基于MATLAB鋼軌廓形法線值計算及現場應用
2020-06-19 09:09:04黃佳樂桂衛東
鐵路技術創新 2020年2期
關鍵詞:示意圖
黃佳樂,桂衛東
(中國鐵路武漢局集團有限公司武漢大型養路機械運用檢修段,湖北武漢 430012)
線路鋼軌在使用過程中,受車輪與鋼軌之間的相互作用以及現場惡劣環境的影響,鋼軌表面會出現不同程度的傷損。鋼軌打磨作為維修鋼軌、延長鋼軌使用壽命的一種重要手段,其科學性和有效性受到世界各國鐵路部門的廣泛認可,并產生了巨大的經濟效益[1]。廓形打磨作為提高鋼軌打磨質量的有效方法之一,越來越受到現場專家的青睞。準確求解實測廓形與目標廓形之間的差異,是提高現場鋼軌打磨質量的有效手段。
1 現狀分析
目前鋼軌廓形偏差檢測手段主要分為接觸式和非接觸式[2]。現有的接觸式主要有機械廓形卡尺檢測、高精度鋼軌廓形儀檢測;非接觸式主要是運用先進的激光攝像機定位檢測。在現場施工過程中發現,非接觸式檢測儀器在激光相機掃描成像時易受軌面光亮的接觸光帶反光影響。相對而言,接觸式鋼軌廓形測量儀精度高、便攜,獲得現場作業人員青睞。
陳春雷等[3]提出一種基于迭代最近點的廓形對齊方法,在系統測量與標準模塊計量的廓形數據點集之間建立匹配關系,使用均方根誤差來衡量測量值與計量真值之間的偏差,以及使用系統多次測量結果的標準差來描述測量的離散程度,從而驗證廓形測量系統的準確度。余博[4]提出一種基于測量廓形與目標廓形的側面和頂面區域面積信息的對齊方法,提高了對齊精度。王振陽[5]根據打磨機的結構,對砂輪打磨鋼軌的過程進行幾何簡化,以標準廓形為對象分析單個砂輪、多個砂輪的打磨深度、打磨面積的作用規律,在此基礎上設計完整的打磨模式設定算法,其中運用了對齊算法和擬合處理算法結果。華長權等[6]對幾種鋼軌磨損檢測方法和儀器進行對比分析,比較了各檢測設備的優缺點。
現場研究發現:在制定鋼軌打磨策略過程中,實測廓形與目標廓形之間的差異是指導現場鋼軌打磨的一個重要參數。現有方法是采用接觸式高精度鋼軌廓形測量儀附帶軟件獲取實測與目標廓形之間的差異,但現場鋼軌受車輪碾壓及軌道惡劣環境的影響,軌頭廓形曲線早已偏離標準廓形曲線。在現有設備條件下,利用廓形儀附帶軟件在處理廓形對齊、取值求差環節人為干預因素影響較大,計算效率低,不能滿足現場“快檢”需求。針對這一現狀,急需尋求一種數值編程求解方法滿足現場施工檢測需要。
2 計算方法
2.1 廓形預處理
定義目標廓形內側1∶20斜直線下端起點為坐標系原點。因現場實測廓形的位置相對坐標原點是隨機的,為了更快地搜索到實測廓形,需要對其進行預處理,預處理過程見圖1。圖1(a)通過旋轉處理,使得AB//CD;圖1(b)中F為AB的中點,G為CD的中點,通過平移使得dx=0,dy=0,F與G點重合。預處理過程主要目的是將實測廓形幾何位置置于目標廓形附近,便于后續數值計算。
2.2 平行處理
平行處理即將目標廓形鎖定不變,實測廓形旋轉Δθ角度后,實測廓形內(外)側與目標廓形內(外)側斜直線平行(見圖2)。
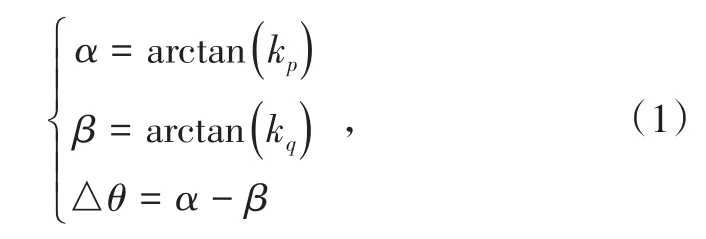
式中:kp、kq為任意點位置實測廓形與目標廓形內側斜直線斜率;α、β為實測廓形與目標廓形內側斜直線斜率傾角;△θ≥0,實測廓形順時針旋轉,反之逆時針旋轉。
鋼軌廓形曲線是由有限個離散點坐標順序連接而成。由于車輪與鋼軌之間的相互作用,鋼軌廓形曲線早已脫離標準廓形。因此,現場實測廓形內側1∶20斜直線(60 kg/m鋼軌)是一條近似“直線”的波浪線。為更準確地獲取直線斜率,使用“穩健擬合法”對內側斜直線進行擬合,相對于其他擬合法受異常值的影響較小。擬合過程中能夠自動剔除異常值,得到更為穩健的回歸系數[7]。該方法能夠較好地消除“異點”對斜率求解的影響,內側斜直線擬合前后對比見圖3。
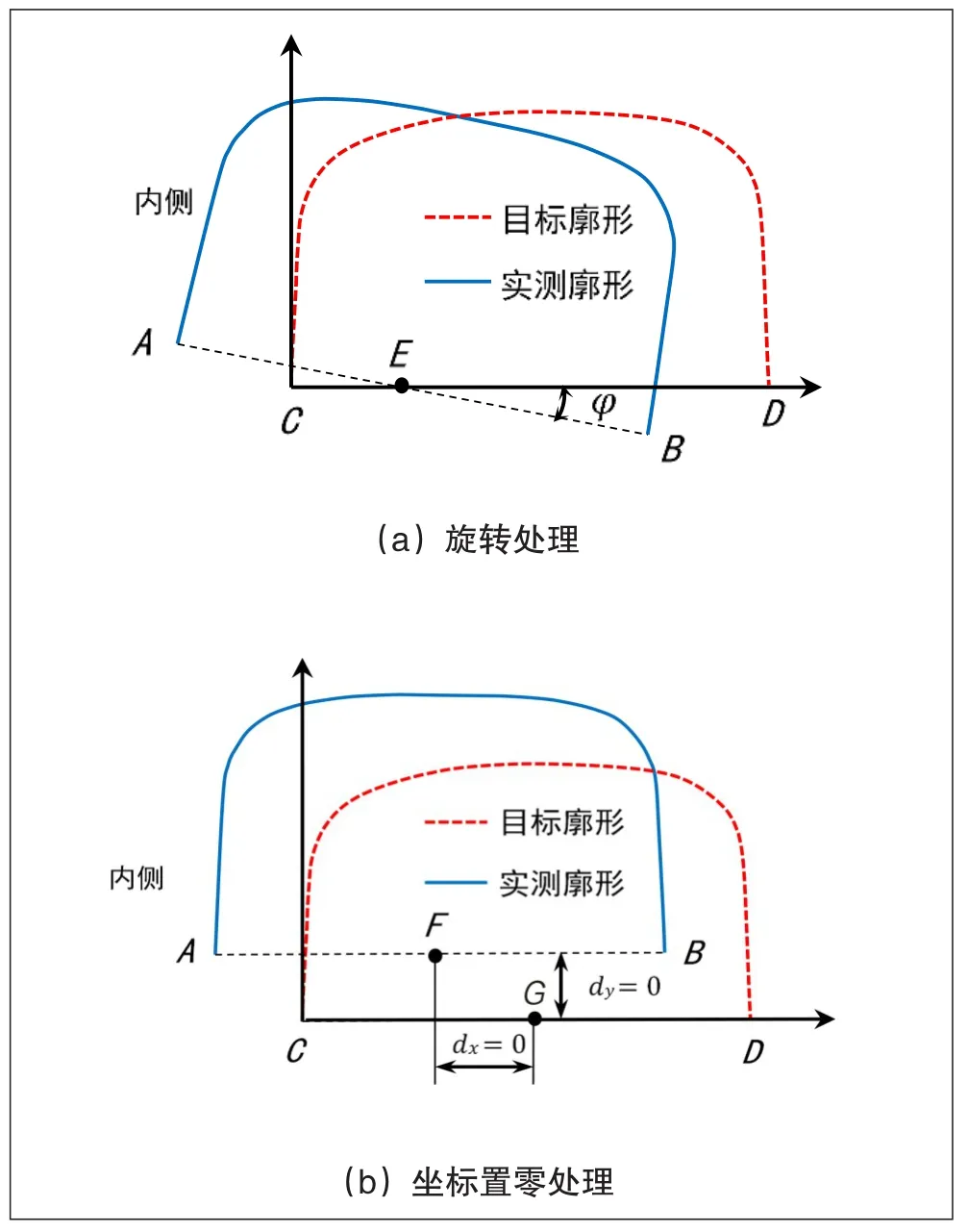
圖1 廓形預處理過程示意圖
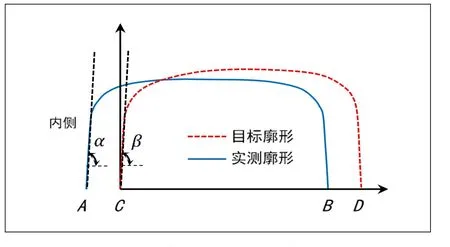
圖2 內側斜直線平行示意圖
2.3 橫向對齊
鎖定目標廓形坐標,通過簡單數學幾何判斷實測廓形相對于目標廓形的水平位置,采用最小面積法判斷內側斜直線是否重合(見圖4),采用式(2)計算。

式中:Sk為陰影部分的面積,k為正整數且k≥1;?為閾值,取值0.005,滿足現場工程需要。
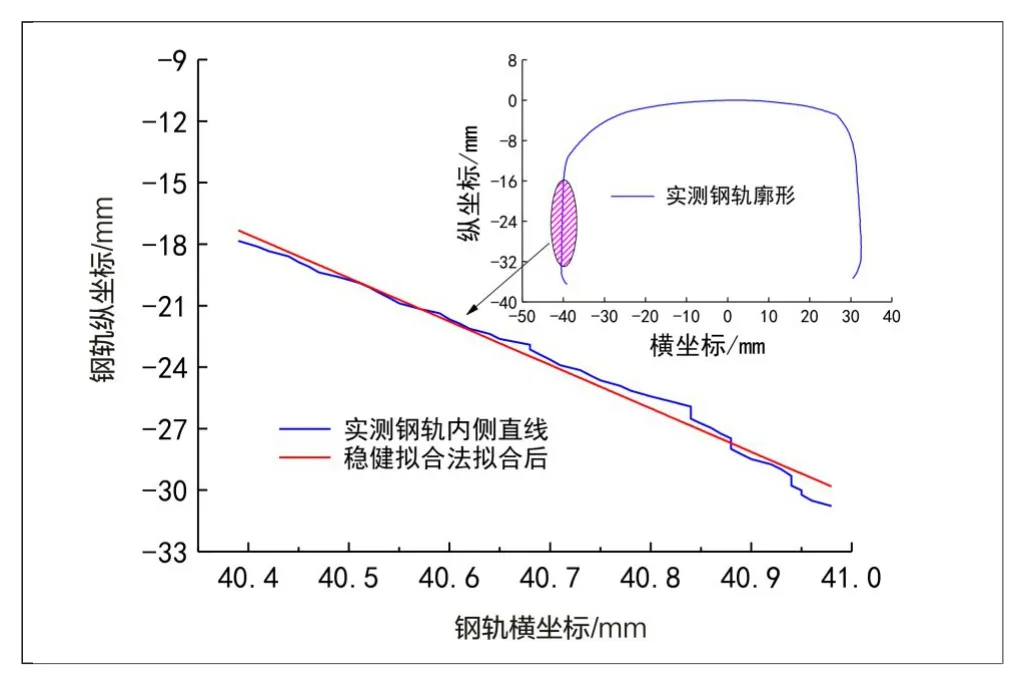
圖3 內側斜直線穩健擬合前后對比
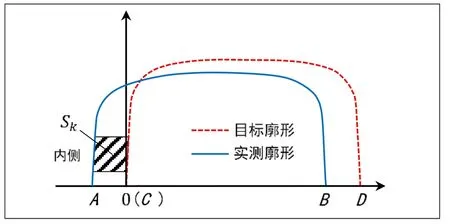
圖4 斜直線對齊求解示意圖
設圖4中目標廓形坐標為Mi(hi,vi),實測廓形坐標為Pj(hj,vj),i、j分別表示坐標點個數。最小面積法內側對齊流程見圖5,其中:μ為步長因子(μ=0.001,取值以滿足現場工程需要),循環結束后得到新的實測廓形坐標Pj
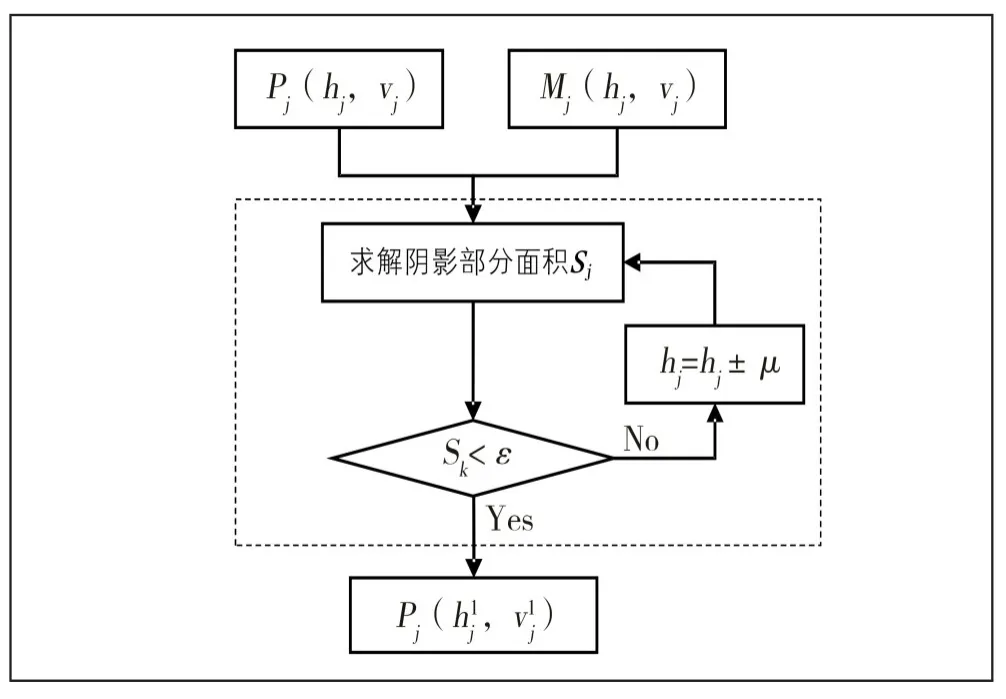
圖5 最小面積法內側對齊流程
根據儀器設備出廠參數及現場數據驗證表明:高精度鋼軌廓形儀測量誤差在0.05 mm以內,GMC-96x型鋼軌打磨車作業精度為0.1 mm,閾值?和步長因子μ的設定值遠小于廓形儀精度和作業車打磨精度,同時從《高速鐵路鋼軌打磨管理辦法》(鐵總運〔2014〕357號)和文獻[8]中規定的鋼軌打磨軌頭廓形驗收標準,閾值?和步長因子μ滿足現場工程需求。
2.4 頂面對齊
為更科學地指導現場鋼軌打磨,保證同線路、同行別及同股道鋼軌廓形具有可比性,同時降低實測廓形軌頭曲線“異點”對頂面對齊的影響,鎖定目標廓形坐標Pj(),通過三次樣條插值獲取x=36.43 mm(鋼軌軌頭最寬位置的一半)處縱坐標y1、y2(見圖6),垂向位移△y按式(3)計算。
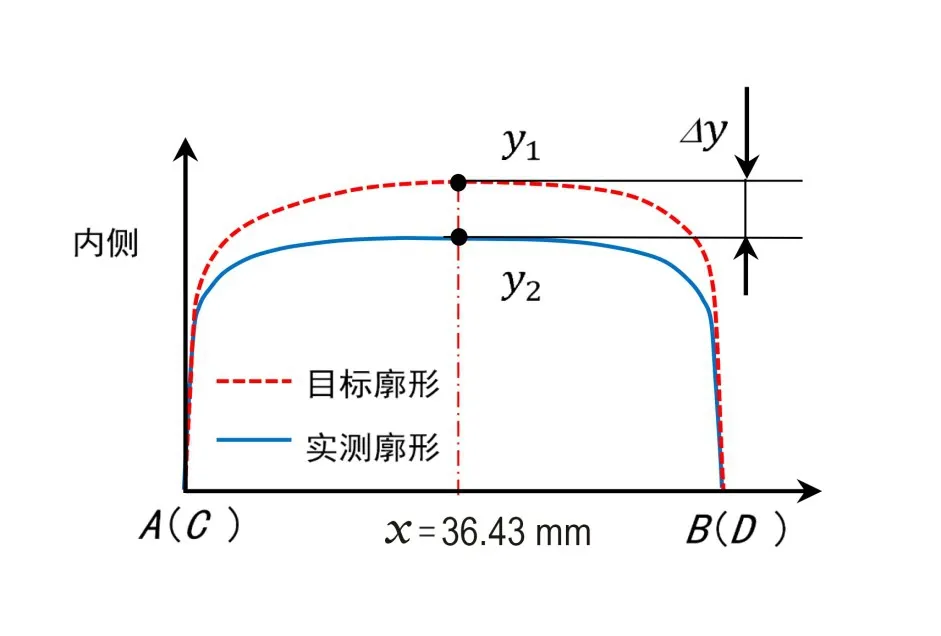
圖6 頂面對齊示意圖

式中:Δy<0,實測廓形y軸正方向移動,反之負方向移動。
內側斜直線重合的前提下,為保證內側斜直線及x=36.43 mm處縱坐標y1、y2重合,需將實測廓形沿著目標廓形內側1∶20斜直線方向進行平移操作(橫向或垂向),鋼軌廓形內側對齊示意見圖7。當實測廓形上一點F運動至目標廓形上一點F'時,設垂向位移為Δy,橫向位移為Δx,則橫、垂向位移存在式(4)的比例關系。

通過上述過程的處理,實測廓形與目標廓形內側及頂面對齊示意見圖8(鋼軌外側及頂面對齊方法同理)。橫、垂向坐標平移流程見圖9,其中m為實測廓形迭代次數(m≥1,取正整數)。
2.5 法線值計算
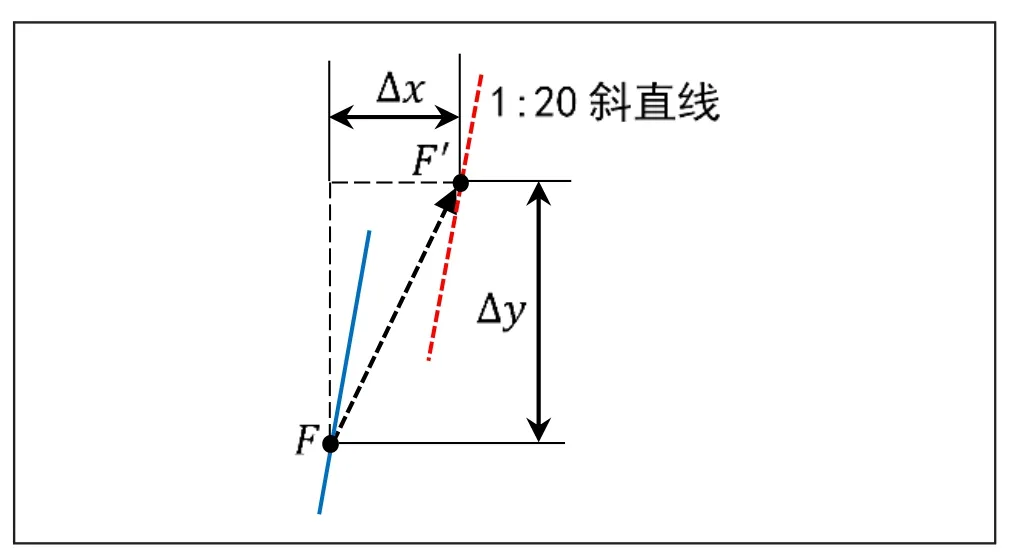
圖7 鋼軌橫向與垂向位移關系示意圖
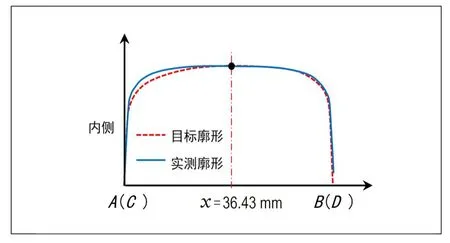
圖8 鋼軌廓形內側對齊示意圖
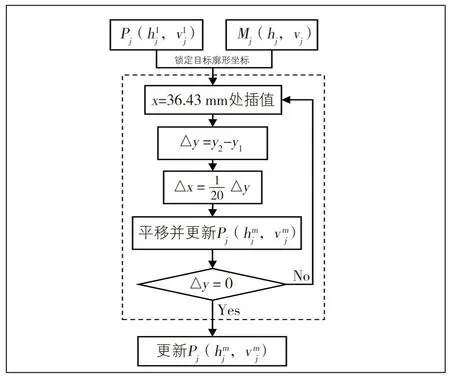
圖9 橫、垂向坐標平移流程
鋼軌軌頭打磨區域角度A分布見圖10,打磨電機偏轉角度A打磨方向示意見圖11,角度A分布在打磨范圍內任意點處切線的法線位置。為了更科學地指導現場制定鋼軌打磨策略,計算廓形法線值為任意打磨點處切線的法線方向。
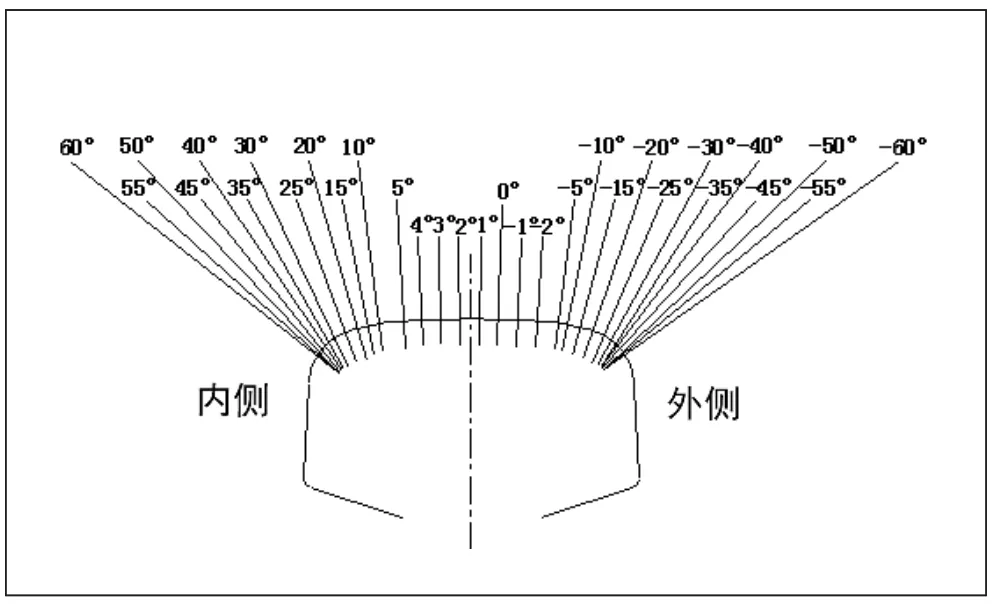
圖10 鋼軌軌頭打磨區域角度A分步圖[9]
法線值定義為在同一坐標系下,使用Miniprof軟件將實測廓形與目標廓形的作用邊及頂面對齊。法線值計算點Pi處斜率φi示意見圖12,定義目標廓形作用邊一側1∶20斜直線的下端起點為坐標原點,距離坐標原點Si(i=1,2,3,…,m;m取決于計算位置的個數)處的垂線與目標廓形的交點為Pi,Pi點所在圓弧的切線的法線與實測廓形的交點為Mi,PiMi即為法線值。
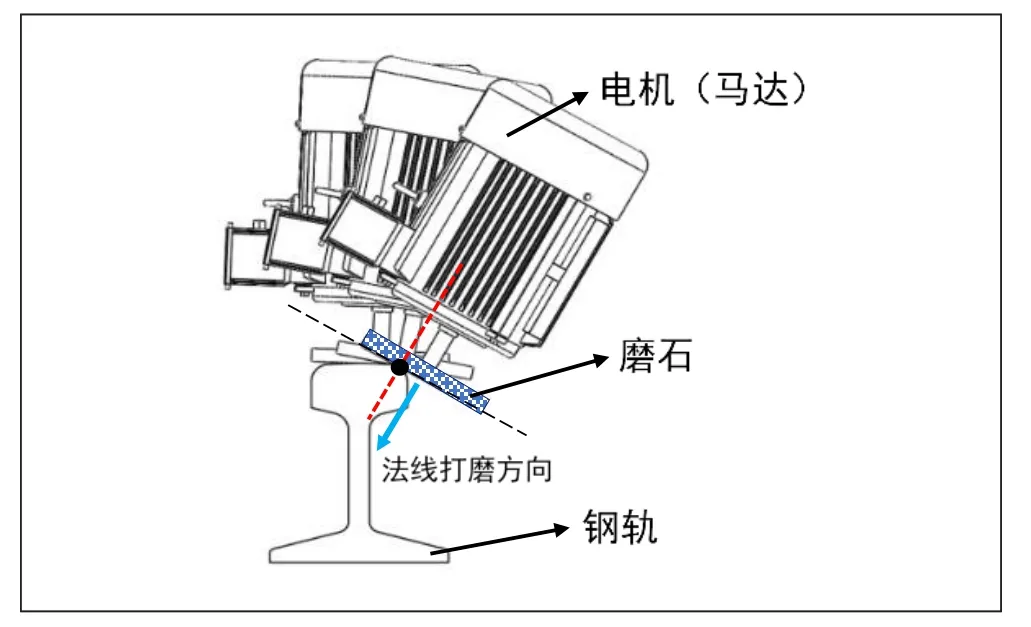
圖11 打磨電機偏轉角度A打磨方向示意圖[10]
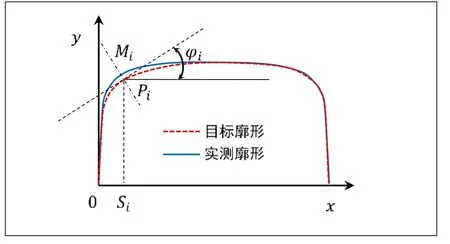
圖12 法線值計算點Pi處斜率φi示意圖
在目標廓形離散點(hn,vn)中通過三次樣條插值可得Pi點處的坐標,Pi點處對應的切線與水平線的夾角為φi。將實測廓形與目標廓形的坐標原點移至Pi點,整體繞Pi點旋轉φi角后可以得到實測廓形的坐標為。旋轉φi角的目的是為使法線值PiMi與當前的橫坐標x垂直。通過旋轉矩陣可得到實測廓形坐標

通過對實測廓形在x=0 mm處插值求解即得到實測廓形與目標廓形在Pi處的法線值Devi(見圖13)。定義實測廓形高于目標廓形取正值,反之取負值。
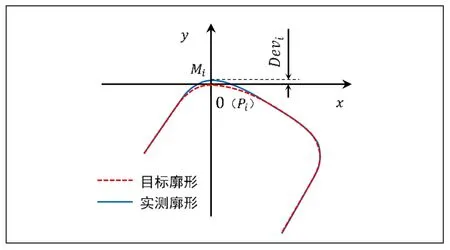
圖13 鋼軌法線值Devi

將上述算法通過MATLAB數值編程即可快速獲取實測鋼軌上任意點處的法線值(見圖14)。以TB-60N鋼軌為基準,計算了TB-60(60 kg/m)鋼軌廓形法線值。圖中x5,x10,…,x65分別表示作用邊一側距離坐標原點5,10,…,65 mm處的法線值。
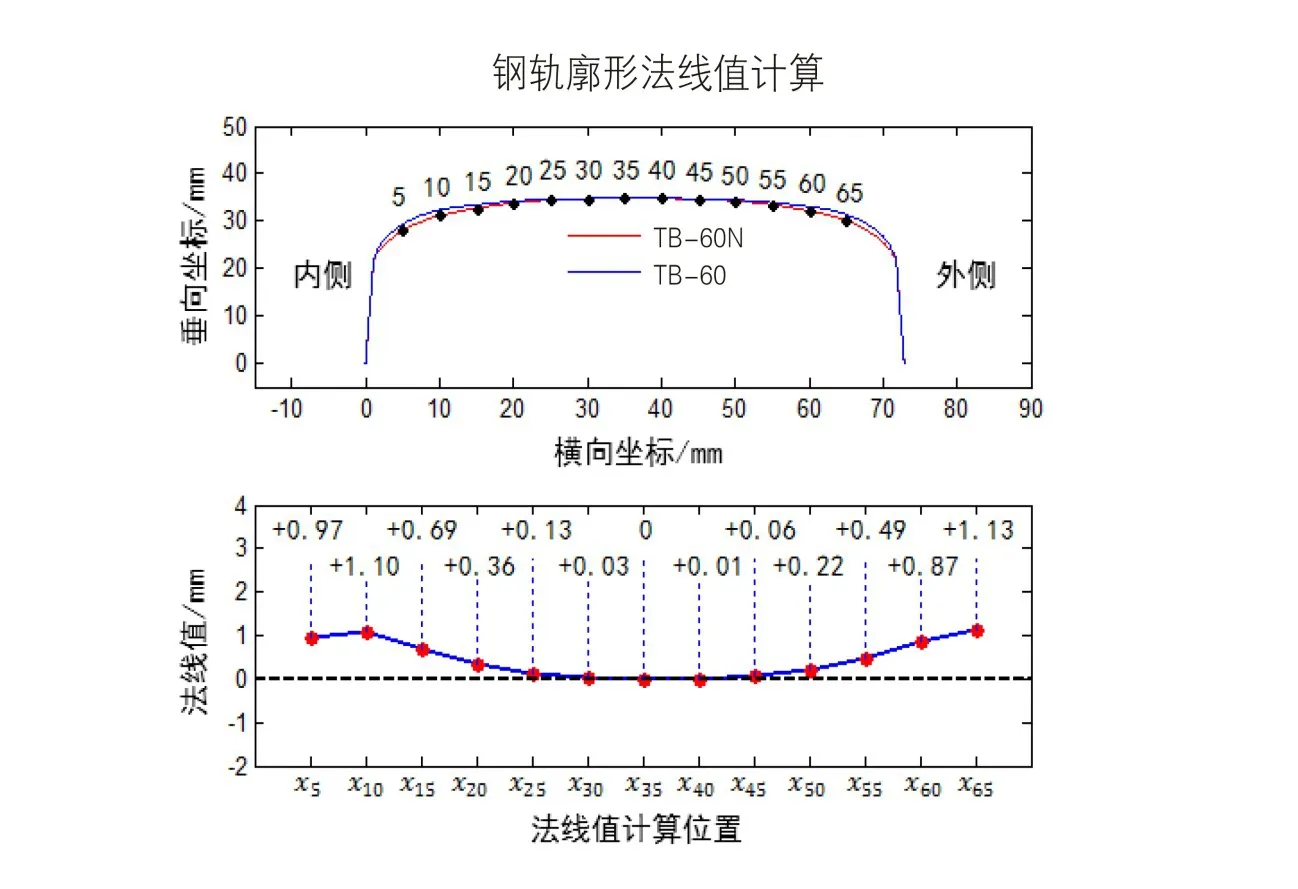
圖14 軟件計算結果
3 結果驗證
為進一步驗證數值程序計算的準確性,將TB-60與TB-60N廓形導入AutoCAD中,通過二維草圖處理即可獲取x5,x10,…,x65位置的鋼軌廓形法線值(見圖15)。
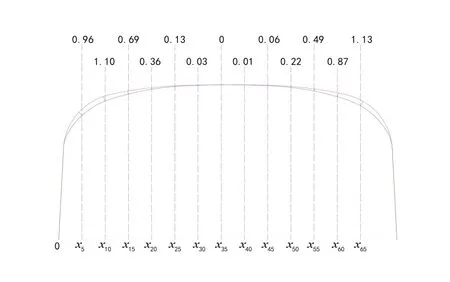
圖15 AutoCAD二維草圖獲取法線值
將AutoCAD與數值編程得到的2組結果進行對比分析(見圖16),2種方法得到的法線值圖像基本重合,誤差線接近0,計算結果精確至0.01 mm,滿足現場施工精度要求,驗證了數值編程計算方法的可行性與準確性。
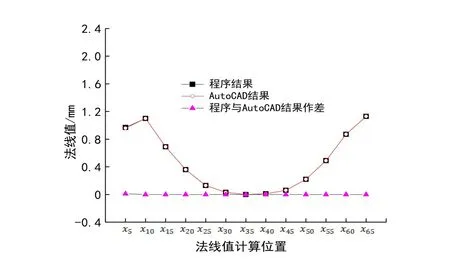
圖16 AutoCAD與程序計算結果對比分析
4 現場運用及效率對比
將該計算程序運用于現場鋼軌打磨,能夠快速獲取實測廓形與目標廓形之間的差異(見圖17),紅色線為目標廓形TB-60N,藍色線為Miniprof實測廓形。根據計算結果顯示可知:廓形差異主要表現在鋼軌內側軌角位置,其中左股最大值在x=5 mm位置(2.04 mm),右股最大值在x=5 mm位置(1.43 mm)。鋼軌外側x=60 mm、x=65 mm處與車輪踏面接觸少,打磨作業后與目標廓形的差異會相應降低。
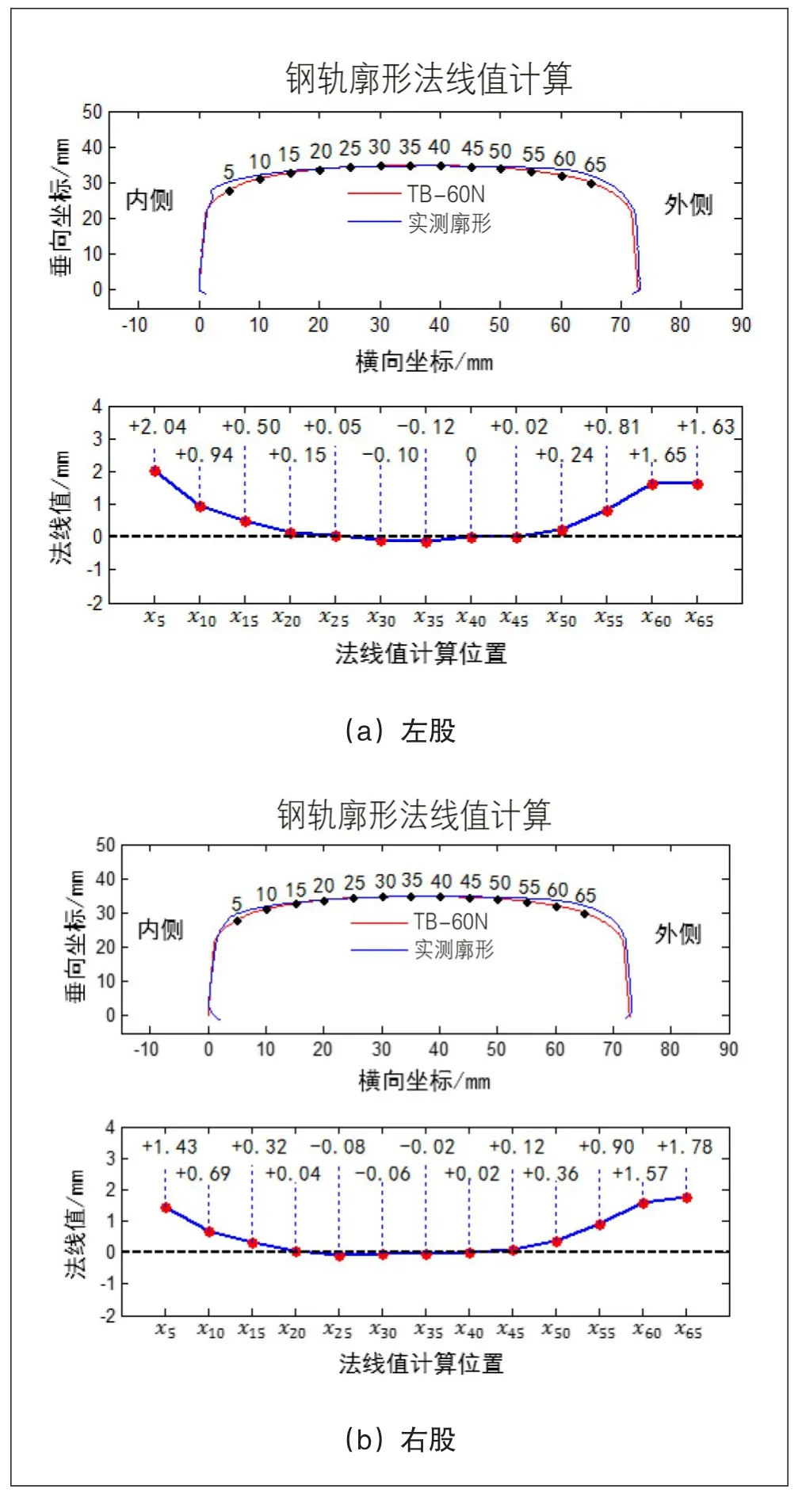
圖17 鋼軌打磨前廓形
相同檢測位置鋼軌打磨后廓形見圖18。鋼軌內側打磨后,左股x=5 mm軌角處法線值由2.04 mm下降為0.30 mm;右股x=5 mm處由1.43 mm下降為0.36 mm。x5~x55區域法線值滿足既有線普速鋼軌廓形驗收要求,實現了鋼軌打磨目的。
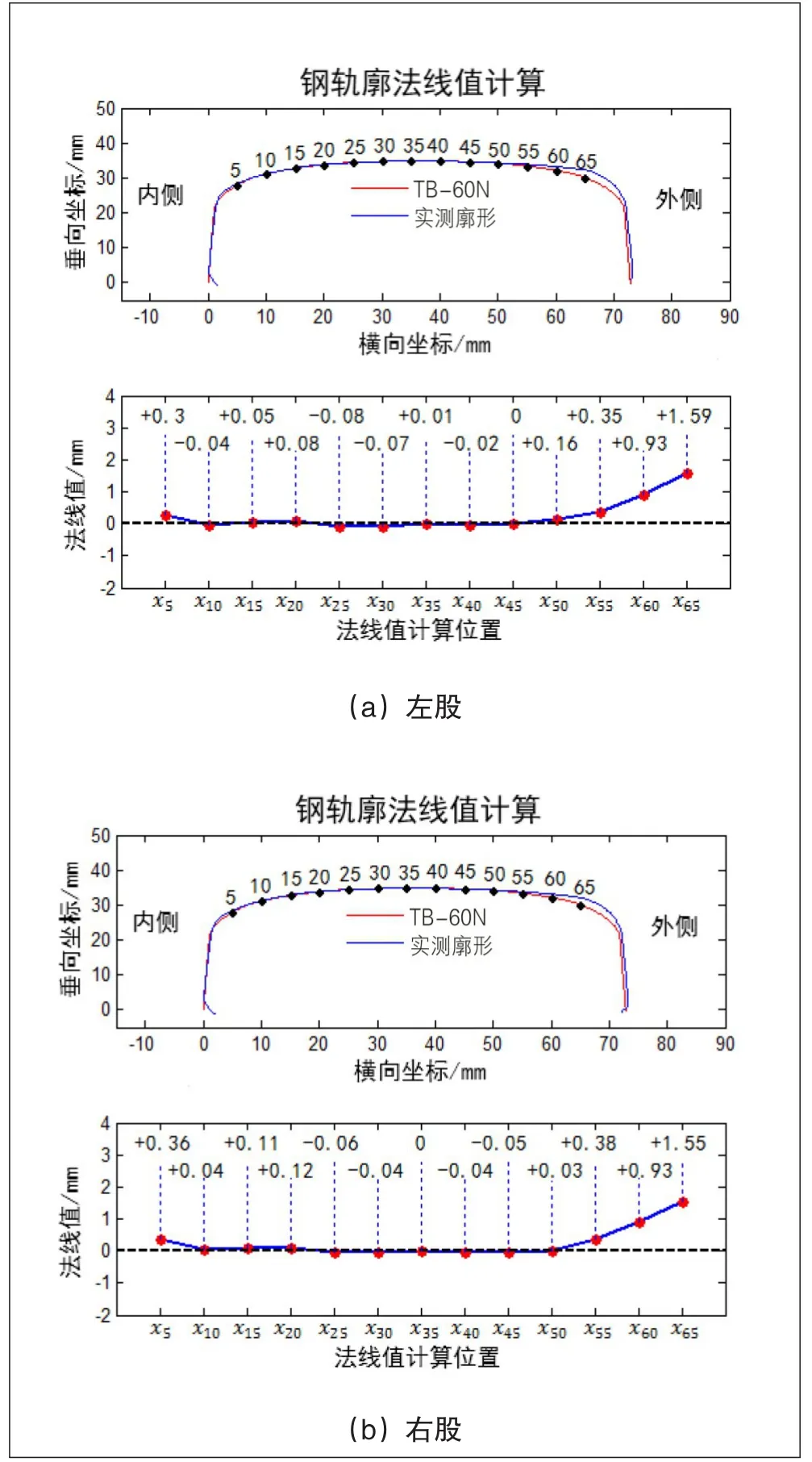
圖18 鋼軌打磨后廓形
通過計時統計表明:AutoCAD方法約35 min/個,手工軟件操作方法約5 min/個,使用數值程序方法約0.5 s/個。數值程序求解效率是手工軟件操作的600倍,是AutoCAD方法的4 200倍,程序求解效率明顯。
5 結束語
針對傳統方法檢測鋼軌廓形求解效率低、手工干擾因素多等缺點,運用數值編程手段獲得了一種計算效率高并滿足現場施工精度的求解方法,并運用AutoCAD對求解結果的準確性進行驗證。現場運用發現,施工天窗點內能夠滿足打磨前后質量“快檢”需求,對大型養路機械鋼軌打磨現場作業具有重要的指導意義。

猜你喜歡
《學習方法報》歷史中考版(2023年21期)2023-11-09 07:40:38
數學小靈通(1-2年級)(2020年9期)2020-10-27 03:24:18
當代貴州(2019年41期)2019-12-13 09:28:56
娃娃樂園·3-7歲綜合智能(2016年1期)2016-10-25 09:32:48
中國共青團(2015年7期)2015-12-17 01:24:38
中學生數理化·八年級物理人教版(2014年1期)2015-01-09 08:50:45
中國扶貧(2014年8期)2014-06-27 15:33:39
中國扶貧(2014年8期)2014-06-27 04:09:02
中學生數理化·八年級物理人教版(2014年2期)2014-04-02 08:50:44
能源(2014年3期)2014-03-27 09:55:20