熔融沉積快速成型3D打印精度影響因素的研究
2020-06-24 05:38:32周長秀
現代信息科技 2020年22期
摘? 要:打印精度是熔融沉積快速成型3D打印普遍關注的問題,以聚乳酸材質的長方形制件為例,研究了底部/頂部厚度、填充密度和擺放位置對打印制件尺寸精度的影響。研究結果表明打印后制件產生收縮,其收縮具有一定的方向性,沿打印機X方向收縮量最小。根據實驗數據擬合出的長度尺寸、寬度尺寸和高度尺寸的算式,對快速獲得正確的零件尺寸具有一定的指導意義。
關鍵詞:FDM;工藝參數;打印精度
中圖分類號:TH164? ? ? 文獻標識碼:A 文章編號:2096-4706(2020)22-0133-03
Research on the Influencing Factors of FDM 3D Dot Per Inch
ZHOU Changxiu
(Shandong Labor Vocational and Technical College,Jinan? 250022,China)
Abstract:DPI is a common concern in 3D printing of FDM. Taking the rectangular part made of PLA as an example,the effects of bottom or top thickness,filling density and placement position on the dimensional accuracy of the printed part were studied. The research results show that the parts shrink after printing,and the shrinkage has a certain directionality,and the shrinkage is the smallest along the X direction of the printer. According to the experimental data,the formulas of length dimension,width dimension and height dimension are fitted,which has a certain guiding significance to quickly obtain the correct part dimension.
Keywords:FDM;technological parameter;DPI
0? 引? 言
熔融沉積快速成型(Fused Deposition Modelling,FDM)是將具有熱熔性的絲狀材料加熱至熔化狀態,通過噴嘴依模型輪廓噴擠在工作臺上,逐層累積,直至完成整個工件的打印的一種技術。熔融沉積快速成型具有使用材料便宜、設備維護及運營成本低、占用空間小、保護環境和工件成型快等優點,目前得到了十分廣泛的應用,是3D打印技術中最具發展前景的成型技術之一[1]。但是在成型過程中也容易出現打印件表面粗糙、表面翹曲等質量問題[2],這些問題均直接影響了打印精度。經過研究發現打印精度直接受打印參數的影響,為此業界在打印工藝參數、切片參數、掃描速度等方面做了系統研究[3-8]。Galantucci等[9]分析了層高、打印速度等工藝參數對制品表面粗糙度的影響;陳金英[10]的研究結果表明模型轉化為STL格式時,底層參數、模型壁厚、水密性對制件打印質量有較明顯的影響;韓江[11]、楊繼全[12]等使用正交試驗法,選擇出最優的參數配比,實現了打印參數的優化。本文以試驗的方式,對熔融沉積快速成型的精度影響因素進行了研究。
本文使用FDM桌面3D打印機制備同樣材料,同等尺寸,不同實驗參數的樣件,根據樣件在長、寬、高方向尺寸及收縮量的實驗結果,分析3D打印機參數對制件精度的影響。為3D打印課程的教學積累了數據和經驗,這對于教學中快速獲得打印后正確的零件尺寸具有一定的指導意義。
1? 試驗方法
1.1? 試驗設備
本試驗使用陜西恒通智能機器有限公司生產的FDM型桌面3D打印機。該設備主要由工作臺、0.4 mm噴嘴、控制面板和控制系統等組成。當面對操作面板時其左右方向定義為X軸,前后方向為Y軸,上下方向為Z軸。打印文件可通過U盤或內存卡拷貝打印,操作簡單,打印精度高。
1.2? 試驗材料
本實驗采用直徑1.75 mm的聚乳酸(PLA)絲材作為材料。
1.3? 試驗模型
建立尺寸為30 mm×20 mm×10 mm的長方形,得到STL格式模型,如圖1所示。
2? 工藝參數設置
2.1? 底部/頂部厚度設置
在其他參數相同條件下,對模型進行底部/頂部參數設置,本試驗第一組至第七組的不同底部/頂部厚度分別設為0.2 mm、0.3 mm、0.4 mm、0.5 mm、0.6 mm、0.7 mm、
0.8 mm。
2.2? 填充密度設置
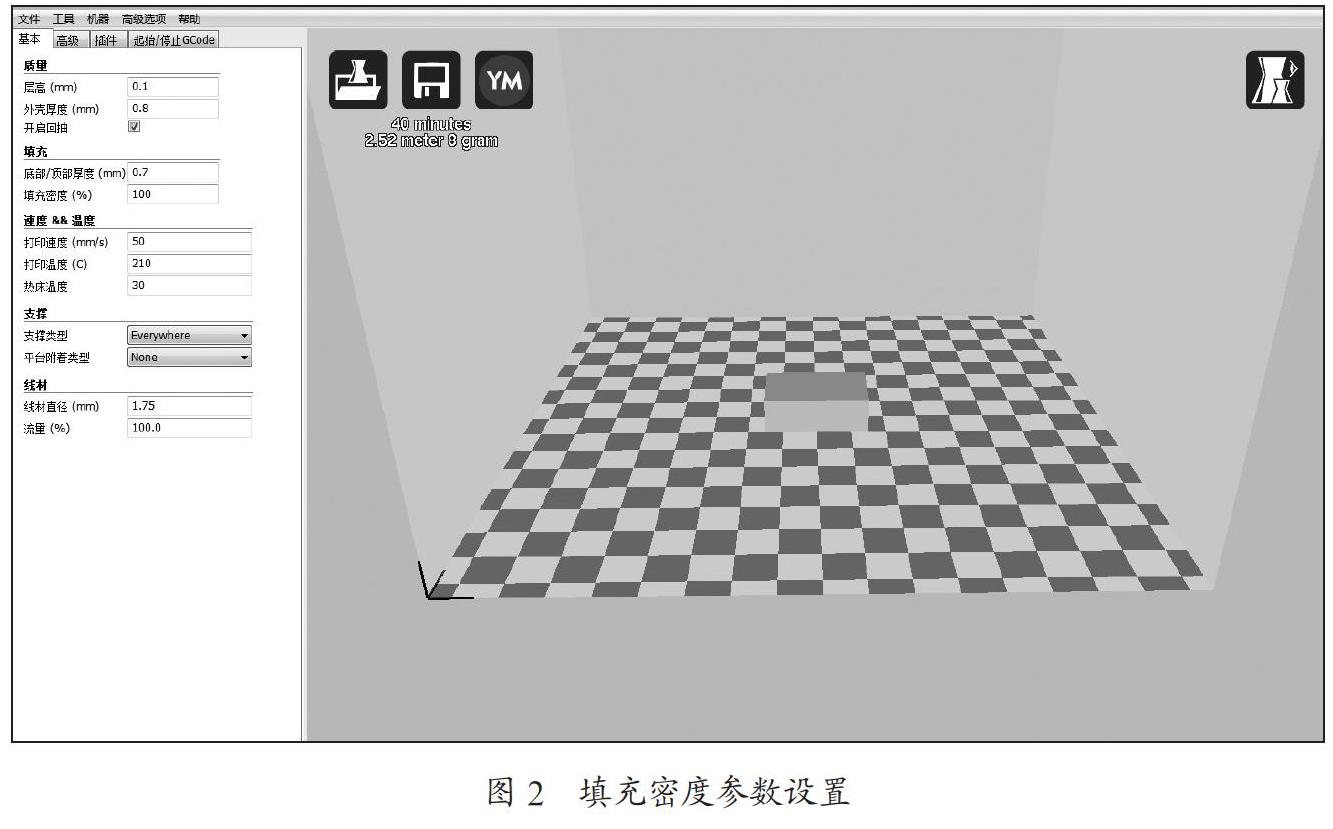
在其他參數相同條件下,對模型進行填充密度設置,本試驗第一組至第六組的不同填充密度分別設為0、20%、40%、60%、80%、100%,參數設置界面如圖2所示。
2.3? 擺放位置設置
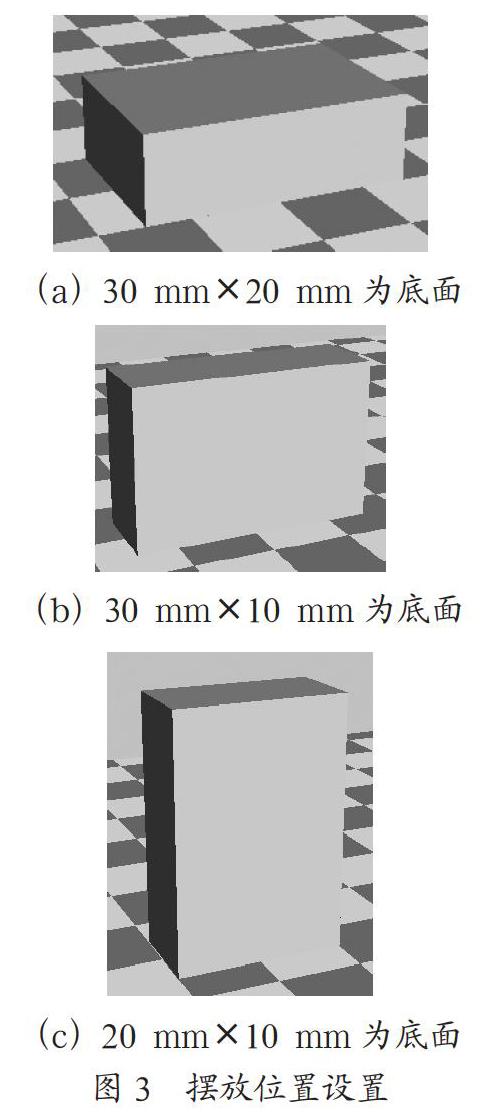
在其他參數相同條件下,對模型進行擺放位置設置,本試驗第一組至第三組的不同擺放位置分別設為30 mm×20 mm
為底面(橫)、30 mm×10 mm為底面(立)、20 mm×10 mm
為底面(豎),如圖3所示。
3? 結果與分析
將打印文件使用U盤傳輸到打印機中完成打印。打印完成后使用千分尺測量制件在長度、寬度和高度方向的尺寸,為了保證測量的準確性和全面性,使用千分尺多次測量制件在長度方向、寬度方向和高度方向的尺寸取平均值。為了避免測量時基準不統一造成的誤差,尺寸測量中先以打印時Z軸方向遠離工作臺的平面為基準,再以相鄰的兩邊為另外的兩測量基準。研究不同工藝參數對打印件的外形尺寸的影響。如表1所示,收縮量的負值表示制件尺寸的增加量,表明制件未產生收縮。
表1? 不同底部/頂部厚度制件尺寸
如表所示,制件在長度方向誤差最小,寬度方向誤差最大,說明不同打印方向,制件的收縮不同,制件的收縮存在方向性。高度方向上第一組到第三組尺寸值相差較大,這是由于頂部填充層數較少產生凹凸不平的表面所致;第四組到第七組高度方向尺寸值趨于穩定,表明底部/頂部厚度大于等于0.4 mm不再產生凹凸不平的表面。
對底部/頂部厚度為0.2 mm、0.3 mm、0.4 mm、0.5 mm、
0.6 mm、0.7 mm、0.8 mm的制件寬度、高度和長度進行線性擬合,得到制件長度fL(t)、制件寬度fW(t)和制件高度fH(t)擬合算式為:
式中,t為底部/頂部厚度。當底部/頂部厚度為0.4 mm
時,式(1)得到的制件長度值為30.00 mm,實際測量得到的長度值為29.98 mm,實測長度值為計算長度值的99.9%,式(2)得到的寬度值為19.64 mm,實際測量得到的長度值為19.62 mm,實測長度值為計算長度值的99.9%,式(3)得到的高度值為9.87 mm,實際測量得到高度值為9.86 mm,實測長度值為計算長度值的99.9%。實驗數據如表2所示。
制件在長度、寬度和高度方向的收縮量不同,長度方向收縮量最小,誤差最小。同時,填充密度對制件收縮的方向性的具有一定的影響。
對填充密度為0、20%、40%、60%、80%、100%的制件寬度、高度和長度進行線性擬合,得到制件長度fL(a)、制件寬度fW(a)和制件高度fH(a)擬合算式為:
式中,a為填充密度。當填充密度為40%時,式(4)得到的制件長度值為29.98 mm,實際測量得到的長度值為29.98 mm,實測長度值為計算長度值的100%,式(5)得到的寬度值為19.67 mm,實際測量得到的長度值為19.65 mm,實測長度值為計算長度值的99.9%,式(6)得到的高度值為9.81 mm,實際測量得到高度值為9.81 mm,實測長度值為計算長度值的100%。實驗數據如表3所示。
第一組和第二組制件在長度方向的收縮量最小,第三組制件在寬度方向收縮量最小,打印精度最高,打印時這三組收縮量最小方向的均位于打印機X軸方向,說明不同的擺放位置對制件收縮的方向性影響較小。第一組的高度方向、第二組的寬度方向和第三組的長度方向收縮量相對增大,居于中間位置,這三個方向均是打印機Z軸方向,說明打印時沿制件逐層累加的方向(Z軸方向)精度相對較好。
4? 結? 論
本文使用陜西恒通智能機器有限公司生產的FDM型桌面3D打印機,打印了不同參數下的PLA絲材制件,研究了底部/頂部厚度、填充密度、擺放位置對打印精度的影響,結論為:
(1)各參數因素對打印制件均有一定影響,影響相對較小,制件各方向均有一定程度的收縮,同時其收縮具有一定的方向性;
(2)由于打印機精度和打印算法的影響,在相同的打印參數下,沿打印機X方向收縮量最小、精度最高;
(3)打印時的擺放位置對制件的打印精度有一定影響,沿制件逐層累加的方向打印精度相對較好。
參考文獻:
[1] 肖蘇華,巫小珍.聚乳酸材料在桌面型3D打印中的應用研究 [J].機電工程,2015,32(10):1344-1347.
[2] 關雷,史子木,華學兵.熔絲沉積3D打印工藝問題分析及解決辦法 [J].浙江工貿職業技術學院學報,2017,17(4):53-57.
[3] 張曉華,張李超,李智,等.基于熔融沉積法的快速成形柔性絲材技術研究 [J].精密成形工程,2015,7(5):81-85.
[4] 金澤楓,金楊福,周密,等.基于FDM聚乳酸3D打印材料的工藝性能研究 [J].塑料工業,2016,44(2):67-70.
[5] 張永,周天瑞,徐春暉.熔融沉積快速成型工藝成型精度的影響因素及對策 [J].南昌大學學報(工科版),2007,29(3):252-255.
[6] 王微,闞玉錦,王宏琴,等.FDM 3D打印參數對打印件精度的影響研究 [J].佳木斯大學學報(自然科學版),2019,37(1):123-125.
[7] 遲百宏,解利楊,高曉東,等.FDM工藝中構建取向對塑料制品力學性能的影響 [J].塑料,2015,44(4):40-42.
[8] 賴周藝.FDM 3D打印單層面體成形過程與工藝參數分析 [J].機械工程師,2017(7):100-102.
[9] GALANTUCCI L M,BODI I,KACANI J,et al. Analysis of Dimensional Performancefor a 3D Open-source Printer Based on Fused Deposition Modeling Technique [J].Procedia CIRP,2015,28:82-87.
[10] 陳金英.基于3D打印產品質量分析的實驗研究 [J].制造技術與機床,2019(1):104-107.
[11] 韓江,王益康,田曉青,等.熔融沉積(FDM)3D打印工藝參數優化設計研究 [J].制造技術與機床,2016,16(6):139-142+146.
[12] 楊繼全,徐路釗,李成,等.基于FDM工藝的零件成型質量工藝參數研究 [J].南京師范大學學報(工程技術版),2013,13(2):1-6.
作者簡介:周長秀(1984—),女,漢族,山東鄒城人,助教,碩士,研究方向:機械設計與制造。
