穩定性條件,可得到輔助噴嘴最佳安裝距離函數[3]。在實驗測試中,通過輔助噴嘴結合異形筘的引緯方式,利用畢托管測試輔噴嘴間距、噴向角以及供氣壓力等因素對異形筘槽內氣流速度的影響[4],以及不同輔噴嘴間距對異形筘槽內緯紗的飛行狀況的影響[5]。流體動力學軟件出現之后,數值模擬方法也漸漸被采用:利用Fluent分析輔助噴嘴噴孔的不同斜吹角對引緯氣流速度的影響[6];或采用有限元法探究異形筘不同上下唇角度對引緯氣流速度的影響等[7]。
異形筘作為噴氣織機中的重要專件,國家已出臺對應標準。然而,對于異形筘的唇寬最優化尺寸研究較少,氣流引緯從管道片發展到異形筘結構[8],對于異形筘唇高與唇寬設計都是從織造工藝考慮,而基于最佳的氣流耗散的異形筘槽的設計鮮有報導。本文以異形筘的不同上下唇寬尺寸以及導紗管的安裝位置為研究對象,通過Fluent對組合流場進行數值模擬,找出較優的唇寬,以期為噴氣織機引緯工藝的改善提供參考。
1 流場數值模擬及驗證
1.1 組合流場模型
利用SolidWorks三維軟件建立主噴嘴和異形筘的組合流場。一塊鋼筘是由數千片筘片平行等間距排列組成,筘片間隙由筘號決定[9]。真實模型幾何結構復雜,進行數值仿真計算量過大。故參照文獻[10]將異形筘做平面化處理,忽略其筘齒間隙,建立如圖1所示的主噴嘴與異形筘的組合流場。

圖 1 主噴嘴和異形筘組合流場
1.2 組合流場數值模擬
將建立的組合流場導入流體動力學軟件Fluent中,具體設置如下:
1) 網格劃分: 通過 mesh 處理得到網格模型, 由于模型包括許多曲面, Relevancecenter設置為fine[11]。
2) 求解器與計算模型:氣流為高速、可壓、黏性流動,選用可壓隱式耦合控制算法[12],湍流模型選擇RNG方程[13]。
3) 條件設置:選取理想氣體作為流體材料,初始條件設置:壓力入口0.2、0.3、0.4 MPa,壓力出口為1個標準大氣壓,溫度設置為297 K[6]。
1.3 實驗驗證
實驗通過北京儀表廠生產的YCL型畢托管測出相應壓差,使用HM20通用型壓力變送器傳輸到NI數據采集卡中,讀取數據。由伯努利方程[14]可計算出氣流速度,見式(1)。
(1)
式中:V為氣流速度;p為流體壓差;ρ為流體密度;k為畢托管修正系數[15]。
1.4 模擬與實驗結果比較
對供氣壓力分別為0.2、0.3、0.4 MPa的組合流場進行數值模擬與實驗測試,得到射流中心線速度分布曲線,如圖2所示。
根據圖2可知:在0.2 MPa供氣壓力下,氣流進入異形筘初始位置最大速度值為229 m/s,實驗測試值為220 m/s;在0.3 MPa供氣壓力下,緯紗進入異形筘初始位置最大速度值為321 m/s,實驗測試值為315 m/s;在0.4 MPa供氣壓力下,氣流進入異形筘初始位置最大速度值為389 m/s,實驗測試值為385 m/s。

(a) 0.2 MPa

(b) 0.3 MPa
畢托管在一定程度上影響流場的流動特性,特別在靠近出口處,且異形筘筘槽通道較小,因而導致出口速度實驗測試值小于數值模擬值[16]。在不同供氣壓力下,二者速度曲線雖然存在一定差距,但速度總體衰減趨勢仍能夠較好地吻合。因此,利用Fluent軟件對輔助噴嘴組合流場進行數值模擬是可行的。
2 異形筘組合流場影響因素實驗
在通過Fluent軟件進行主噴嘴與異形筘組合流場模擬的基礎上,進一步研究了異形筘唇寬以及導紗管的安裝位置對組合流場氣流速度的影響。
2.1 異形筘唇寬
異形筘片結構如圖3所示,上唇寬度Lu,下唇寬度Ld。不同唇寬會對組合流場的氣流速度產生影響。由于噴氣織機鋼筘打緯過程中,異形筘上唇前端在織機前止點處不可與布面過分碰撞接觸,否則會造成布面破洞或斷經等疵點,所以上唇尺寸一般不可過長[17]。

圖 3 異形筘上下唇
為了獲取不同的唇寬尺寸對氣流場的影響,本文設計了7種不同尺寸的上下唇組合,如表1所示。

表 1 異形筘上下唇尺寸設計方案
2.2 導紗管的安裝位置
緯紗通過主噴嘴提供氣壓從導紗管傳輸到異形筘槽內,導紗管的安裝位置對引緯氣流有著重要影響,合適的安裝位置能夠較好地保證噴氣織機引緯的質量。本文設計5種不同的導紗管安裝位置,即中心位置、 機前偏移1 mm、機前偏移2 mm、機后偏移1 mm、機后偏移2 mm,用于探究導紗管的安裝位置對組合流場的影響,如圖4所示。

圖 4 導紗管安裝位置方案
3 結果與討論
3.1 異形筘上下唇尺寸對流場影響結果分析
異形筘7種方案的筘槽中心線速度分布模擬結果如圖5所示。

(a) 0.2 MPa

(b) 0.3 MPa

(c) 0.4 MPa
圖5(a)中:當供氣壓力為0.2 MPa時,在氣流進入異形筘槽時,上唇13 mm、下唇11 mm異形筘內的初始速度最大;在20 mm以內,7種方案的速度下降趨勢基本一致,速度相差不多;在20~50 mm內,上唇13 mm、下唇11 mm和上唇9 mm、下唇7 mm的異形筘與另外5種方案相比,氣流速度下降變緩;在50 mm后,上唇9 mm、下唇7 mm的異形筘內氣流速度下降趨勢突然增快,上唇13 mm、下唇11 mm異形筘內氣流速度最大。
圖5(b)中:當供氣壓力為0.3 MPa時,在氣流進入異形筘槽時,上唇13 mm、下唇13 mm的異形筘槽內速度最大;在5 mm以內,7種方案的下降趨勢大體一致;在5~20 mm處,7種方案速度下降趨勢變緩;在20 mm之后,上唇13 mm、下唇11 mm的異形筘速度一直最大,方案6、7次之,方案1、2、3速度最慢。
圖5(c)中:當供氣壓力為0.4 MPa時,在0~3 mm處,7種方案速度下降最快;在5 mm之后,速度下降趨勢變緩,其中上唇13 mm、下唇11 mm的異形筘下降趨勢最緩,速度最大,方案1、2、3次之,方案6、7速度最小。
以上結果顯示,由于射流的附壁效應,筘槽開口一側的高壓會向內壁低壓的一側偏移,氣流的速度中心線也會向著內壁偏移,最終穩定的貼于內壁表面,不同唇寬的異形筘對氣流速度會有影響。在不同供氣壓力下,氣流在進入上唇13 mm、下唇11 mm的異形筘時速度表現最好。
3.2 導紗管安裝位置對組合流場的影響
導紗管5種不同安裝位置時,氣流速度分析結果如圖6所示。

(a) 0.2 MPa
(b) 0.3 MPa

(c) 0.4 MPa
圖 6(a) 中,當供氣壓力為 0.2 MPa 時, 中心安裝位置速度表現一直最優。在 0~15 mm 處,機前偏移的2種方案速度優于機后偏移的2種方案。此時,機前偏移 2 mm 的速度稍高,機后偏移 1 mm 的速度稍低。在 20 mm 之后,機后偏移的2種方案速度下降趨勢變緩,速度逐漸高于機前偏移的2種方案。
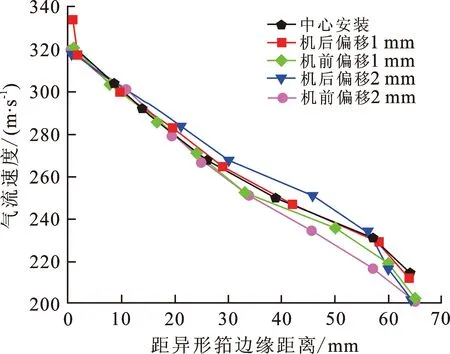
圖6(b)中,當供氣壓力為0.3 MPa時,在氣流進入異形筘槽時,機后偏移1 mm的速度最高,機前偏移2 mm的速度最低;在10~55 mm處,機后偏移2 mm的速度一直保持最大,機后1 mm和中心安裝次之,機前2 mm的方案速度最小;在60 mm之后,機后偏移1 mm的速度下降趨勢變快。
圖6(c)中,當供氣壓力為0.4 MPa時,機后偏移1 mm和中心安裝的初始速度最大;在0~30 mm處,5種方案的速度下降趨勢相同;在30 mm~60 mm,中心安裝的速度最大,機后偏移1 mm的速度次之;在60 mm之后,中心安裝和機后偏移1 mm速度下降變快。
以上結果顯示,在不同的供氣壓力下,導紗管的不同安裝位置對氣流在異形筘中的速度有一定影響。當供氣壓力為0.2 MPa和0.4 MPa時,中心安裝的速度表現相對最優,在供氣壓力為0.3 MPa時,機后偏移1 mm的速度表現最好。原因是由射流附壁效應引起的。主噴嘴噴射出的氣流進入異形筘后受到筘槽的約束,氣流的運動狀態比主噴嘴自由射流的運動狀態更為復雜,在異形筘中氣流擴散變緩,速度中心向筘槽內壁偏移,最終穩定貼于內壁表面,于是導致了主噴嘴導紗管不同的安裝位置對氣流速度的影響。
4 結 論
1) 主噴嘴與異形筘的組合流場實際測試速度略低于模擬值,但趨勢相同。
2) 在不同的供氣壓力下,上唇13 mm、下唇11 mm的異形筘速度表現最優。
3) 在供氣壓力為0.2 MPa時,中心安裝的導紗管的流場速度最優;在供氣壓力為0.3 MPa時,機后偏移2 mm安裝導紗管的組合流場氣流速度相對最優;在供氣壓力為0.4 MPa時,中心安裝導紗管的組合流場速度相對最優。
