油輪惰氣風(fēng)機(jī)修理淺析
2020-06-23 02:45:14李波
船舶標(biāo)準(zhǔn)化工程師 2020年6期
李 波
(舟山中遠(yuǎn)海運(yùn)重工有限公司,浙江舟山 316131)
0 引言
對載重為20 000 t及以上的載運(yùn)閃點(diǎn)(閉杯試驗(yàn))不超過60℃的原油或成品油輪,以及所有使用原油洗艙的油船,均應(yīng)設(shè)置惰性氣體系統(tǒng)[1]。用于降低貨油艙大氣含量,使其達(dá)到不能支持燃燒的程度,使全部空貨油艙呈惰性[2]。起到防火、防爆、防腐的作用;外輸時(shí),補(bǔ)償油艙內(nèi)壓力,防止空氣進(jìn)入大艙,保護(hù)大艙由于真空大而被吸癟變形。油船惰氣風(fēng)機(jī)是保證船舶安全儲(chǔ)油的重要設(shè)施,它確保產(chǎn)生的惰氣源源不斷地輸送到儲(chǔ)油艙室封艙確保油品的安全輸送。惰氣風(fēng)機(jī)的正常運(yùn)轉(zhuǎn)尤為重要。惰氣風(fēng)機(jī)為電動(dòng)離心風(fēng)機(jī)。風(fēng)機(jī)的風(fēng)量應(yīng)保證最大泄油量時(shí)油艙內(nèi)能維持微小的正壓。風(fēng)機(jī)的風(fēng)量比貨油泵的排量大25%,主輔惰氣風(fēng)機(jī)含有2臺(tái)離心式風(fēng)機(jī)。
1 船舶惰氣風(fēng)機(jī)常見問題
通過多年的船廠維修經(jīng)驗(yàn)發(fā)現(xiàn)離心式風(fēng)機(jī)問題主要出現(xiàn)在以下幾點(diǎn):
1)開始運(yùn)行風(fēng)機(jī)起動(dòng)困難;繞組高溫;軸承高溫;噪聲大;
2)軸封破裂漏氣、噪聲;軸封布司磨損;
3)葉輪變形;葉輪開裂,葉輪軸向移位;
4)軸承損壞;軸磨損、變形或彎曲;
5)端蓋軸承室磨損;端蓋開裂;
6)整機(jī)振動(dòng)。
2 惰氣風(fēng)機(jī)修理相關(guān)要求
對以上出現(xiàn)的問題要采取科學(xué)的方法針對性地進(jìn)行處理,通過望、聞、問、切的手法診斷,準(zhǔn)確推斷問題所在,電氣系統(tǒng)問題結(jié)合控制原理圖在備件充足的情況下基本都能現(xiàn)場排除故障,對于機(jī)械系統(tǒng)的故障建議進(jìn)車間拆解,詳細(xì)檢查后再制定合理的修理方案。
檢查風(fēng)機(jī)軸是否磨損或腐蝕,鍵槽是否扭裂,進(jìn)而影響軸的強(qiáng)度;軸承檔是否磨損,軸承是否走內(nèi)圈;軸上車床或校中工裝,用百分表檢查其跳動(dòng)量,不得超過0.05 mm。風(fēng)機(jī)軸直線度公差在轉(zhuǎn)速>3 000 r/min時(shí)要求其公差值0.05 mm。
風(fēng)機(jī)軸應(yīng)進(jìn)行著色檢查,其表面光滑、無裂紋、銹蝕及麻點(diǎn),其他處不應(yīng)有機(jī)械損傷和缺陷。軸頸表面粗糙度為Ra0.8。軸段磨損修復(fù)時(shí)要記錄其各個(gè)部位的原始尺寸和公差值,尤其是原始軸承軸承檔的尺寸,并注意個(gè)軸肩處的過度圓角的應(yīng)力槽等部位的存在。
軸承是否有軸向竄動(dòng),內(nèi)外圈是否有發(fā)藍(lán)高溫?zé)齻圹E,軸承座孔是否磨損,軸承是否走外圓。軸承換新時(shí)要求對其軸承室進(jìn)行清潔和測量工作,對嚴(yán)重銹蝕、磨損、超差和走外圓的端蓋軸承室進(jìn)行電鍍、金屬噴涂或鑲套等處理方法來恢復(fù)其原始尺寸。
檢查氣封狀況。
葉輪動(dòng)平衡校正允許的質(zhì)心偏移量按表2規(guī)定[3]。

表2 葉輪動(dòng)平衡允許質(zhì)心偏移量
3 葉輪裂縫修理
分析出現(xiàn)連續(xù)性穿透性裂紋的原因,由于近期修船油船較多,惰氣系統(tǒng)的修理項(xiàng)目也較多,而比較特別的事就是惰氣風(fēng)機(jī)風(fēng)葉軸套位置出現(xiàn)多起穿透性裂紋的事件。對于此事件的高概率原因,分析如圖1所示。
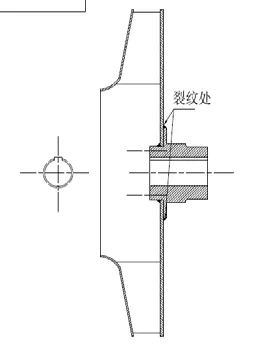
圖1 葉輪裂縫修理
3.1 原因分析
3.1.1 焊接缺陷
惰氣風(fēng)葉在出廠前都是經(jīng)過嚴(yán)格檢驗(yàn)以及效能試驗(yàn),因此新的風(fēng)葉不存在缺陷。但是不排除有亞健康型的焊接質(zhì)量,例如:
1)焊縫的高度剛好滿足風(fēng)葉使用要求,待風(fēng)機(jī)運(yùn)行使用一段時(shí)間后,風(fēng)機(jī)的性能以及材料性質(zhì)發(fā)生改變,致使出現(xiàn)裂紋。
2)焊接材料沒有進(jìn)行保溫,或許使用別的材料替代。
3)焊工焊接的成型缺陷,如存在咬邊、裂紋或氣孔等。
3.1.2 腐蝕缺陷
1)腐蝕余量計(jì)算未能滿足要求
2)由于惰氣的原發(fā)性氣體腐蝕強(qiáng)度突然增高,超出計(jì)算范圍之內(nèi),破環(huán)焊縫的焊接連接面積,致使強(qiáng)度減弱。
3)材料沒有達(dá)到腐蝕要求的性能。
3.1.3 操作不當(dāng)
1)風(fēng)葉的動(dòng)平衡發(fā)生破環(huán),致使扭力增加。
2)電流電壓不穩(wěn)定,造成輸出扭矩發(fā)生突變。
3)其他船員操作問題。
3.1.4 本身設(shè)計(jì)問題
按照圖1所示,在風(fēng)葉軸轂的兩道焊縫之間是整個(gè)風(fēng)葉的最薄弱區(qū)域,風(fēng)葉外環(huán)為風(fēng)葉兩側(cè)板以及導(dǎo)流葉組成的結(jié)構(gòu),風(fēng)葉內(nèi)側(cè)為軸轂實(shí)體,中間區(qū)域?yàn)閮傻篮缚p連接的薄弱區(qū)域,近期船舶的惰氣風(fēng)機(jī)的裂紋發(fā)生處都在此區(qū)域中發(fā)生。
按照30萬噸油輪上的惰氣風(fēng)機(jī)為例,惰氣風(fēng)機(jī)馬達(dá)參數(shù)為99 kw、440 V、60 Hz、195 A、3 600 r/min。按照此參數(shù),馬達(dá)輸出端即風(fēng)葉的輸出扭矩啟動(dòng)時(shí)的瞬間扭矩:
T=9550P/N=787.875(N·m)
式中:T為扭矩,N·m;P為功率,kW;N為轉(zhuǎn)速,r/min。其中3倍為啟動(dòng)時(shí)的瞬間功率。
而按照近期修理船舶主要出現(xiàn)的裂紋位置也在直徑D=120 mm、內(nèi)孔尺寸直徑d=105 mm的這道焊縫線位置,而此處所受的在馬達(dá)啟動(dòng)時(shí)瞬間慣性矩為[4]
Ip1=π(D4-d4)/64=421(cm4)
在焊縫裂紋處的應(yīng)力為
τb裂=T/Ip1×D/2 =11.2(Mpa/m2)=11.2(N/mm2)
惰氣風(fēng)葉的主要材料為 TA2(鈦合金),sus316L(耐酸腐不銹鋼),這2種材料的抗拉強(qiáng)度都差不多,TA2的抗拉強(qiáng)度為520 N/mm2,抗扭強(qiáng)度τb為173 N/mm2;sus316L的抗拉強(qiáng)度δb為480 N/mm2,抗扭強(qiáng)度 τb為 160 N/mm2。
以sus316L材料為例:
S=τb裂/τb=0.07
式中:S為截面積,mm2。
因此其焊角高度要滿足≧0.37 mm,才能滿足惰氣風(fēng)機(jī)的力學(xué)性能。而要達(dá)到其使用要求,必須考慮腐蝕余量,即焊縫表面產(chǎn)生化學(xué)反應(yīng)腐蝕掉的余量。焊縫本體產(chǎn)生化學(xué)反應(yīng)造成材料變性、強(qiáng)度減低需要考慮的余量。因此每個(gè)因素+1,焊接焊角高度須≧2.37 mm。具體要求請見圖2。
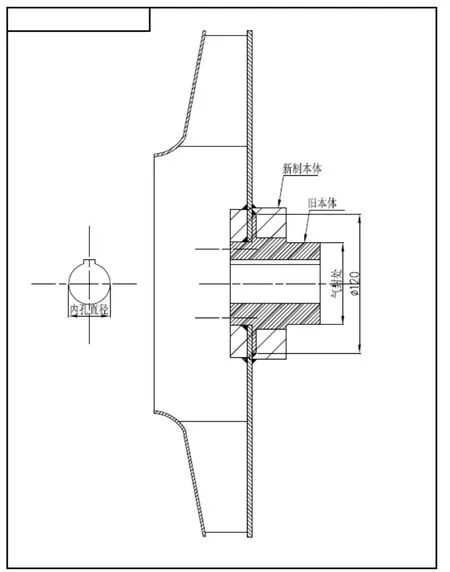
圖2 具體要求
3.2 解決穿透性裂紋的方案
對于上述分析的原因,應(yīng)對風(fēng)葉加強(qiáng)以下幾方面的跟蹤與落實(shí)。
1)對焊接缺陷應(yīng)加強(qiáng)幾方面的跟蹤:(1)焊工技能;(2)焊材;(3)克服產(chǎn)生焊接缺陷的環(huán)境。
2)腐蝕缺陷的控制:(1)腐蝕余量的計(jì)算;(2)對于重油燃燒后的廢氣對風(fēng)葉的腐蝕計(jì)算。
3)操作不當(dāng)?shù)目刂疲海?)船員操作的控制;(2)修理過程中的控制。
3.3 修理工藝以及需要注意的問題
以30萬噸油輪上的惰氣風(fēng)機(jī)修理為例(見圖2)。
1)按船上圖紙檢查其材料性質(zhì),確認(rèn)為316L,準(zhǔn)備軸轂材料以及焊材;
2)測繪軸轂尺寸,特別是軸轂的長度尺寸控制;
3)按裂紋外緣用等離子切割,需分段切割控制變形;
4)校調(diào)并車圓風(fēng)葉焊縫位尺寸并留臺(tái)階(用做軸向與徑向相對位置的固定);
5)初加工風(fēng)葉軸套,并對幾個(gè)尺寸留好余量,軸套內(nèi)徑為5 mm,長度尺寸+2 mm,氣封檔尺寸+5 mm,鍵槽尺寸按照計(jì)算可以現(xiàn)行加工。
注意軸套外徑尺寸加大40 mm左右,有可能導(dǎo)致風(fēng)機(jī)馬達(dá)電流增大,所以盡可能以最小尺寸加工。
強(qiáng)度校核:惰氣風(fēng)機(jī)馬達(dá)參數(shù)為99 kW、440 V、60 Hz、195 A、3 600 r/min。按照此參數(shù),馬達(dá)輸出端即風(fēng)葉的輸出扭矩啟動(dòng)時(shí)的瞬間扭矩為
T=9 550 P/N=787.875(N·m)
其中3倍為啟動(dòng)時(shí)的瞬間功率。
而按照近期修理船舶主要出現(xiàn)的裂紋位置也在直徑D=140 mm、內(nèi)孔尺寸直徑d=105 mm的這道焊縫線位置,而此處所受到的在馬達(dá)啟動(dòng)時(shí)瞬間慣性矩為
Ip1=π(D4-d4)/64=1 288.4(cm4)
在焊縫裂紋處的應(yīng)力:
τb裂=T/Ip1×D/2=4.28(Mpa/m2)=4.28(N/mm2)
該值≦sus316L的抗扭強(qiáng)度160 N/mm2,符合抗扭強(qiáng)度要求。
3.4 焊接
將新加工的軸轂與風(fēng)葉進(jìn)行氬弧焊焊接,為控制變形采用分段焊,并為控制變形做好相應(yīng)的胎架固定。在焊接過程中隨時(shí)跟蹤焊接的變形量。焊接的質(zhì)量按相應(yīng)的焊接質(zhì)量要求進(jìn)行。
焊完后冷卻以及放置2天左右做相應(yīng)的時(shí)效處理,然后割除相應(yīng)的胎架固定件,注意如果胎架割除時(shí),風(fēng)葉位置變動(dòng)很大,說明應(yīng)力還很大,需要重新調(diào)位做時(shí)效處理。
3.5 重新上床機(jī)加工
重點(diǎn)是校調(diào)風(fēng)葉外緣與軸套內(nèi)孔的同軸度,然后按照此基準(zhǔn)精加工軸套內(nèi)徑尺寸、長度尺寸以及氣封處尺寸。經(jīng)加工后的幾項(xiàng)公差確認(rèn)(參照GB11865-89):
1)輪蓋與輪盤端面的徑向跳動(dòng)量≦2 mm,實(shí)際車床測得0.56 mm,符合要求;
2)輪蓋與輪盤端面的徑向跳動(dòng)量≦3 mm,實(shí)際車床測得0.47 mm,符合要求;
3)輪盤平面度≦4/1 000,實(shí)際車床測得2.5 mm,符合要求。
3.6 進(jìn)行動(dòng)平衡試驗(yàn)
動(dòng)平衡精度不低于G6.3級(jí),進(jìn)行修復(fù)工作。按照出廠要求修正后的葉輪輪心偏移值為25 μm,低于標(biāo)準(zhǔn)值71 μm。
3.7 上船組裝后的調(diào)試效用
檢查與原風(fēng)葉的數(shù)據(jù)是否相符(油倉通風(fēng)量以及時(shí)間以及振動(dòng)、噪聲、跳動(dòng)量),以30萬噸油輪上的惰氣風(fēng)機(jī)修理為例:
1)初試驗(yàn)
先檢查電流、振動(dòng)和噪聲。風(fēng)機(jī)的啟動(dòng)電流和2#原風(fēng)機(jī)一致。
對風(fēng)機(jī)機(jī)殼所測的振動(dòng)值5.1 mm/s,聯(lián)軸器3個(gè)方向測量值為:5.6 mm/s、5.4 mm/s、5.5 mm/s,符合4.2 mm/s~6.0 mm/s的標(biāo)準(zhǔn)。
風(fēng)機(jī)的噪聲在規(guī)定值(GB2888)范圍內(nèi),比聲壓級(jí)≦27 DB(A)。
2)效用試驗(yàn)
風(fēng)機(jī)的8小時(shí)油倉通風(fēng)封倉試驗(yàn)符合要求;風(fēng)機(jī)的24小時(shí)油倉排風(fēng)試驗(yàn)符合要求;通風(fēng)機(jī)在此工作期間出口風(fēng)壓為 2.16 kPa,符合標(biāo)準(zhǔn)值 2 kPa×(-5%~10%)的變化要求。檢查軸承溫度正常。
3)在船舶的一個(gè)小修理期(2年)內(nèi),此風(fēng)機(jī)運(yùn)行正常。
4 結(jié)論
通過對惰氣風(fēng)機(jī)的修理,運(yùn)用工程力學(xué)中慣性矩及應(yīng)力狀態(tài)及強(qiáng)度理論對惰氣風(fēng)機(jī)風(fēng)葉的裂紋產(chǎn)生進(jìn)行了分析,提出了合理的修理方案,規(guī)避了風(fēng)葉發(fā)生裂紋的風(fēng)險(xiǎn),為油輪惰氣系統(tǒng)平穩(wěn)安全運(yùn)行保駕護(hù)航,值得同行借鑒。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
成都信息工程大學(xué)學(xué)報(bào)(2021年4期)2021-11-22 07:44:46
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
四川輕化工大學(xué)學(xué)報(bào)(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24