基于SIMA 法的鋁合金復雜構件觸變鍛造成形技術
2020-06-08 12:04:32杜之明靳鈺韓飛陳剛王衛衛
精密成形工程 2020年3期
關鍵詞:力學性能
杜之明,靳鈺,韓飛,陳剛,王衛衛
(1.哈爾濱工業大學 材料科學與工程學院,哈爾濱 150001;2.哈爾濱工業大學(威海)材料科學與工程學院,山東 威海 264209)
金屬半固態成形技術(Semi-Solid Processing,SSP)憑借半固態材料優異的流動性和變形性能,具有制件精度高、設備噸位小和易實現短流程近凈成形等優點。基于節能減排的輕量化需求,鋁合金半固態成形技術在汽車、國防和航空航天等領域中應用前景廣闊[1—4]。
半固態成形包括流變成形(Rheoforming)和觸變成形(Thixoforming),由于觸變成形使用半固態坯料作為原料便于運輸,易于實現自動化,因此觸變成形在工業中應用廣泛。觸變鍛造可以成形變形抗力較大的高固相率半固態金屬材料和超硬合金,可以成形復雜形狀零件,且所需成形壓力小[5—7],但是觸變鍛造存在半固態制坯成本高,成形時易產生固液偏析,與塑性成形制件相比力學性能較弱等問題[8—9]。
制備出具有球狀晶粒組織的半固態坯料是觸變成形的關鍵,國內外學者對鋁合金半固態坯料的制備方法進行了大量研究[10—13],并基于常用的SIMA 法和RAP 法提出了新型制備方法[14—16]。若直接采用商用擠壓態變形鋁合金棒料制備觸變鍛造的半固態坯料,通過優化二次重熔工藝簡化制坯流程、提高生產效率,將具有很大的工業應用潛力[17]。
針對變形鋁合金半固態坯料制備工序復雜、成本高,以及觸變鍛造制件存在的組織性能缺陷等難題,哈爾濱工業大學杜之明教授團隊基于SIMA 制坯方法,重點在二次重熔工藝調控、半固態坯料短流程制備以及成形過程控制等方面開展研究,并取得了重要進展。文中將重點綜述上述研究進展,并指出鋁合金觸變鍛造成形技術中仍需研究的問題和發展方向。
1 鋁合金端蓋復合加載觸變鍛造
變形鋁合金的固液溫度區間大,成形中熱裂紋傾向較大[18—19],而且在觸變成形過程中容易發生固液分離,導致制件組織和力學性能不均勻。哈爾濱工業大學陳剛等[20—21]采用半固態觸變鍛造技術成形了某型號7075 鋁合金車用端蓋零件(如圖1 所示)。為了解決半固態坯料在成形過程中發生固液偏析導致成形缺陷的問題,設計了復合加載-局部補縮結構的觸變鍛造模具,如圖2 所示,在復合加載條件下,上模由內沖頭6、外沖頭4 組合構成,通過拉桿螺栓5 調整碟形彈簧3 的預緊量,在內外沖頭之間設置一定的補縮量,通過調節碟形彈簧3 的彈性變形量來控制對制件法蘭部分的補縮量,以實現復合加載[21]。
采用7075 鋁合金工業擠壓棒料通過分級熱處理優化二次重熔工藝制備半固態坯料:在650 ℃過高溫下保溫10 min,之后在620 ℃重熔溫度下保溫10 min。圖3 為7075 鋁合金在半固態重熔前后的金相照片,如圖3 所示,重熔后形成了固液相混合的半固態組織,晶粒均勻細小,具有觸變流動性,適用于觸變鍛造。
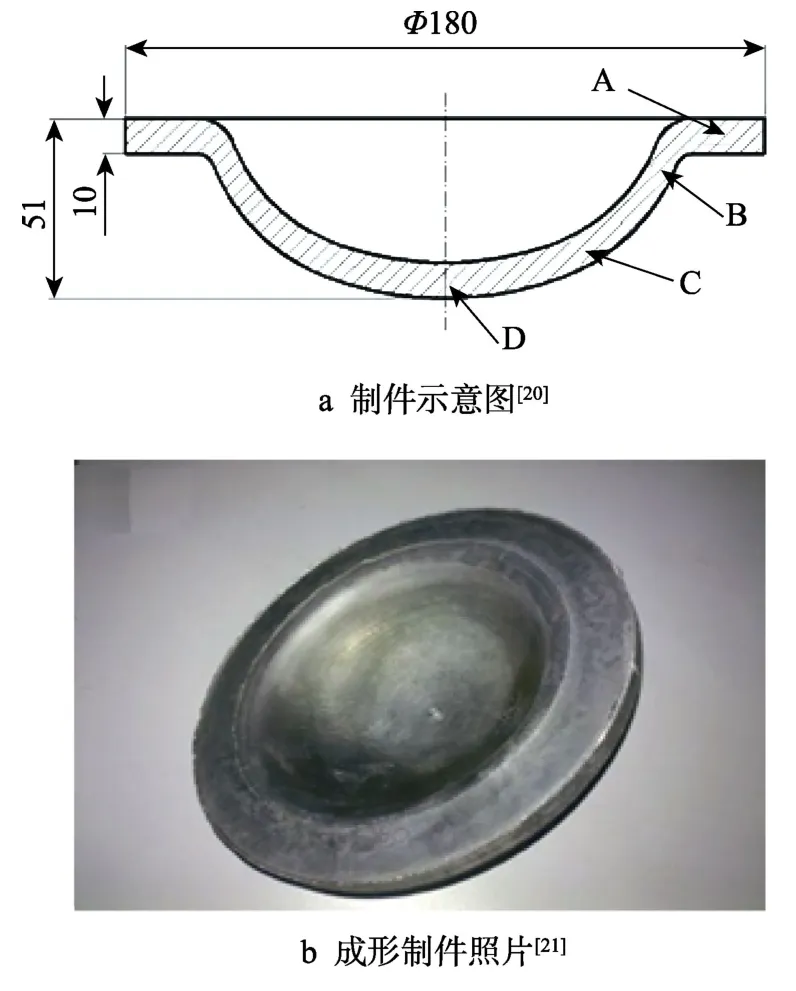
圖1 觸變鍛造端蓋制件Fig.1 Thixofomed end cap

圖2 半固態觸變鍛造模具示意圖[20]Fig.2 Schematic diagram of semi-solid thixoformed dies
通過觸變鍛造試驗研究了復合加載補縮量對成形制件不同位置的微觀組織和力學性能的影響。圖4為在不同補縮量(0,3,5 mm)下制件不同部位的微觀組織照片,隨著補縮量的提高,制件法蘭部位(位置A)的液相組織顯著減少,微觀縮孔消失,部分晶粒發生變形;制件中部(位置D)的固相晶粒塑性變形程度較大,隨著補縮量增加,出現部分細小再結晶晶粒,晶界處液相組織逐漸增多。圖5 為制件法蘭和中部的力學性能隨補縮量的變化曲線(拉伸試樣經過T6 熱處理)。由圖5 看到,隨著補縮量由0 增加到5 mm,法蘭區域的抗拉強度基本不變(約為510 MPa),屈服強度從486 MPa 減小至470 MPa,伸長率由1.94%增加到4.31%(增加了122%),這是因為法蘭部位固液偏析改善顯著,液相組織減少使得強化沉淀相和難溶粒子數量減少,同時微觀縮孔等缺陷減少,最終屈服強度和抗拉強度變化較小,但是伸長率得到大幅提高。補縮過程中液相難以流向幾乎凝固的中心部位,因此復合加載對制件中部力學性能的影響有限[21]。

圖4 不同補縮量下7075 鋁合金觸變鍛件的微觀組織[20]Fig.4 Microstructures of thixoformed parts prepared with different feeding amounts
分析了復合加載-局部補縮下半固態坯料的組織流動過程,如圖6 所示,半固態坯料首先在內沖頭和彈簧彈力的作用下觸變變形(見圖6b),隨著液相逐漸從中部流向法蘭部位,中部坯料的變形抗力逐漸增大使彈簧壓縮,當彈簧壓縮到一定程度,法蘭部位尺寸大于設計尺寸,實現預沖型(圖6c 中紅色圓圈);之后外沖頭加載,并對法蘭部位未凝固的鋁合金施加補縮力,使多余的液相組織回流,并且使固相晶粒發生一定的塑性變形,將補縮力傳遞到制件的其余位置;最后外沖頭與內沖頭接觸共同下行,將液壓機全部壓力加載在坯料上。由于半固態坯料的特性和該鍛件的形狀結構特點,雖然當補縮量較大(5 mm)時鍛件的法蘭和中心區域的微觀組織和力學性能仍存在較明顯差異,但是鍛件各部位的微觀組織和力學性能的均勻化程度已得到大幅提高,因此復合加載-局部補縮技術是一種有效改善固液偏析和觸變成形缺陷的手段。
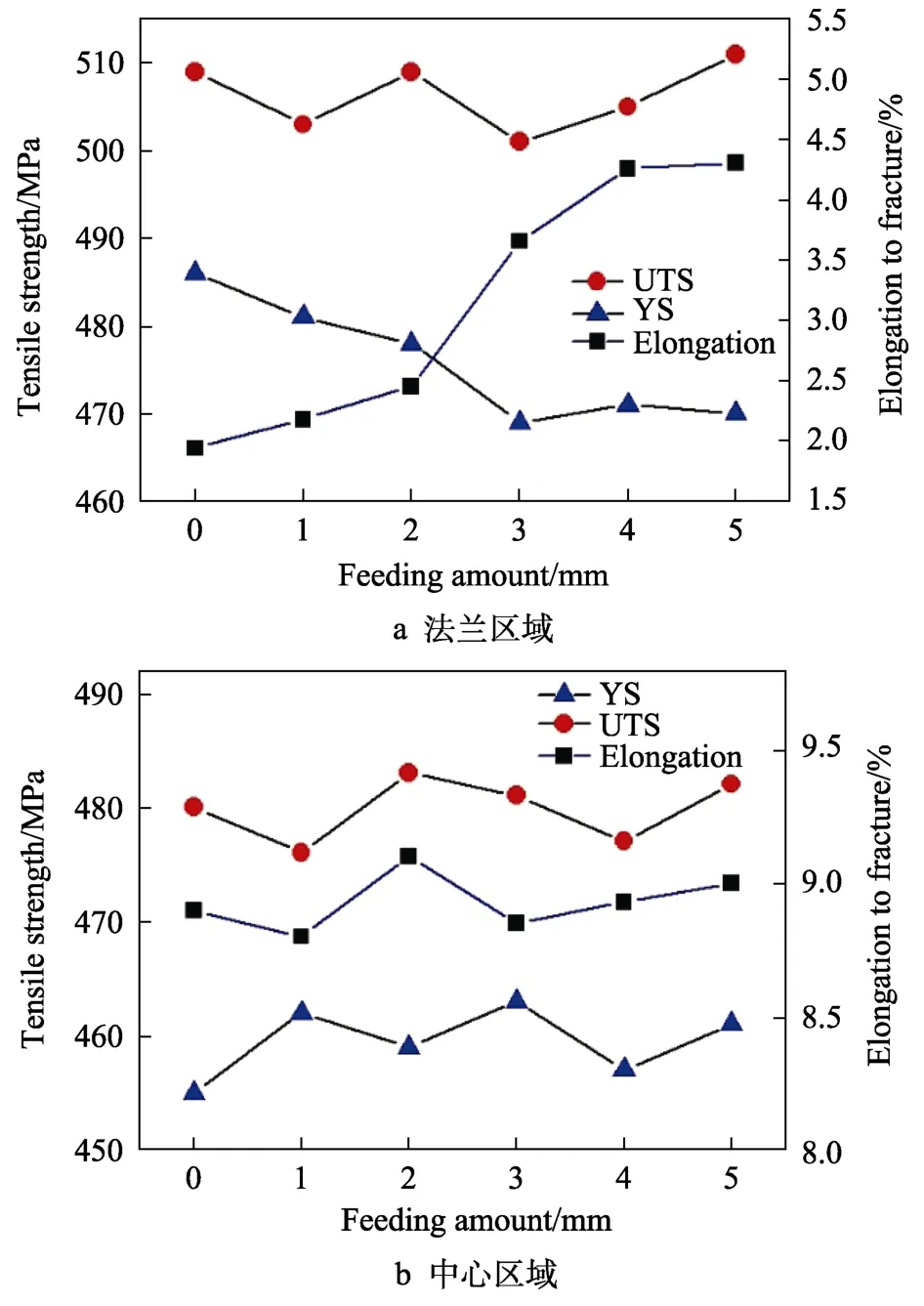
圖5 觸變鍛件的力學性能隨補縮量的變化曲線[20]Fig.5 Variation curve of mechanical properties of thixoformed parts with compensation

圖6 復合加載過程組織流動示意圖[20]Fig.6 Schematic diagram of materials flow in compound loading
2 鋁合金工業擠壓棒料分級熱處理觸變鍛造
二次重熔處理階段,7 系鋁合金基體內部彌散分布著的第二相顆粒容易阻礙再結晶的發生,非再結晶晶粒則會減弱坯料的觸變流動性,從而降低制件的力學性能。為了優化傳統的半固態重熔工藝,哈爾濱工業大學陳剛等[21—22]選用商用7075 鋁合金擠壓棒料(出廠前已經過T6 熱處理)作為半固態重熔原料,提出了一種新型的分級熱處理制度,其工藝路線如圖7 所示,其中傳統重熔工藝將鋁合金加熱至620 ℃并保溫10~40 min;分級熱處理制度將鋁合金分別在過高溫650 ℃和665 ℃(高于液相線溫度)下保溫較短時間后,降至620 ℃并保溫一定時間。
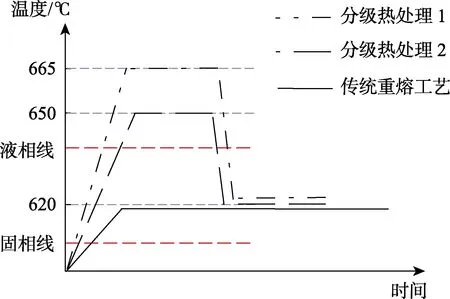
圖7 半固態重熔工藝路線示意圖Fig.7 Schematic diagram of semi-solid reheating process route
通過對比傳統重熔工藝和不同分級熱處理制度下鋁合金半固態坯料的微觀組織,分析了半固態組織演化機理和固相晶粒長大機制,得出了最佳的重熔工藝方案。圖8 為擠壓態7075 鋁合金分別在過高溫650 ℃和665 ℃下保溫4 min 后,于620 ℃下保溫不同時間的微觀組織,可以看到在620 ℃下保溫11 min后,7075 鋁合金發生了完全再結晶,微觀組織由細小的球狀晶粒組成,經統計平均晶粒尺寸約為50 μm,且形狀因子達到0.75 以上。對于分級熱處理,過高溫加熱使合金內部沉淀相在晶界處快速形成液相,難溶的彌散粒子被液相潤濕溶解,促進合金再結晶;同時加快了坯料升溫速率,提高了再結晶形核率;固相晶粒之間被液相分割,減少了晶粒間合并長大趨勢,利于得到細小的球晶組織[21]。
分別采用常規重熔處理和分級熱處理制備7075鋁合金半固態坯料,通過觸變成形制造某型號輪形零件,制件的實物照片如圖9 所示,制件的力學性能如表1 所示(制件經過T6 熱處理),其中重熔工藝1表示常規重熔方法(620 ℃下保溫40 min);重熔工藝2 表示分級熱處理(650 ℃下保溫4 min 后,在620 ℃下保溫6 min)。由表1 可知,由于分級熱處理重熔工藝制備的半固態坯料具有良好的半固態微觀組織,因此其觸變成形的制件力學性能更佳。

圖8 7075 鋁合金在過高溫下保溫4 min 后在620 ℃下保溫不同時間的微觀組織[22]Fig.8 Microstructures of 7075 aluminum alloy kept hyperthermally for 4 min followed by thermal insulation at 620 ℃ for different time

圖9 觸變成形輪形制件照片[22]Fig.9 Thixoformed wheel-shaped components

表1 7075鋁合金觸變成形制件力學性能[22]Tab.1 Mechanical properties of thixoformed 7075 aluminum alloy
3 鋁合金尾翼梯度感應加熱復合成形
在常規環境(電阻爐)中加熱重熔制備半固態坯料,升溫速率緩慢導致加熱時間過長,易造成半固態坯料變形、表皮氧化、組織不均勻等問題;電磁感應加熱能夠快速制備組織均勻細小的半固態坯料,但是集膚效應會引起坯料內外溫度場不均勻,使組織均勻性降低。采用半固態觸變鍛造可以成形局部形狀復雜的高強鋁合金構件,實現近凈成形,但是與塑性加工相比難以完全滿足力學性能要求。
為解決上述問題,哈爾濱工業大學韓飛等[23—24]針對某型號7075 鋁合金尾翼零件提出了半固態觸變-塑變復合成形技術,根據成形件的形狀尺寸特點,采用梯度感應加熱方式將坯料的不同區域加熱到不同的溫度和組織狀態,使成形復雜形狀區域的局部坯料演變為半固態球晶組織,使成形相對簡單形狀區域的局部坯料處于熱/溫成形溫度,隨后進行復合成形,其技術路線如圖10 所示。設計的半固態觸變-塑變復合成形模具如圖11 所示,坯料固定在凸模上端,并使坯料上部處于感應線圈內,通過感應加熱獲得半固態組織,之后由液壓機頂出缸將坯料頂入凹模內部進行復合成形。
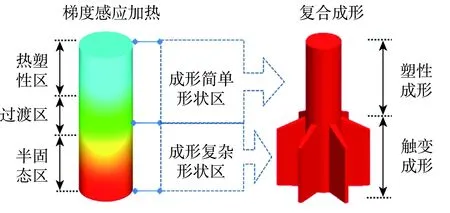
圖10 半固態觸變-塑變復合成形技術示意圖[24]Fig.10 Schematic diagram of semi-solid composite thixoforming technology
為了減小感應加熱集膚效應的影響,均勻坯料內部組織,對7075 鋁合金工業擠壓棒料采用三段式梯度感應加熱方式進行加熱。通過數值模擬和工藝試驗,設計使用螺距為20 mm 的3 匝等螺距感應線圈,調整坯料與線圈的相對位置獲得感應加熱中坯料內部溫度分布曲線,如圖12 所示,其中位置1 到位置3 處的坯料溫度為半固態溫度區間,通過控制保溫時間能夠得到理想的半固態組織。

圖11 半固態觸變-塑變復合成形模具總裝示意圖[23]Fig.11 Schematic diagram of semi-solid composite thixoforming die

圖12 感應加熱坯料溫度分布示意圖Fig.12 Schematic diagram for the temperature distribution of induction heating blank
通過工藝試驗和微觀組織觀察分析了加熱速度、加熱溫度和保溫時間等工藝參數對半固態組織的影響規律,確定了最佳的感應重熔工藝:控制平均加熱速度為4 ℃/s,坯料上端加熱至620 ℃,并保溫5 min后進行半固態觸變-塑變復合成形。成形制件的實物照片如圖13 所示。對成形制件桿部及葉片部分的微觀組織進行觀察,發現從桿部到葉片的組織逐漸由擠壓態組織向半固態球晶組織轉變,變形方式由固態塑性變形向半固態部分固相晶粒的塑性變形轉變。葉片中部由于液相較少導致晶粒發生塑性變形,葉片四周均為細小的球晶組織以及均勻分布的液相,葉片邊角存在部分液相偏析現象[23]。

圖13 半固態觸變-塑變復合成形7075 鋁合金尾翼制件[24]Fig.13 7075 alloy tail wing component by semi-solid composite thixoforming
4 鋁合金大尺寸葉輪觸變鍛造
葉輪為水下推進系統的關鍵部件,工作條件惡劣,為保證工作要求,采用LC9 超硬鋁合金鍛件。傳統的制造工藝首先采用自由鍛制坯,再通過機械加工制造,如圖14 所示。傳統工藝生產效率低下、材料利用率低,且機加工切斷金屬鍛造流線影響了葉輪的力學性能[25]。
由于商用鋁合金棒料擠壓變形量大、速度較快,且棒料出模后立即冷卻,在擠壓過程中不能充分完成回復再結晶,因此擠壓棒料內部存在大量位錯和殘余變形能,基于SIMA 法原理,哈爾濱工業大學王衛衛等[25]開發了直接加熱-等溫處理技術制備半固態坯料,通過半固態觸變鍛造實現了大尺寸葉輪的精密成形。

圖14 傳統葉輪制造工藝Fig.14 Traditional impeller manufacturing process
為了研究LC9 鋁合金最佳重熔處理工藝參數,對鋁合金棒料在不同溫度和保溫時間下進行直接加熱-等溫處理,獲得微觀組織如圖15 所示。從圖15可以看到,在560 ℃下材料幾乎沒有出現非枝晶的半固態組織,在580 ℃下晶粒球化,液相率較低且沒有顯著變化;在600 ℃下液相率明顯提高且晶粒快速長大。對于直徑100 mm 以上的較大尺寸半固態坯料的制備,需要嚴格控制加熱過程以及液相率,保證坯料內部組織一致性以及防止坯料過度變形,采用梯度加熱方法設置其重熔工藝路線如圖16 所示。首先加熱至固相線溫度以下保溫,使坯料獲得均勻的初始溫度;之后升溫到560 ℃以下保溫,使坯料組織整體達到半固態轉變前的溫度;最后將其升溫至600 ℃以下保溫進行半固態轉變,在600 ℃以下坯料的液相率不隨保溫時間的延長發生顯著變化,因此坯料不發生顯著變形[25]。

圖15 鋁合金在不同加熱溫度和保溫時間下的微觀組織[25]Fig.15 Microstructure of aluminum alloy under different heating temperature and holding time

圖16 梯度加熱-等溫處理工藝路線示意圖Fig.16 Schematic diagram of gradient heating -isothermal treatment process route

圖17 鋁合金葉輪觸變成形制件Fig.17 Aluminum alloy impeller by thixoforming
圖17 為鋁合金觸變鍛造葉輪制件照片,可以看到制件充型完整,表面質量良好,采用梯度加熱-等溫處理方式制備半固態坯料,實現了大尺寸鋁合金復雜構件的近凈成形。采用T6 熱處理進一步優化制件的組織和性能,測得其力學性能指標如下:抗拉強度σb≥500 MPa,伸長率δ≥9%,硬度(HB)≥160,達到了常規模鍛件的力學性能指標[25]。
5 展望
采用半固態觸變鍛造制造復雜形狀的高性能變形鋁合金構件,代替傳統的加工制造方法,可以實現短流程近凈成形,降低成本,擴大其應用范圍,具有廣闊的應用前景。由于半固態制坯復雜、制件存在固液偏析導致力學性能弱于鍛件等問題,限制了觸變鍛造技術在工業上的大規模應用。目前,國內外學者在鋁合金材料開發與設計、鋁合金凝固過程控制、鋁合金半固態組織演變、觸變成形變形行為等方面取得了一定的研究進展,為發展鋁合金觸變成形提供了理論和實踐指導。面對工業應用的局限性,鋁合金觸變鍛造技術仍面臨著機遇和挑戰:①進一步優化半固態制坯技術,降低制坯成本,提高穩定性和效率,由實驗室向工業化生產轉變;② 充分利用計算機數值模擬,建立成熟的鋁合金觸變成形數學模型,提高成形工藝的穩定性和可靠性;③加強成形制件熱處理的理論和工藝研究,優化制件的組織與性能;④ 建立成套觸變成形技術與裝備的研究理論,進一步加強研究和工業生產的聯系。
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年3期)2019-07-10 00:54:00
中國鑄造裝備與技術(2017年3期)2017-06-21 11:33:46
中國塑料(2016年6期)2016-06-27 06:34:16
西安工程大學學報(2016年2期)2016-06-05 12:25:17
中國塑料(2015年12期)2015-10-16 00:57:14
中國塑料(2015年9期)2015-10-14 01:12:26
中國塑料(2015年4期)2015-10-14 01:09:18
焊接(2015年9期)2015-07-18 11:03:53
