AMOLED亮點不良修復方法
2020-06-10 01:37:30朱世楠
液晶與顯示 2020年3期
朱世楠,李 楠
(成都京東方光電科技有限公司,四川 成都 611730)
1 引 言
近30年來,顯示技術經歷了CRT-PDP-LCD的技術演變,目前全球顯示產業中的巨頭紛紛將資本和研發力量瞄準新一代顯示技術-有機發光二極管(Organic light-emitting diode,OLED)。與薄膜晶體管液晶顯示器(TFT-LCD)相比,OLED面板具有自發光、清晰亮麗、輕薄、響應速度快和低功耗等特點[1-2]。
柔性AMOLED顯示面板具有更廣闊的應用前景,其利用薄膜晶體管(Thin film transistor,TFT),搭配電容儲存信號控制OLED的亮度灰階表現,具有可彎曲、低能耗、更優的顯示質量、更長的壽命等優勢[3-4]。因此,AMOLED被稱為未來20年最有“錢景”的產業,根據Displaybank預測,AMOLED柔性顯示將迎來爆發期,市場規模高達數百億美金[5-6]。
AMOLED顯示面板生產工藝復雜,在制造過程中,不可避免地會出現像素電路中薄膜晶體管(TFT)漏電流等工藝異常,導致亮點的產生[7]。因為人眼對亮點的敏感度較高,對暗點的敏感度較低,較高級別的出貨允許一定規格的暗點存在,但是不允許亮點存在。亮點的發生嚴重影響產品的良率,會整體拉高生產成本。為了提升良率,在生產過程中會使用激光設備將亮點不良修復為暗點,使其轉化為良品[8]。
AMOLED面板亮點不良修復原理一般有兩種,分別為陰陽極短路和陰極隔離。陰陽極短路由裝置激光調形機構的激光設備實現,其信賴性風險高,修復成功率較低。陰極隔離由裝置振鏡掃描機構的激光設備實現,其信賴性風險低,修復成功率高。
本文介紹AMOLED面板亮點不良主要修復方法及其原理。以一款主流AMOLED面板為試驗樣品,使用裝置有激光調形機構的激光設備,通過嘗試兩種加工方法,實現陰極隔離。最終找到最優方法,提升修復良率。在不提升設備成本的基礎上改善設備工藝性能。
2 亮點不良修復原理
2.1 AMOLED面板結構
圖1是一種當前市場主流的AMOLED面板結構設計,其中,圖(a)為其單個子像素在修復前的正視圖。圖(b)為圖(a)的A-A’剖視圖。
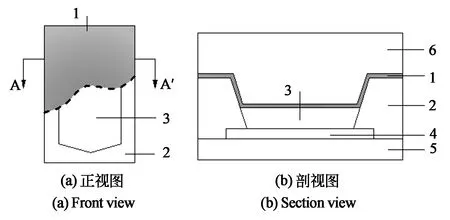
1.陰極;2.像素定義層;3.有機發光層;4.陽極;5.基板與開關電路;6.封裝層
封裝層一般使用材料為SiONx,對修復常用波長(例如532 nm)的激光吸收率低。陰極的主要成分為Ag和Mg,其膜層厚度比例一般為Ag∶Mg=8∶2,熔點分別為Ag(961.78 ℃)Mg(648 ℃)。陽極主要成分為Ag和ITO[9-10]。有機發光材料從陽極往上一般包括空穴注入層、空穴傳輸層、電子阻擋層、發光層、空穴阻擋層、電子傳輸層、電子注入層,該部分材料Tm(熔限終止溫度)在250~360 ℃之間,Td(受熱分解溫度)在300~520 ℃之間[11]。
2.2 陰陽極短路原理
陰陽極短路原理主要使用裝置激光調形機構的激光設備實現。激光調形機構是使用兩個伺服電機精確控制4片金屬薄片構造一個狹縫,移動金屬薄片可改變透過該機構的激光束形狀和大小[12]。AMOLED產品亮點修復使用激光調形機構的精度為0.1 μm,再現性偏差需小于0.1 μm。圖2為一種激光調形機構的實物圖。

圖2 激光調形機構
實現陰陽極短路原理的加工方法稱為點修復法。該方法使用激光調形機構構造一束點狀脈沖激光束,照射加工區域。加工位置溫度高于Ag熔點,即高于961.78 ℃。
在加工區域邊緣的熱影響區域,電子和空穴注入層、傳輸層、阻擋層等膜層的有機高分子導電材料互相熔融混合,各膜層功能失效,陰極與陽極導通,被修復亮點變為暗點。
在加工位置中間區域,有機發光材料受熱分解并產生高溫氣體,當加工能量增大或者脈沖個數增多,連續產生的高溫氣體在較小空間區域堆積,可能導致封裝層損傷,使水氧侵入,出現信賴性異常。
陰陽極短路的加工方式受陰極與全部有機發光材料影響,該10余層材料中任何一種材料種類和膜層厚度出現變更,都可能影響陰陽極短路的效果或者出現信賴性異常,都需重新驗證修復加工條件,進行相關的信賴性測試,此周期較長為10 d。另外,陽極與開關電路膜層短路導致的亮點不良,經過陰陽極短路修復,可能在修復后會出現亮線等其他不良現象,導致修復成功率降低。
2.3 陰極隔離原理
陰極隔離原理主要使用裝置雙軸振鏡掃描機構的激光設備實現,圖3為一種雙軸振鏡掃描機構的實物圖。
雙軸振鏡掃描機構的關鍵器件是振鏡。其利用反射鏡使光束發生偏轉,速度與精度高,是一種優良的矢量掃描器件。對于雙軸振鏡掃描機構,其掃描過程如同用筆寫字的過程,將激光束看作畫筆,然后按照設計的掃描軌跡進行移動[13]。

圖3 雙軸振鏡掃描機構
實現陰極隔離原理的加工方法是使用一束固定形狀的高頻脈沖激光,在亞像素上方陰極膜層沿設定路徑高速掃描。通過調節加工功率和掃描路徑,使加工區域的陰極及其以下部分有機發光材料熔融混合,被修復亞像素的發光層與面板整個陰極平面隔斷,陰極層中的電子無法遷移至發光層,從而被修復亮點變為暗點。此種修復方式的優點是受激光影響的有機發光材料較少,信賴性風險小,修復成功率可達到100%。
雙軸振鏡掃描機構及其控制系統設計復雜精密,成本較激光調形機構高,單個機構成本差異為CNY 60萬元。因激光調形機構成本低,目前AMOLED面板生產廠家更多選擇使用裝置激光調形機構的激光修復設備來修復亮點不良。
3 修復模型建立
本文建立的修復模型是使用裝置激光調形機構的激光設備,實現陰級隔離原理。在不提高設備成本的基礎上降低信賴性風險,提升了產品良率。
為達到上述目的,本文提出兩種修復方案,即矩形修復法和線修復法。
3.1 矩形修復法
矩形修復法是使用一束固定形狀的激光沿待修復亞像素四周矩形路徑進行照射,使像素上方陰極與面板整體陰極分割。圖4為矩形修復法修復后亞像素示意圖,包括激光切割路徑。其中,圖(a)為修復后正視圖,圖(b)為圖(a)的B-B’剖視圖。

1.陰極;2.像素定義層;3.有機發光層;4.陽極;5.基板與開關電路;6.封裝層;7.矩形加工修復路徑
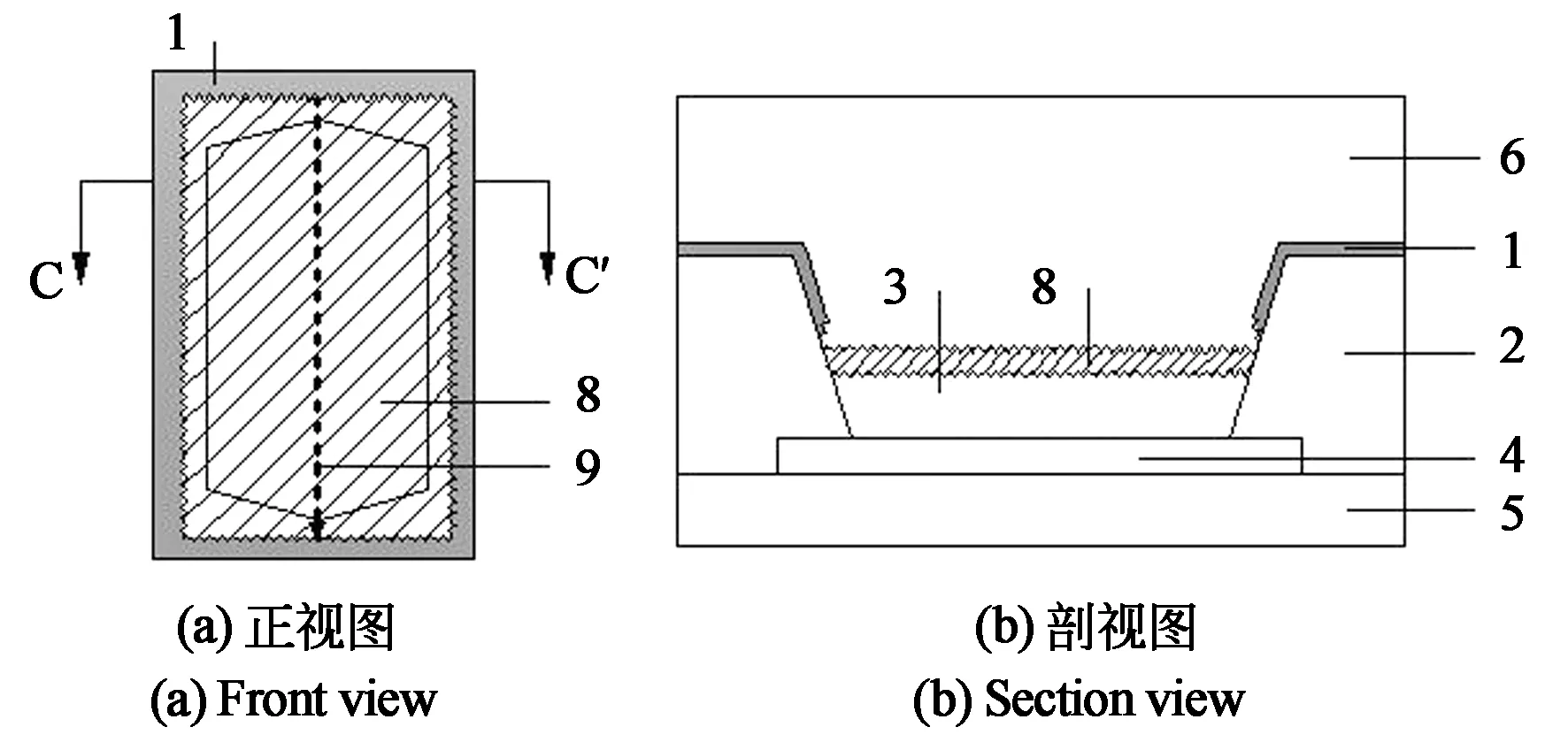
1.陰極 2.像素定義層;3.有機發光層;4.陽極;5.基板與開關電路;6.封裝層;8.修復熔融區;9.線加工路徑
3.2 線修復法
線修復法是使用一束橫向窄條激光,沿待修復亞像素從上往下線形勻速掃描,將像素上方陰極及其下方的少量有機材料熔融混合,達到陰極隔離目的。圖5為線修復法修復后亞像素示意圖,其中包括加工路徑與修復后熔融區。
4 實 驗
使用現有裝置激光調形機構的激光修復設備,分別使用兩種修復方法加工目標亞像素,從修復可行性和修復成功率、FIB測試封裝層是否損傷、信賴性測試是否異常3個方面驗證修復模型的準確性。
對于本實驗使用激光設備,其工藝參數主要包括波長、加工功率、激光束大小、脈沖頻率(1~100 Hz)、加工速度(1~400 μm/s)、加工次數。對于測試樣品,波長為532 nm的激光加工效果最佳。為在保證修復效果的同時實現高速加工,脈沖頻率固定為100 Hz。
表1為矩形修復法主要加工參數。表2為線修復法主要加工參數。其中,增大激光束大小、加工功率、加工次數,減小加工速度,修復成功率升高,修復位置損傷增大,信賴性風險提高;相反,減小激光束大小、加工功率、加工次數,增加加工速度,修復位置損傷減小,修復成功率降低,修復位置損傷減小,信賴性風險減低。

表1 矩形修復法加工參數范圍

表2 線修復法加工參數范圍
同款產品,兩種加工方法,通過調試其激光束大小、加工速度、激光加工功率、加工次數,找到最佳加工條件。
在確保成功率的前提下為縮短修復時間,應盡可能減少加工次數,增加加工速度。最終滿足可將亮點修復為暗點、修復成功率高、修復時間短。
對修復成功的亞像素,在其損傷較嚴重的位置,一般為加工路徑的起始和結束位置,進行FIB測試分析,確認封裝層是否損傷。
加工條件初步確定后,制作信賴性測試樣品,往往包括數百個修復后亞像素,投入信賴性測試。測試時間為10 d,確認該修復工藝條件是否存在信賴性風險。并根據結果制定各加工參數監控管理范圍。
在上述理論和實驗指導下,通過兩種修復方法可行性、成功率、信賴性等綜合分析比較,選擇最佳修復方法,將其應用到量產中。
5 結果與討論
可行性和成功率測試結果如表3所示,通過調試相關加工參數,兩種方式均可實現將亮點修復為暗點。其中,線修復成功率可達到100%,而矩形加工成功率較低,為33.5%。

表3 可行性和成功率測試結果
經過分析,矩形修復其成功率較低是因為在像素定義層上方的陰極非平坦,較難確定同一高度的陰極加工路徑。當激光未聚焦至加工路徑上陰極材料時,該區域激光能量密度減小導致出現陰極殘留。任何切割殘留都將導致修復失敗,而增加修復次數將成倍增加修復時間。
線修復使用一束寬激光束掃描待修復亞像素上方,可確保加工的陰極區域固定在同一高度,不易出現陰極殘留,成功率較高。對兩種方式修復后產品進行FIB測試,如圖6所示,發現在矩形修復的加工起始位置和結束位置重合處,封裝層出現較大損傷。
經分析,其原因是激光加工運動機構的加速度和減速度較小,導致在加工起始位置和結束位置的激光脈沖增多,加工區域陰極下方的有機材料損傷大,受熱分解產生高溫氣體多,并且該位置加工區域小,在較小加工區域連續產生較多高溫氣體,導致出現封裝層損傷。
線加工后像素上方陰極被熔融,因為線加工的加工功率低,對陰極下方有機材料損傷小,受熱分解產生氣體少,并且線加工方式加工區域大;在較大加工區域產生少量氣體,封裝層未受損傷。
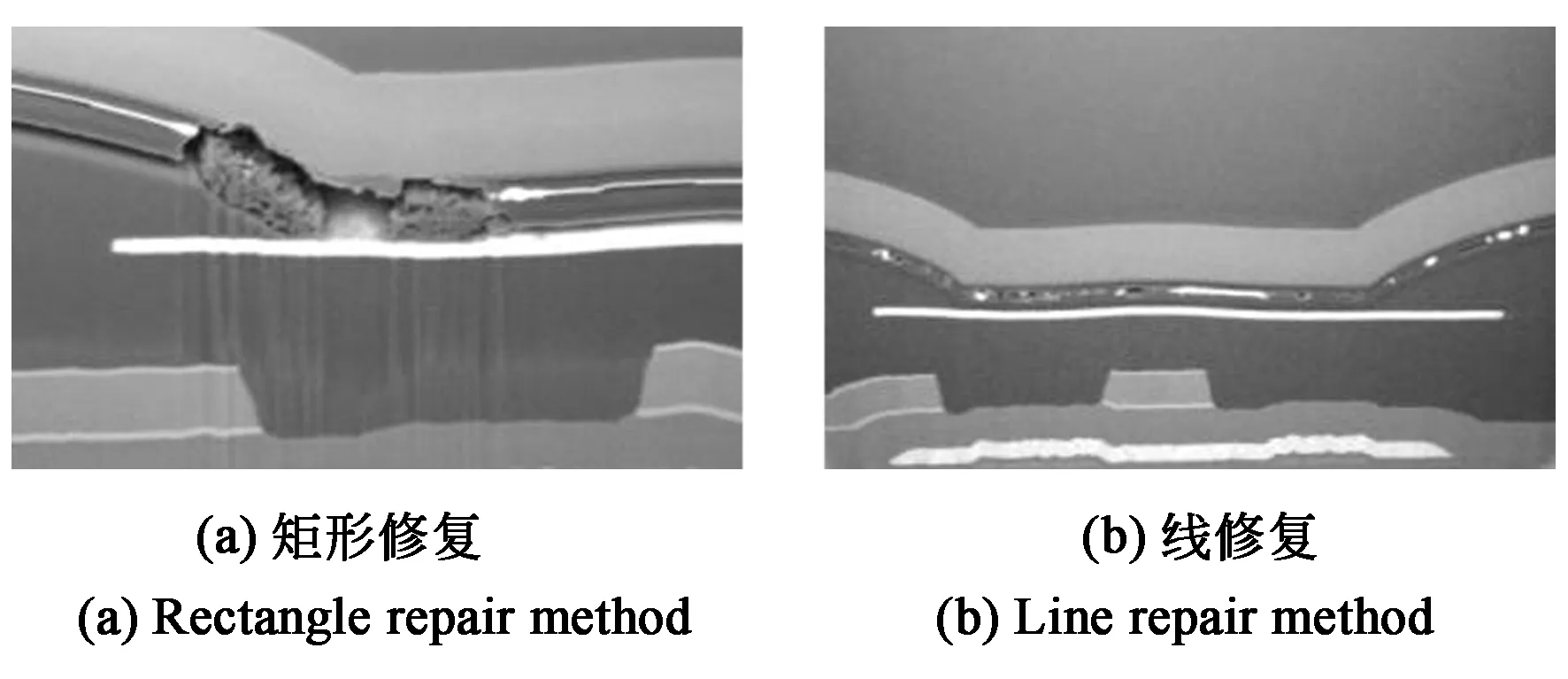
圖6 FIB測試
因為矩形修復成功率低,修復后封裝層易出現損傷,信賴性風險高,故此種修復方法不被采用。
最優線修復方法加工條件必須滿足在無信賴性風險、修復成功率高的前提下修復時間最短。
為綜合分析加工速度、激光束寬度、脈沖頻率對修復效果的影響,將各個激光脈沖之間重疊程度定義為光斑重疊率,光斑重疊率計算公式如式(1)所示。
(1)
式中:v為加工速度,D為激光束寬度,f為脈沖頻率。根據線修復原理,為保證最優加工效果,加工過程中連續的2個激光脈沖必須重疊,即光斑重疊率需≥0。
首先根據待修復亞像素形狀與大小,選定激光束長度為30 μm。又因運動機構存在加速度與減速度,當激光束寬度變大,起始位置與結束位置激光能量密度增大,下方有機材料受損嚴重。當激光束寬度減小,在較快的加工速度下,修復區域光斑重疊率降低,單位面積的激光能量密度減小,修復成功率降低。最終選定最佳激光束寬度為3 μm。
為保證最短修復時間,激光脈沖頻率設定為激光器最大值100 Hz。為保證光斑重疊率≥0,加工速度設定為300 μm·s-1。為避免運動機構運動與激光發射不同步的情況,在起始位置和結束位置分別設置了少量延時,并設定加工次數為2次。根據測試,該參數在保證成功率最優的前提下加工時間最短,與點修復方式相近,約2.7 s。根據能量大小制作信賴性測試樣品,投入信賴性測試,共測試10 d。如表4所示,確認功率范圍在10~22 μW間無信賴性異常,加工功率小于10 μW時,修復成功率降低。大于22 μW時會因能量過大影響其他正常亞像素。在后續生產過程中,需嚴密監控管理該激光能量范圍。
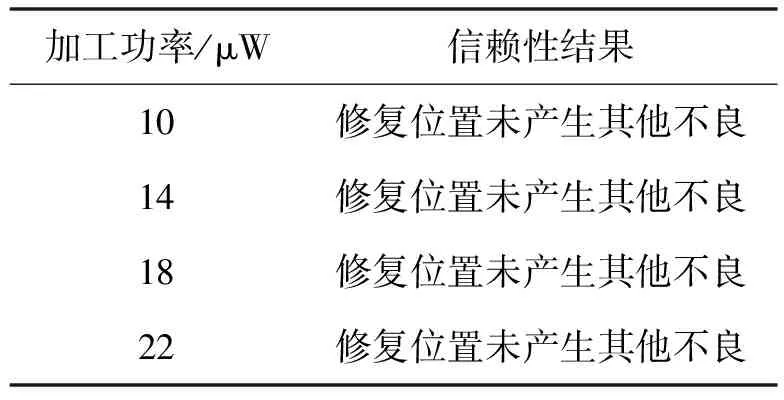
表4 線修復信賴性測試結果
將點修復法變更為線修復方法后,對其成功率進行統計,變更前和變更后各取5 000份修復樣本,其成功率改善情況如圖7所示。可以看出,使用線修復后,修復成功率顯著提升,達到100%。經分析,之前存在的修復后亮線(占比2.53%)、多次修復失敗(占比0.57%)等不良比例降低為0%。

圖7 線修復導入前后良率對比圖
6 結 論
本文使用激光調形機構類型激光設備,對于AMOLED面板亮點不良,研究矩形修復和線修復兩種實現陰極隔離的方法。結果表明,兩種方法均可以實現陰極隔離修復方式。但因矩形修復方法成功率低,信賴性風險極高,在生產過程不采用。線修復方法修復成功率高,信賴性風險低。在生產過程中,對某款產品進行應用后,修復成功率可達到100%。