電阻爐溫度均勻性測試及異常處理研究
2020-06-06 01:56:51杜挺馬凡蛟巨彪楊亞斐
裝備維修技術 2020年35期
杜挺 馬凡蛟 巨彪 楊亞斐
摘 要:分析了爐溫均勻性測試的目的、測試條件、測量系統及測試方法,對爐溫均勻性的測試結果及過程異常處理進行了分析研究。
關鍵詞:爐溫均勻性測試;測試方法;異常處理;糾正措施
1 爐溫均勻性測試的目的
熱處理爐是熱處理生產過程中所使用的主要設備,而爐溫均勻性是指爐子有效加熱區在一定時間內不同位置的溫度相對于工藝設定溫度的偏離程度,也稱溫度偏差, 其測試結果是判別熱處理爐是否滿足既定生產工藝要求的重要指標的重要指標。
2 爐溫度均勻性測試條件
2.1熱處理爐的有效加熱區測試通常分為初始測試和周期測試。
2.2新添置的熱處理爐在正式投產前應進行有效加熱區初始測試,以確定合格的工作區、工作溫度范圍及爐子的類別。
2.3熱處理爐在使用過程中如果發生較大的維修、變化或調整并對已測定的有效加熱區產生改變或或對有效加熱區溫度均勻性產生影響時也應進行初始測試。
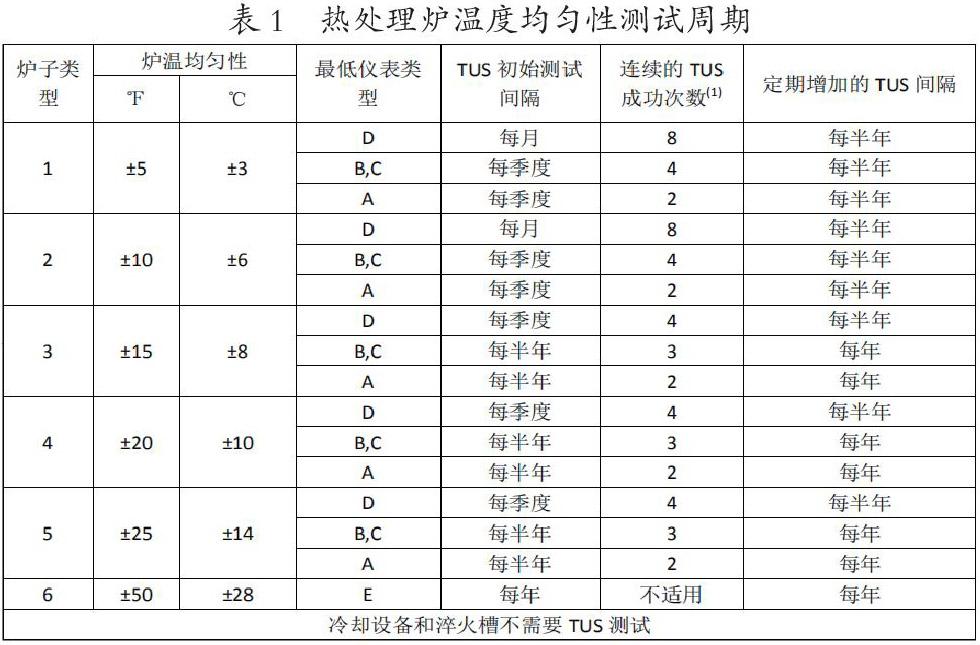
2.4周期測試是根據熱處理爐的等級(如表1所示)確定測試周期,每年至少對最高和最低溫度測試一次。
3 爐溫均勻性測試方法
3.1爐溫均勻性裝載要求
爐溫均勻性測試通常只進行空載測試,必要時也可以裝載測試,裝載測試時裝載時可采用額定裝爐量或額定裝爐量的50%,也可采用工藝常用裝爐量但不應低于額定裝爐量的50%。初始測定條件應與周期測試相同。
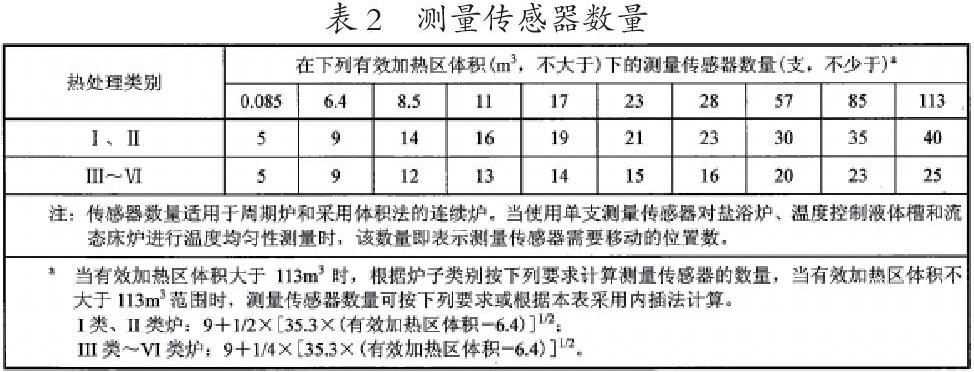
3.2爐溫均勻性測量傳感器數量
進行爐溫均勻性測試通常采用體積法確定傳感器的數量,如上表。
4 測量系統
熱處理爐有效加熱區測定用測量系統通常由溫度傳感器、補償導線、測量儀表(系統裝置)及測溫架等組成。
4.1溫度傳感器在溫度達到1000℃以上時一般采用N分度熱電偶作為測量傳感器。
4.2補償導線一般用來連接熱電偶與測試儀表,選用與傳感器材質相同或具有相同熱電勢的合金絲組成,帶有護套、屏蔽層、保護套等。
4.3測量儀表(系統裝置)選用帶有顯示及記錄功能的數字儀表,準確度等級不低于0.1級,分辨力達到0.1℃。
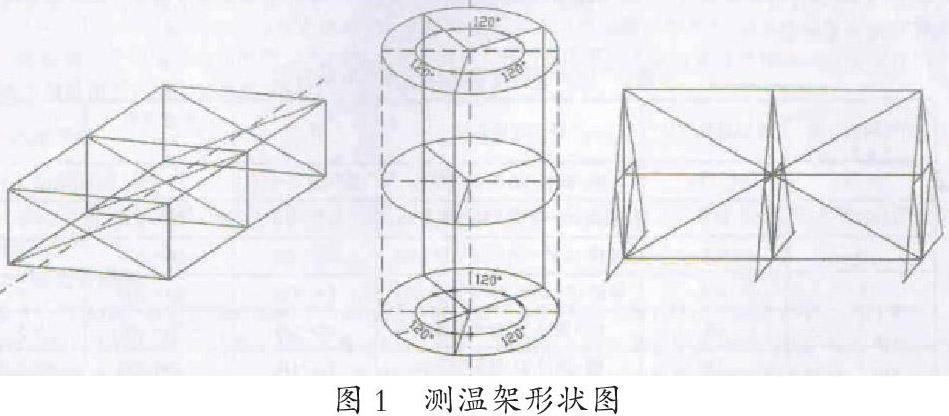
4.4測溫架根據熱處理爐的種類及檢測方法確定。測溫架的外輪廓與待測有效加熱區或有效加熱區垂直截面的形狀和尺寸相一致;測溫架典型形狀如圖1所示。
5 測量步驟
5.1測量傳感器數量及位置
如圖2測量傳感器應按要求選擇合適的數量并固定在測溫架的相應位置并保證測量傳感器的位置遵循對稱、均勻和最佳代表位置的原則。隨著有效加熱區的增大應增加測量傳感器的數量或根據需要額外增加傳感器的數量時,應遵循同樣的原則。
5.2測量傳感器固定與連接儀表
固定傳感器應根據使用的溫度選用合適的合金絲進行固定,采用料架代替測溫架時應保證測量傳感器準確的布置到規定的測量位置上。傳感器布置完成后從預留孔或爐門口引出傳感器的冷端接至儀表上,不能使用拼接的補償導線進行連接。
5.3數據采集及記錄
1)有效加熱區測試過程中任何測量、控制或記錄傳感器的溫度均不應該超過爐子對應等級及測試溫度點要求的溫度均勻性的上偏差。
2)記錄數據應從測量、控制或記錄傳感器等任意一支傳感器到達測試溫度的下偏差之前開始。
3)數據開始采集時應按2min采集一次測量傳感器的數據,6min采集一次控制傳感器的數據,并在所有溫度穩定后再連續記錄30min所有測量傳感器的數據,并保證數據在爐溫均勻性的允許偏差范圍內。
4)空載測試時應保證每一個溫度點的測試時間由第一個傳感器到達下偏差前開始記錄至采集穩定的30min數據后所用的時間不超過2h。
5.4數據處理
對每個測試溫度點,取傳感器穩定后不少于30min的數據作為測試數據,同時取控制傳感器的記錄作為監控數據;對每個測量傳感器測量數據進行修正得出每個測量溫度的實際真實溫度;取每支傳感器修正后30min真實溫度的最大值和最小值作為各傳感器的溫度偏差,同時取所有傳感器真實溫度的最大正偏差及最大負偏差作為每個測試溫度點的溫度偏差。
6 測量結果評定方法及糾正措施分析
將經過處理的數據得到的最大正偏差及最大負偏差與爐子等級所規定的偏差相比較,如果滿足要求則爐子合格。不滿足則需要查找原因并重新測試,同時需要評定不和原因對之前加熱造成的影響。
對于使用要求較高的關鍵過程電爐,如圖3可對以往結果進行統計,根據電爐的調整情況及狀態變化制定合適的維護計劃,在狀態變化較為劇烈的情況下可以考慮電爐的實際情況縮小電爐的檢測周期以保證電爐的過程使用狀態。
因測試使用的熱電偶多為廉金屬,在高溫下多次使用壽命及每個周期的校準偏差變化較為劇烈,在多次使用下得到的測試結果較真是數值會產生一定的偏差,造成測量結果的誤判,對此可采用統計的方法對所有合格供方的傳感器進行偏差值得穩定性分析,據此制定相應的評價標準,給出每周期間的使用次數以保證檢測結果的準確性并據此采購物美價廉的測量傳感器。
7 測量過程異常處理及問題分析
對于測試過程中出現測量傳感器溫度超向某一方向偏移時,可以根據情況調整測量傳感器的高度位置或儀表的修正補償改變溫度偏移。若一個或多個測量溫度出現劇烈波動可以驗證傳感器是否失效,若無則需檢查爐內干擾情況,如產生磁場,或傳感器帶電等。若出現無溫度等情況,可查詢熱電偶是否失效及熱電偶至儀表處所有連接情況,可與正常線路互換對比。若遇底部溫度較低時應檢查電爐爐門密封情況,提升底部傳感器溫度,若溫度升溫過慢,則應檢查加熱功率及爐底覆蓋的爐底板等是否吸熱能力過大影響了爐底溫度的響應速率。隨著對測量設備的不斷研究,測量結果將會準確可靠,評價標準亦會越來越完善。
參考文獻:
[1]HB5425-2012 航空制件熱處理爐有效加熱區測定方法
[2]AMS 2750E 高溫測定法
[3]GJB509B-2008熱處理工藝質量控制
(西部超導材料科技股份有限公司,陜西 西安 710021)
