煤礦井下采煤機截割驅動控制系統的應用研究
2020-06-10 13:40:40郭文喜
機械管理開發 2020年4期
郭文喜
(山西煤炭進出口集團鹿臺山煤業, 山西 晉城 048006)
引言
作為煤礦井下“三機”設備之一,采煤機在井下綜采作業中扮演著極其重要的角色,在截割煤炭時,采煤機依靠截割驅動系統控制搖臂的升降和截割滾筒的轉動,控制采煤機按照一定的截割軌跡進行截割作業,但由于煤礦井下高塵、低能見度,人工控制采煤機的運行存在著較大的偏差,經常出現采煤機截齒觸頂事故,造成截齒折斷,影響采煤機的運行安全,而且由于采用了單一的牽引調速方案,在不同的截割阻力作用下只能通過調整采煤機的進給速度來確保截割作業時截齒的安全性,導致對井下綜采效率產生了較大的影響[1]。本文提出了一種新的采煤機截割驅動控制系統,該控制系統以記憶截割和變速截割控制為核心,不僅能夠實現采煤機截割路徑規劃和控制的全自動化,而且能夠根據綜采作業時作用在截齒上的截割阻力的不同,通過對采煤機進給速度和截割轉速的調整來實現在不降低綜采作業效率情況下降低作用在截齒上的截割阻力,極大地提升了采煤機煤礦井下綜采作業的自動化程度和穩定性,具有極大的應用推廣價值。
1 采煤機截割驅動控制系統
采煤機的截割驅動控制系統整體結構如圖1 所示,該控制系統以記憶截割和聯合調速控制為核心,滿足采煤機在煤礦井下復雜地質條件下高效、穩定的截割作業需求。在實際工作過程中該截割控制系統首先采用人工截割作業方式建立截割作業參考路徑,然后投入記憶截割控制的過程中,系統開始執行自主截割控制,系統自動對截割阻抗進行判斷,根據系統內預設的控制邏輯的不同,根據截割阻抗的變化情況選擇最佳的聯合截割控制策略,通過控制采煤機截割轉速和進給速度來滿足截割控制需求。
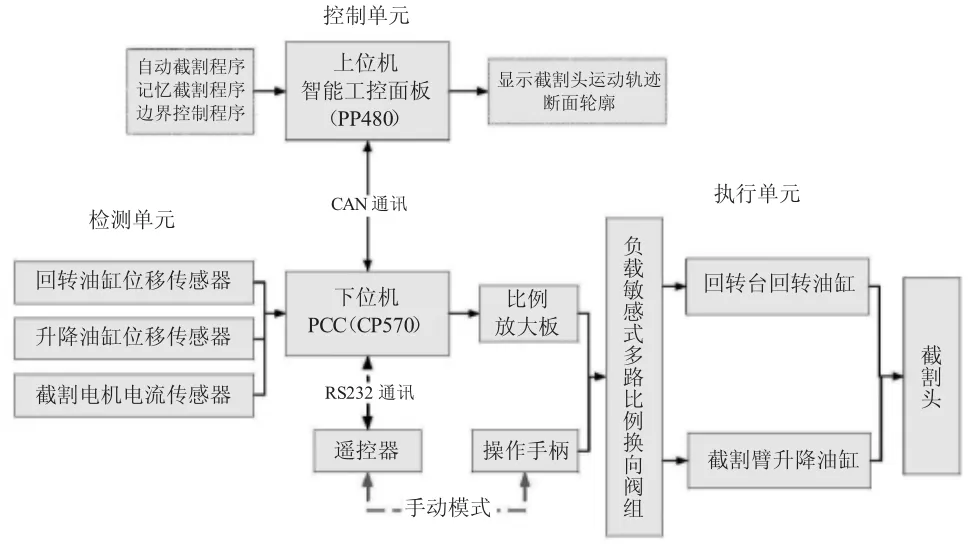
圖1 采煤機截割驅動控制系統結構示意圖
2 采煤機記憶截割控制系統
采煤機的記憶截割控制流程主要包括人工示范和記憶自動截割兩個方面[2],其控制流程如圖2所示。
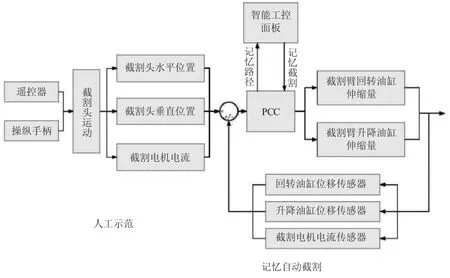
圖2 采煤機記憶截割控制流程示意圖
由圖2 可知,該采煤機的記憶截割控制系統在應用過程中,首先由人工通過遙控器或者操作手柄控制采煤機的截割機構并根據井下綜采面的實際情況進行截割作業,控制系統對采煤機在截割作業過程中各個位置處的截割結構的截割高度、進給速度、截割轉速等進行記錄,作為后續采煤機自動控制截割作業時的參考。當采煤機轉換到記憶截割控制模式后,采煤機的記憶截割控制中心根據采煤機在綜采作業時的位置與人工控制作用下的截割狀態進行對比和修正,控制采煤機截割機構的自動截割作業。該記憶截割控制的過程中如果作用在采煤機截割滾筒上的截割阻力顯著大于記憶截割階段時的阻力狀態,則系統將對此時的截割阻力與系統設定的截割阻力情況對比,通過變速截割控制實現對進給速度和截割速度的聯動調節,滿足在不同截割阻力狀態下的靈活調控需求。
3 采煤機變速截割控制策略
采煤機在煤礦井下綜采作業過程中由于煤層的地質條件不同,各個區域內的煤層的硬度和塊煤率存在差異,因此采煤機在截割作業過程中煤壁作用在截齒上的截割阻抗存在著較大的變化,傳統的保持截割轉速不變而改變采煤機牽引速度的方案會極大地降低采煤機綜采作業的效率[3]。為了提升采煤機煤礦井下綜采作業的效率,通過研究發現當作用在采煤機上的截割載荷發生變化時,通過調整截割滾筒的轉速同樣能夠降低作用在采煤機上的截割阻抗,而通過對采煤機進給速度和截割速度的聯合調整就能夠實現在對采煤機綜采作業效率和穩定性的平衡。通過對煤礦井下煤層截割阻抗的研究,截割阻抗一般分為五個等級,第一個等級的截割阻抗為180~216 N/mm,第二等級為216~252 N/mm,第三等級為252~288 N/mm,第四等級為288~324 N/mm,第五等級為324~360 N/mm[4],以采煤機綜采作業截割阻抗由271 降為240 N/mm時對截割轉速和牽引速度進行聯合調解作用下的截割能效比HW變化情況進行分析:假設初始時采煤機的截割轉速n=31.1 r/min,牽引速度vq=3.61 m/s,截割阻阻抗A=271 N/mm;調整后,采煤機的截割轉速n=34.6 r/min,牽引速度vq=4.13 m/s,截割阻阻抗A=240 N/mm,結果如圖3 所示。
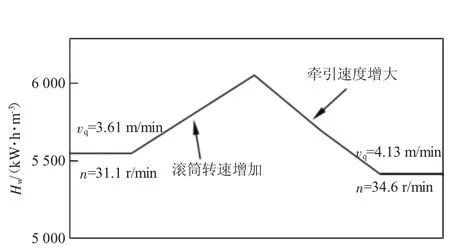
圖3 聯合調速下截割能效比變化情況
由實際聯合調速情況下采煤機的截割能效比變化情況可知,當采煤機的截割滾筒的轉速增加時,采煤機的截割能效比是逐漸增大的,而當采煤機增加牽引速度時,采煤機的截割能效比呈現了逐漸下降的趨勢,由此可知,截割能效比和采煤機截割滾筒轉速成正比和采煤機的牽引速度成反比,因此在采煤機井下綜采作業的過程中,不同截割阻抗情況下應優先采用增加截割滾筒轉速,降低牽引速度的截割策略,確保在滿足截割作業安全的情況下提升采煤機的截割能效比和截割效率。
4 結論
1)該截割控制系統采用記憶截割控制,能夠滿足在井下復雜環境條件下的自動截割需求,為實現煤礦井下無人化作業奠定了基礎;
2)該截割控制系統采用了變速截割控制策略,能夠根據不同的截割阻抗選擇最佳的調速控制策略,極大地提升了采煤機截割作業時的效率。
猜你喜歡
防爆電機(2022年1期)2022-02-16 01:14:06
能源工程(2020年6期)2021-01-26 00:55:22
山東冶金(2019年3期)2019-07-10 00:54:04
消費導刊(2018年10期)2018-08-20 02:57:02
工業設計(2016年4期)2016-05-04 04:00:23
通信電源技術(2016年1期)2016-04-16 04:57:26
現代企業(2015年8期)2015-02-28 18:55:34
現代企業(2015年6期)2015-02-28 18:51:50
河南科技(2014年18期)2014-02-27 14:14:58
河南科技(2014年8期)2014-02-27 14:07:41
